
基于MES 的印刷车间设备效率控制技术研究∗
2024-04-17 07:29李思佳贺福强张明月
计算机与数字工程 2024年1期
李思佳 贺福强 张明月 李 赟
(贵州大学机械工程学院 贵阳 550025)
1 引言
随着中国制造2025[1]的深入推进,智能制造成为了全球制造业发展趋势[2]。为了提高企业信息化技术发展,实现生产现代化、连续化和规模化,推动印刷企业制造升级[3],需要设备能有效地获得生产指令,信息与管理系统及时获知生产设备状态及进度情况,实现设备效率最大化。这就需要通过智能化设备评价指标体系,将感知信息进一步的分析、提炼,筛选出决策信息,辅助企业决策者做出正确的商业决策,提高决策水平[4]。因此,一个现代企业的生产制造执行系统(Manufacturing Execution System,MES)[5]根据各层级的管理使用需求应运而生,使企业的管理者能够通过MES 可以实时监控生产印刷制品的设备运行状况和设备利用率,及时做出调整和维护[6]。如何针对印刷行业特点,建立正确的MES 系统,实现设备效率最大化,降低成本,是印企信息化建设亟待解决的重要问题。
JAUREGUI 等[7]针对半导体行业高混合低产量的特点,对传统OEE 方法从组织和技术两方面进行了适应性改进,并成功应用于工业实施中,但是这种方法耗费了大量人力物力,造成资源的浪费;MUCHIRI 等[8]针对制造过程需要严格定义的性能测量系统的需求,将OEE 作为性能测量工具,来测量生产过程中不同类型的生产损失,但是这种方法不能适用于印刷企业这种连续型制造企业,具有局限性。
本文为丰富完善印企设备的效率评价指标,结合设备综合效率OEE 评价的优点,分析印刷机组各运行设备的结构特点,提出一套实时自动采集设备状态数据的印刷机组设备效率评价体系,实现车间层数据共享、实时同步,利用可视化展示方式提升车间数字化层级[9]。该方法直接获取设备综合效率关键参数,可减少因获取控制系统授权而产生的成本,并基于采集的设备信息采用监督学习方法可准确对运行状态、加工件数等进行识别。实现对设备运行状态的精确、实时、有针对性的反映。
2 印刷车间MES系统实现
根据印刷车间生产复杂、人工统计数据落后等问题、结合其实际生产需求,增加生产过程控制功能,MES 为企业提供各个管理模块[10],把实时采集大量的生产数据,保存在数据库[11]。实现整个生产过程的信息化、可视化、智能化远程监测[12],为企业印刷车间打造一个可靠性强、稳定性高的制造管理平台。
2.1 车间信息采集处理
监控车间信息及采集主要体现在生产过程控制模块,设计与企业管理体系模式不变的数字工厂系统平台,结合车间设备生产数据采集与分析系统,实现设备生产状态和健康状况的实时监控,生产质量与进度的及时跟踪,人员绩效的自动核算,成品与物料的及时反馈,使内务部、生产管理部、仓库管理部、财务部联动协调工作。极大提高各部门的工作效率。并及时发现生产中存在的浪费,实现精准调控环境,同时达到控制生产过程中多余成本的目的。如图1所示为设备制造信息处理过程。

图1 设备制造信息处理过程
在整个设备信息处理的过程中,输入的信息为制造资源信息。输出的信息是经过MES 系统分析处理后的结果,并有效解决了设备控制命令下行和实时通知消息推送的问题,通过看板向操作人员推送这些处理后的信息,提高信息的利用率。其中胶印车间MES 监控中心看板中包括了上个生产班次KPI 的人均产值、近12 月本车间投入产出比、近30天机台废品合计排名、不同型号机组的当日额定产能和当日实际产能的对比图、待生产任务安排以及近30天产量趋势等。
2.2 设备信息采集处理
以胶印工程为例,胶印的生产过程一般为折页、配贴、上封面、装订、裁切、检查包装等一系列的流程,由于其生产过程中的复杂度较大,需要在设备生产的各个环节中,进行生产数据采集。
首先采用Aruino电路板结合设备传感器、WIFI发射器适应采集各种设备的作业数据,以较低成本解决MES 系统前端的设备数据采集来源,可解决设备无PLC 可进行数据读取问题。然后通过采购研华的ECU-1251 网关产品,将其与设备的PLC 连接[13],直接进行数据对接与采集。由于ECU-1251网关已内置了大部份设备的协议,所以不需要再对设备不同协议进行研发,只需关注设备能采集的点位地址,即数据字段,现阶段主要采集产量方面的数据,另外也可外接几组485或232的接口信号,采集能电能表或温湿度的数据。通过ECU-1251 网关采集的数据,研华提供了几种数据接口,如数据库、Modbus、WebService 等,我们根据需要,针对这几种通用接口进行数据对接,然后将采集的数据再通过一定的逻辑计算后,实时或阶段性地推送到现有的MES 系统数据接口或能耗管理的数据库,实现设备与系统数据对接。图2 为设备数据采集流程图。

