Sn 和Ce 元素复合添加对BAg5CuZn 钎料钎缝组织与性能影响
2024-04-17 01:52:18胡岭余丁坤卜永周罗庆澄薛松柏
焊接学报 2024年4期
胡岭,余丁坤,卜永周,罗庆澄,薛松柏
(1.杭州华光焊接新材料股份有限公司,杭州,311107;2.南京航空航天大学,材料科学与技术学院,南京,210016)
0 序言
银钎料是现代制造业大量使用的重要连接材料,广泛应用于大型水电、火电、风电发电机、航空航天、白色家电、电子信息等行业中同种或异质金属之间的连接[1].其中传统含Cd 银钎料因其综合性能好、性价比高,在中温钎料的市场中一直占据着重要的地位.但鉴于Cd 元素对人体健康和生态环境的严重危害,欧盟各成员国2004 年立法通过了《关于限制在电器电子设备中使用某些有害成分的指令》(The Directive on the Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment,RoHS)已经严格限制含Cd 材料的应用[2].同时,白银作为银钎料中不可或缺的战略性原材料,其价格很容易受到国际政治形势的影响,使得含银钎料的价格昂贵且波动很大[3].因此,高性能低银、无Cd 银钎料的研发具有重要的理论意义和实用价值.
目前,国内外学者主要通过以下方法进行无Cd 银钎料的改性研究:以AgCuZn 三元钎料合金为基础,添加微量的Sn,In,Ga,Ni 和Mn 等元素,以及稀土元素(RE)等有益合金元素组成的四元,或四元以上的钎料合金;调控无Cd 银钎料的固液相线温度、润湿性能、显微组织和力学性能等指标,以期获得与传统AgCuZnCd 钎料性能相当的新型绿色钎料[4-6].其中,Sn 元素价格便宜、熔点低,且可以大幅度降低钎料的固、液相线温度,增强钎料流动性,具有很大的市场应用和理论研究价值[7].稀土元素在钎料合金中往往偏聚在晶界附近,有助于改善合金的晶界状态、抑制杂质元素在晶界的有害行为,并可以改善钎料的润湿性能;细化晶粒,提高钎焊接头的强度[8].因此,从行业、企业现实急需考虑,选择以Ag 元素含量为5%的BAg5CuZn 钎料为基础合金材料,通过添加不同含量的Sn 和Ce 元素,研究两种元素复合添加对BAg5CuZn 钎料钎缝组织及性能的影响.获得性能优良、具有实用价值的新型无Cd 低银钎料,满足在全球疫情导致的Ag 等原材料价格上升的行业背景下,企业急需降低生产成本的需求.
1 试验方法
试验采用纯度为99.99%的Ag,Zn 和Sn 金属,市售Cu-20Ce 合金(实测Ce 元素质量分数为20.06%)和纯度为99.9%的电解铜作为原材料,使用最大功率为50 kW的中频炉对原材料进行熔炼.熔炼时先加入高熔点的Cu 和Ag,待金属出现部分熔化时加入预热好的Zn,继续加热至金属全部熔化后,将中频炉的频率由50 kW 调低至5 kW,然后加入Sn 和Cu-20Ce 合金充分搅拌.熔炼过程中,表面使用精炼剂覆盖,一方面能起到隔绝空气、除气除渣的目的,另一方面也能减少原材料的损耗.合金溶液充分搅拌均匀后进行捞渣,然后浇注到钢模中得到铸锭,最后将铸锭挤压成直径为2.0 mm的焊丝备用,设计的低银钎料成分及钎料合金编号如表1 所示.合金使用前各元素经过ICAP6300R电感耦合等离子光谱仪测定,要求实际含量与理论添加量误差在±0.1%以内.

表1 低银钎料合金成分(质量分数,%)Table 1 Chemical composition of low-silver filler metals
使用差热分析法(differential thermal analysis,DTA)分析低银钎料的熔化特性,测试设备为HCR-1微机差热仪,测试前用砂纸打磨钎料表面,并进行超声波清洗.不同成分的钎料样品称取12 mg ±0.5 mg 后放入石英坩埚,设定升温速率为10 ℃/min,测试温度范围为25~ 950 ℃,升温过程中通入氮气(50 mL/min)进行保护,待测试完成后便可分析得到钎料合金的固液相线温度.
钎料润湿试验参照国家标准GB/T 11364—2008《钎料润湿性试验方法》进行,母材选用尺寸为40 mm × 40 mm × 2 mm的市售304 不锈钢板和紫铜板.为保证试件表面光洁、平整,试验前先用砂纸打磨,并制备相应的清洗溶液进行超声波清洗以去除试件表面的油污.钎料润湿试验配以FB102钎剂(KF(42%)+B2O3(33%)+KBF4(25%)),试验用VULC AN 3-130 箱式电阻炉的温度设定为900℃,保温时间为100 s.试验完成后,使用Image-Pro Plus 软件测算出钎料的铺展面积.
钎焊接头力学性能试验根据GB/T 11363—2008《钎焊接头强度试验方法》进行,使用SANSCMT 5105 型万能拉伸试验机测试钎焊接头的力学性能.采用火焰钎焊进行焊接,焊接的试板尺寸为80 mm × 20 mm × 2 mm.为了确保数据的准确性,每一组钎料均进行5 次测试,最终数据取平均值.利用线切割将成形性良好的钎焊接头,制成横截面平整、光滑的金相试样,观察钎缝组织;采用600 号~ 2 000 号的金相水磨砂纸进行打磨,W1.5(2 500 号)水溶性金刚石研磨膏抛光;用过硫酸铵(15 g)+氨水(2 mL)+蒸馏水(100 mL)配置的溶液腐蚀7~ 10 s.使用扫描电子显微镜(scanning electron microscope,SEM)对钎缝的显微组织以及接头的断口形貌进行进一步的扫描分析.试验中使用的ZEISS ΣIGMA 500 扫描电子显微镜为场发射扫描电镜,并配有INCA X-Act 能量色散X 射线光谱仪(energy dispersive spectrometer,EDS)进行微观组织的成分分析.
2 试验结果与分析
2.1 Sn 和Ce 元素复合添加对钎料熔化特性的影响
Sn 和Ce 元素复合添加对BAg5CuZn 钎料熔化特性的影响如图1 所示.根据图1 可知,随着Sn 和Ce 元素复合添加量的不断提高,BAg5CuZn钎料的固、液相线温度不断降低.

图1 Sn 和Ce 元素复合添加对钎料熔化特性的影响Fig.1 Melting characteristics of BAg5CuZn filler metals with Sn and Ce combined addition
1 号钎料的固相线温度为843.4 ℃,液相线温度为875.8 ℃;2 号钎料的固相线温度为822.4 ℃,液相线温度为871.8 ℃;3 号钎料的固相线温度为806.8 ℃,液相线温度为861.3 ℃;而6 号钎料和7 号钎料的固相线温度分别为794.5 ℃和783.2℃,液相线温度分别为855.6 ℃和847.8 ℃.
由以上结果可以得知,当BAg5CuZn 钎料中的Sn 元素含量一定时,Ce 元素的添加对低银钎料的液相线温度的影响不明显,但对其固相线温度的影响稍大,导致低银钎料的熔程进一步加大.这是因为稀土元素Ce的熔点为795 ℃,Ce 元素的添加对钎料合金的固相线温度降低起着微弱的积极作用,而Ce 元素在Ag 元素和Cu 元素中的溶解度几乎为0,主要以合金化合物形式存在.因此,微量Ce 元素的添加对低银钎料的液相线温度几乎没有影响,这与文献[9]报道的有关稀土元素对银钎料显微组织和性能影响的研究结果基本一致.
当低银钎料中Ce 元素的添加量一定时,随着Sn 元素含量的提升,BAg5CuZn 钎料的固、液相线温度会大幅降低.这是由于Sn 元素的熔点较低仅为232 ℃,熔点远低于Ag 元素、Cu 元素和Zn 元素的熔点.结合Ag-Sn 二元相图和Cu-Sn的二元相图可知,Sn 元素可以固溶到Ag 元素和Cu 元素中形成银基固溶体和Cu 基固溶体,而固溶体熔化温度一般在其组元熔化温度232~ 1 083 ℃之间.因此,Sn 元素和Ce 元素的复合添加可以降低低银钎料合金的固、液相线温度.
2.2 Sn 和Ce 元素复合添加对钎料铺展性能的影响
Sn 和Ce 元素复合添加对BAg5CuZn 钎料在304 不锈钢板和紫铜板上铺展面积的影响如图2 所示.分别对比2 号钎料、3 号钎料和6 号钎料、7 号钎料可知,当钎料中的Ce 元素含量一定时,低银钎料的铺展面积会随着钎料中Sn 元素含量的增加而逐渐增大.这是由于Sn 元素的加入不仅能使得液态低银钎料的表面张力降低,还能使钎料的熔化温度降低,液态钎料合金的过热度增大、粘度降低,液态钎料在固体母材表面铺展时的阻力大大减小;同时Sn 元素可以大量溶解到液态钎料铺展前沿的润湿环中,使得低银钎料在母材上铺展时产生了明显的“前驱膜效应”,利用润湿环的“前驱膜效应”大幅度提高了低银钎料在母材上的铺展面积,从而显著改善了低银钎料的铺展性能[10-12].