图2 设备数据采集流程图
将采集点和采集方式确定后,通过布置在生产现场的专用设备(LED 生产看板、条码采集器、PLC、传感器、PC等硬件),实现对设备管理高效化、可视化。
3 MES系统设备整体效率评价
根据MES 系统中设备的实际运行特点,将设备综合利用率(Overall Equipment Efficiency)评价方法应用于印刷机组,用来分析在印刷企业中影响设备效能的原因,并进行改善,大大提高了设备利用率。该方法通过对设备运行状态时间,设备综合效率进行计算和分析,综合反映了在生产过程中的各种损失,提高了方法的通用性。
3.1 OEE的定义
OEE,作为反映设备运行状态的关键指标,清楚地了解到具体的设备效率指标,快速找到生产过程中的瓶颈,并对损失的产能进行有针对性的改善工作[14],来降低设备效率的损失,将OEE 方法与MES 系统有效地结合起来可以智能识别出并降低效率损失,使损失掉的产能可视化,进而优化生产工艺[15],使人为的管控通过信息系统自动化控制更加精准简便。
OEE 是能够全面反映设备生产效率的指标。是实际使用时间与理论使用时间的比值。其标准主要被量化为三个关键要素,包括时间利用率(AV)、性能利用率(PE)和质量率(QU)。
3.2 OEE的计算
综合设备利用率OEE的计算公式如下:
各项分别表示为
1)时间利用率主要评估设备的使用和生产效率,主要表示停机对设备的损失影响。
2)性能利用率用于体现设备的在生产环节中整体性能,主要表示速度对设备的损失影响。
3)质量率是在生产环节中查询产量以及废品数量,是合格频率的反映,主要表示废品对设备的损失影响。
以印刷机作为研究对象,利用上述公式计算设备的OEE 值分析产能损失。当设备综合利用率>=85%时定义设备效率良好[16],MES 系统按照该标准检验设备信息是否达标,达到自动化管理控制生产过程。
3.3 影响OEE的损失分析
通过对包装印刷车间的时间利用率分析,确定设备在生产过程由于各种原因所造成的损失主要分为四大类:由于设备在休息、待料、待人和无动力时造成的停止时间、由于因设备故障停机和生产残次品造成的停机时间、由于人员误操作造成的机器空转时间以及暂停损失、由于设备故障引起的产品质量缺陷。直观如图3所示。
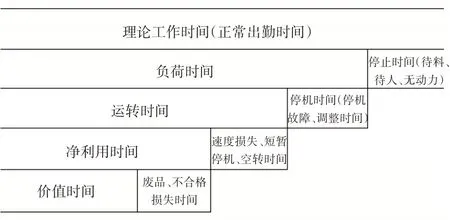
图3 影响OEE损失时间
4 实例测试
根据精益生产要求,通过采集和处理车间设备制造信息研究,提取某日印刷机组的生产数据,其中包括所在厂房、贴合速度(P/H)和设备状态。以印刷机编号为OP25、型号为A12 为例,在设备基本信息管理中的详细信息可以查看在生产过程中产生的OEE 具体损失时间、废品数、质量率以及设备综合效率等。
将文中提出的印刷机组设备效率评价体系应用于某印刷车间4台同类印刷机设备上,在其内网部署。部署完毕后的,以2020 年某工作日内各机组的运行状态作为横向测试,验证文中所述印刷机组设备效率评价体系的有效性。提取2020 年某日某印刷车间五组的生产数据,并按照文中印刷机组设备效率评价标准进行评价。其时间利用率AV、性能利用率和质量率具体指标见表1。

表1 印刷机组设备效率各项指标
以公司生产中某日设备综合数据作为纵向测试,其中设备综合数据板块展示了公司的设备综合故障率和完好率占比、两个制造部最近半年的设备完好率和故障率走势以及本月胶印和凹印中各工序的设备完好率和故障率等。
将车间各机组生产情况对比可知,各机组均可以正常运行,但如图所示设备的综合效率各不相同,其中OP41 号机组设备设备综合率处于较低的水平,为60.01%,表示设备运行状况不稳定。归其原因,该机组的性能利用率和质量率较其他组正常,但是时间利用率仅为65%,远低于其他机组,是影响该设备效率低下的主要因素,根据MES 系统中生产状况展示批次保养时间占了总的生产时间耗时的43%,说明该印刷机设备需要操作人员加强点检意识,按照车间管理人员,设备部人员、精益办人员分不同周期、不同时间段进行设备现场点检。减少保养时间,降低故障发生几率,间接降低生产成本。按照所需查看的设备部位,选取部分的每班点检次数及完成率统计见表2。

表2 设备点检完成率统计表
通过表1 中指标还可以看出其中的有三个机组的OEE 都在85%以下,低于当今世界级维修水准的标准定义,造成产能不均,需要改善的空间还有很大。比如需要缩短投放料的时间、加强人员对设备的自主维修的意识都可以提高OEE 水平和车间产能,解决企业实际管理需求,实现企业管理高效化,生产透明化,达到提质增效的作用。
5 结语
综上所述,针对现在印刷行业中设备效率评价体系无法实时、准确反映设备生产情况的问题,以MES系统为主要技术手段,文中以设备印刷机组作为研究对象,通过将设备评价指标OEE 运用到企业的MES 系统中,建立了一套实时自动采集设备状态数据的印刷机组设备效率评价体系。将此体系部署于某印企的印刷机(设备型号为A12)上进行试验验证,证明文中提出的评价标准可以精准、全面、实时的反映设备基础信息与健康状况的影响因素,增强了生产过程的的可视性、可控性、集成性,使管理者可以有针对地调整设备运行状态,保证车间设备时刻处于最佳运行状态,提高了方法的通用性,具有良好的商业价值。
猜你喜欢
红蜻蜓·低年级(2023年9期)2023-09-22
智能制造(2021年4期)2021-11-04
印刷工业(2020年4期)2020-10-27
印刷工业(2020年4期)2020-10-27
中国煤炭(2020年2期)2020-01-21
中国化肥信息(2019年6期)2019-01-19
小学生学习指导(中年级)(2018年11期)2018-11-29
消费导刊(2017年24期)2018-01-31
农村农业农民·B版(2018年11期)2018-01-28
中国老区建设(2016年12期)2017-01-15