图2 Sn 和Ce 元素复合添加对钎料铺展性能的影响Fig.2 Spreading ability of BAg5CuZn filler metals with Sn and Ce combined addition
当低银钎料中的Sn 元素含量一定时,低银钎料的铺展面积会随着钎料中Ce 元素含量的增加而逐渐提高.当低银钎料中Ce 元素的质量分数为0.15%时,低银钎料在304 不锈钢与T2 紫铜表面的铺展面积分别为78 mm2和182 mm2,相比较于未添加Sn 和Ce 元素时,铺展面积分别增加了73%和82%.这是因为稀土元素Ce 是一种表面活性元素,容易聚集在熔融液态钎料的表面,从而在一定程度上使得钎料在母材表面的铺展性能得到提高.当低银钎料中的Ce 元素含量超过0.15%时,钎料在两种母材上的铺展面积反而呈下降趋势.而当钎料中的Ce 元素含量均为0.5%,把钎料中的Sn 元素含量由2%提高到4%,钎料的铺展性能依然比BAg5CuZn-2Sn-0.15Ce 钎料的差.这是由于稀土元素Ce的化学性质活泼,在高温条件下易于氧化,因此随着Ce 元素添加量的提高,低银钎料在进行高温钎焊时,其表面会产生大量氧化物,如CeO2和Ce2O3等.这些氧化物渣的生成将极大限制液态钎料的流动铺展,同时稀土元素的添加将导致低银钎料铺展所产生的润湿环明显变窄,形状也极其不规则,并且润湿环中的固溶体组织由细腻光滑变为极其粗糙、呈多孔蜂窝状,表现为较大的润湿角、流动性受阻,从而造成钎料在两种母材表面的铺展面积大大减小;此时Ce 元素过量添加带来的氧化渣以及较大润湿角的负面影响远大于Sn 元素的改善作用[13-14].上述结果表明,随着Sn 和Ce 元素含量的逐渐增加,BAg5CuZn 钎料的铺展性能得到明显的改善,但当Ce 元素的添加含量高于0.15%时,Ce 元素反而会恶化钎料的铺展性能.
2.3 Sn 和Ce 元素复合添加对钎料钎缝组织的影响
扫描电镜下BAg5CuZn 钎料的BAg5CuZnxSn-yCe 钎料的304 不锈钢/T2 紫铜钎焊搭接接头钎缝显微组织如图3 所示.由图3 可知未添加Sn 和Ce 元素时,低银钎料钎焊搭接接头的显微组织主要由长条形块状相A 和浅灰色基底相B 组成,并且粗大的长条形块状相分布于整个钎缝区域.Sn 和Ce 元素复合添加后的显微组织如图4 所示.

图3 BAg5CuZn 钎料钎缝显微组织Fig.3 Microstructural morphology of brazed joints with BAg5CuZn filler metal

图4 BAg5CuZn-xSn-yCe 钎料钎缝显微组织Fig.4 Microstructural morphology of brazed joints with BAg5CuZn-xSn-yCe filler metal (a) BAg5CuZn-1Sn-0.05Ce;(b)BAg5CuZn-2Sn-0.05Ce;(c) BAg5CuZn-2Sn-0.15Ce;(d)BAg5CuZn-2Sn-0.3Ce;(e) BAg5CuZn-2Sn-0.5Ce;(f)BAg5CuZn-4Sn-0.5Ce
由图4 可知,复合添加的Sn 和Ce 元素对接头的显微组织有着显著的影响.当Sn 和Ce 元素复合添加的量较少时,钎缝组织无裂纹、夹渣、气孔等焊接缺陷,但当Ce 元素添加达到0.5%时,两种钎料的钎缝中均出现少量的气孔,如图4(e)和图4(f)所示.已有研究表明,银含量较低的Ag-Cu-Zn 钎料的钎缝组织主要是由Cu 基固溶体相和以CuZn 化合物相为基的固溶体相组成[14-15].
图3 和图4 中的钎缝组织选区的能谱分析结果如表2 所示,可以推断BAg5CuZn 钎料钎焊搭接接头的显微组织中的长条形块状A 相为Cu 基固溶体相,浅灰色基底B 相为(Ag,Cu)Zn 化合物相,而且随着Sn 和Ce 元素的复合添加,接头显微组织的相组成几乎不变,还是由块状的Cu 基固溶体相和浅灰色(Ag,Cu)Zn 化合物相以及少量的锡青铜相组成.但Ce 元素的添加使得块状的Cu 基固溶体相组织得以细化并分布均匀,同时(Ag,Cu)Zn 化合物相的分布也变得更加均匀.当钎料中的Ce 元素添加达到0.15%时,钎缝中的块状Cu 基固溶体相的尺寸进一步减小,各组织相得到了细化且更加均匀地分布于钎缝组织之中.然而,进一步提高钎料中Ce 元素的含量时,可以看出钎缝中的组织反而变得粗大,如图4(d)所示.当低银钎料中的Ce 元素含量增加到0.5%时,可以观察到钎缝的组织形貌发生了明显的变化,组织晶界处析出一些白色相,如图4(e)和图4(f)所示.结合马超力[13]的研究可知,这些白色相是由钎料中过量的Ce 元素与Ag 和Sn 元素形成复杂的金属间化合物,从而使得钎缝的组织显著恶化,并且随着钎料中Sn 元素含量的提高,钎缝组织形貌变得更为粗大,钎缝组织的均匀性变得更差.
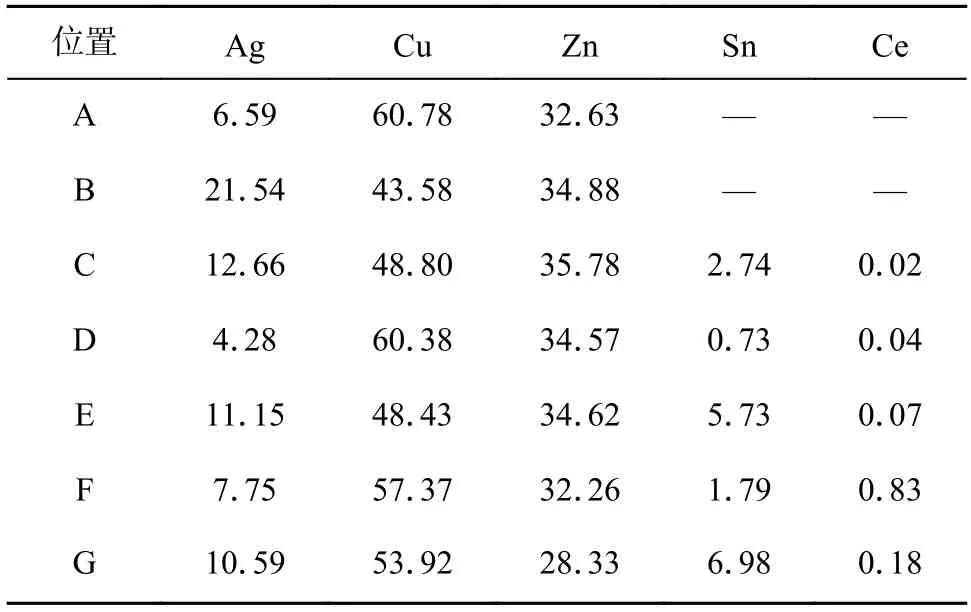
表2 钎缝组织能谱分析结果(质量分数,%)Table 2 EDS results of microstructural morphology of brazed joints
2.4 Sn 和Ce 复合添加对钎焊接头力学性能的影响
对BAg5CuZn-xSn-yCe 钎料304 不锈钢/T2 紫铜钎焊搭接接头进行力学性能试验,试验试样如图5 所示.

图5 低银钎料304 不锈钢/T2 紫铜钎焊搭接接头Fig.5 Brazed lap joints of 304 stainless steel/T2 copper with low silver filler metal
由于低银钎料的304 不锈钢/T2 紫铜钎焊搭接接头基本断裂于紫铜上,钎焊搭接接头平均抗拉强度为216 MPa.
采用测试304 不锈钢/304 不锈钢钎焊搭接接头的抗剪强度来表征BAg5CuZn-xSn-yCe 钎料钎焊接头的力学性能.不同Sn 和Ce 元素含量的低银钎料钎焊304 不锈钢/304 不锈钢搭接接头的抗剪强度变化如图6 所示.

图6 不同Sn 和Ce 元素含量对钎焊接头抗剪强度的影响Fig.6 Shear strength for brazed joints with different Sn and Ce content
由图6 可知,随着Sn 和Ce 元素的复合添加,钎焊接头的抗剪强度呈现先升高后降低的趋势,而Sn 元素的添加对低银钎料钎焊304 不锈钢/304 不锈钢接头抗剪强度的影响比Ce 元素的影响更大.原因在于Sn 原子半径较大,在钎缝组织内以置换固溶体的形式存在,适量Sn 原子的引入可形成有钉扎位错和阻碍位错滑移作用的柯式气团,从而有利于提升接头强度.然而,当钎料中添加的Sn 元素含量过高时,钎焊接头组织出现明显的恶化现象,钎缝组织中会出现脆性富Sn 相(Cu-Sn 金属间化合物),该脆性相基本分布于整个钎缝区域[16],这些脆性相的存在会诱导钎焊接头中缺陷的产生,导致钎焊接头的力学性能急剧降低.
当BAg5CuZn 钎料中添加的Sn 元素含量不变时,适量Ce 元素的添加可以进一步改善低银钎料的钎焊接头力学性能;当钎料中的Ce 元素含量不超过0.15%时,接头的抗剪强度会随着Ce 元素的添加而提高;当低银钎料中的Ce 元素含量为0.15%时,其抗剪强度达到最大值495 MPa,相比于BAg5CuZn 钎料钎焊接头提高了23.1%.稀土元素Ce 具有很强的亲“Sn”能力,因此钎料中微量的Ce 元素能够与Sn 元素结合,优先析出分布均匀的非均质形核中心,从而使钎缝组织得到细化,接头的抗剪强度得到进一步提升[17].但是当添加Ce 元素含量超过0.15%后,接头的抗剪强度反而呈下降趋势,特别是当添加Ce 元素含量达到0.5%时,接头的力学性能严重恶化.当添加Sn 元素和Ce 元素含量分别为4%和0.5%时,低银钎料钎焊搭接接头的抗剪强度降低至328 MPa,远低于BAg5CuZn钎料钎焊搭接接头的抗剪强度.结合2.3 小节的钎缝组织分析可知,过量的Ce 元素的添加会倾向于与Ag 和Sn 元素形成复杂的金属间化合物,并在组织晶界处析出;该金属间化合物的形成一方面大幅度减弱了Ce 元素细化晶粒的作用,另一方面也导致钎缝组织的分布变得不均匀,造成钎缝组织形貌更为粗大,钎料钎焊接头的抗剪强度降低.
2.5 Sn 和Ce 复合添加对钎焊接头断口形貌的影响
扫描电镜下BAg5CuZn 钎料和BAg5CuZn -xSn-yCe 钎料钎焊304 不锈钢/304 不锈钢搭接接头断口表面形貌如图7 和图8 所示.由图7 中可以看出,当钎料中未添加Sn 元素时,其搭接接头断口形貌中可以观察到韧窝的存在,同时在其断口表面中也能观察到解理面,韧窝的数量和解理面的数量基本相当,断口呈现以韧性断裂和脆性断裂相结合的混合型断裂,说明此时搭接接头的塑性较差.

图7 BAg5CuZn 钎料钎焊接头断口扫描电子形貌Fig.7 SEM of fracture surface of brazed joint with BAg5CuZn filler metal

图8 BAg5CuZn-xSn-yCe 钎料钎焊接头断口扫描电子形貌Fig.8 SEM of fracture surface of the joints brazed with BAg5CuZn-xSn-yCe filler metals.(a) BAg5CuZn-1Sn-0.05Ce;(b) BAg5CuZn-2Sn-0.05Ce;(c) BAg5CuZn-2Sn-0.15Ce;(d) BAg5CuZn-2Sn-0.3Ce;(e) BAg5CuZn-2Sn-0.5Ce;(f) BAg5CuZn-4Sn-0.5Ce
由图8 可以得知,Sn 和Ce 元素复合添加后,低银钎料钎焊搭接接头的断口表面形貌也具有明显的韧窝结构.
对比图8(a)、图8(b)和图8(e)、图8(f)可以得知,当钎料中的Ce 元素含量一定时,添加Sn 元素含量由1%增加至2%后,断口表面原有的少量解理面消失,韧窝变得致密细小,断口逐渐呈现为明显的韧性断裂特征.但当Sn 元素含量由2%增加至4%后,断口的韧窝数量逐渐减少,解理面的数量不断增加,断裂呈现韧性断裂逐渐重新转变为脆性断裂的趋势.因此,上述结果说明只有添加了适量Sn 元素的BAg5CuZn 钎料,其钎焊搭接接头的力学性能才能得以改善.
当低银钎料中添加的Sn 元素含量不变时,适量Ce 元素的添加可以使得接头断口形貌上的解理面逐渐消失,同时接头断口形貌上的韧窝变得更加细小且分布更为均匀.当添加Ce 元素含量为0.15%时,接头断口上只存在均匀分布的致密细小的深韧窝.但是当钎料添加中Ce 元素含量超过0.15%后,接头断口形貌又开始恶化,韧窝逐渐粗化,同时断口表面会出现大块状的残留相.当钎料中添加的Sn 和Ce 元素含量分别为4%和0.5%时,断口表面的韧窝数量显著降低,解理面占比提高,同时出现了一定数量的颗粒状残留相.为了进一步分析BAg5CuZn-4Sn-0.5Ce 钎料的钎焊接头断口形貌内各元素的分布情况,对断口进行了面扫描分析,元素分布如图9 所示,面扫描对应的能谱分析结果如图10 所示.

图9 BAg5CuZn-4Sn-0.5Ce 钎料钎焊接头断口元素分布Fig.9 Distribution of fracture elements in brazed joint with BAg5CuZn-4Sn-0.5Ce filler metal.(a) EDS elements mapping image;(b) Cu;(c) Zn;(d) Ag;(e) Sn;(f) Ce

图10 钎焊接头断口元素的能谱分析Fig.10 EDS plane scan analysis of fracture surface
Sn 和Ce 元素分布于整个钎缝组织内,但Sn 元素出现了富集现象,结合马超力等学者[18]的研究结果及2.3 节中的钎缝组织分析结果可知,钎焊接头的断口形貌表面主要组织为CuZn 化合物相、锡青铜相和由Ag,Sn 和Ce 三种元素形成的复杂金属间化合物.这说明在进行力学性能试验时,低银钎料钎焊接头的断裂位置经过CuZn 化合物相、锡青铜相和Ag-Sn-Ce 金属间化合物处.以上分析结果进一步解释了2.4 节中力学性能试验结果的变化趋势.
3 结论
(1) Sn 和Ce 元素的复合添加可以显著改善BAg5CuZn 钎料的熔化特性.随着Sn 元素的添加,BAg5CuZn 钎料的固、液相线温度不断下降,而Ce 元素的添加对BAg5CuZn 钎料的固、液相线温度的影响不明显.
(2) BAg5CuZn 钎料在T2 紫铜板和304 不锈钢板上的铺展面积会随着钎料中Sn 元素添加量的上升而显著增加.但是,其铺展面积随着Ce 元素含量的增加则呈现出先增加后减少的趋势,添加Ce 元素的最佳含量为0.15%.
(3)向BAg5CuZn 钎料复合添加Sn 和Ce 元素时,钎料钎焊接头显微组织的相组成几乎不变,由块状的富铜相和浅灰色(Ag,Cu)Zn 化合物相以及锡青铜相组成.当添加Sn 和Ce 元素含量分别达到2%和0.15%时,钎缝组织明显细化且分布最为均匀.但进一步提高钎料中Sn 和Ce 元素含量时,钎缝中的组织反而变得粗大,组织晶界处析出的组织相会使得钎缝组织的均匀性显著恶化.
(4)随着BAg5CuZn 钎料合金中Sn 和Ce 元素含量的增加,其钎焊搭接接头的抗剪强度整体上呈现出先增加后降低的趋势.当钎料中的Sn 和Ce 元素含量分别为2%和0.15%时,其抗剪强度达到最大值495 MPa,相比于使用BAg5CuZn 钎料钎焊的接头抗剪强度提高了23.1%.
猜你喜欢
机械制造(2022年5期)2022-06-10 02:03:10
电焊机(2018年4期)2018-05-03 03:12:10
制造技术与机床(2017年3期)2017-06-23 08:11:30
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年5期)2015-07-18 11:03:41