动车段高级修主要工艺及总平面布置研究
2024-04-12 02:29张正舟欧阳鹏宋东升侯小祥韩永军
铁道标准设计 2024年4期
张正舟,欧阳鹏,宋东升,侯小祥,韩永军
(1.中国国家铁路集团有限公司工程设计鉴定中心,北京 100844; 2.中车青岛四方机车车辆股份有限公司,青岛 266111;3.中铁第一勘察设计院集团有限公司,西安 710043; 4.中铁第四勘察设计院集团有限公司,武汉 430063)
1 概述
随着我国高速铁路动车组的大量开行,动车组配属数量及走行公里不断增加,动车组三、四、五级修(统称“高级修”)工作量大幅增长,动车组高级修技术要求高,检修范围大,对动车组运行安全极为重要[1-3]。动车段是承担动车组高级修的场所,是保证动车组安全、高效运营的重要基础设施,在高速铁路设计中是较为独立的系统,具有工艺流程复杂、设施装备多、占地面积大等特点,合理的工艺设计是实现检修功能、提升能力和效率的重要因素[4-5]。
动车组高级修工艺即高级修工艺过程和操作方法,通过高级修工艺设计确定。高级修工艺设计,包含工艺规程设计和工艺设备设计,是动车段工程建设项目设计(即工厂设计)的核心。
高级修工艺规程设计主要包括确定工艺流程、各工序采用的工艺设备及工时定额、操作细则等,工艺规程设计主要由高级修基地(含动车段)或其上级管理部门承担,工程设计人员参与其中。高级修工艺设备设计主要是按照工艺规程相关要求,在工程建设项目中确定高级修主要车间的生产纲领(检修工作量)、建设规模、所有车间的工艺设备及其布置,提出工艺设备运行、检修作业及办公生活等所需条件相应的工程设计要求(包括站场、房、水、电、暖、通要求等),确定工艺设备等相关投资,工艺设备设计主要由工程设计单位承担,动车段或其上级管理部门协助。
动车段高级修工艺包括全局性的主要工艺和局部的车间工艺两个方面。高级修主要工艺是指全局性、车体相关检修作业的工艺,车体相关设施的布置则是总平面布置的主要内容。本文重点对动车段高级修主要工艺及总平面布置进行研究。
2 高级修工作量及设施规模
2.1 高级修工作量
动车组高级修工作量按检修周期确定,检修周期分为时间周期和里程周期。不同修程的高级修周期一般成倍数关系。这在定期维修制度下是经济合理的,如果不是倍数关系,就会出现某两次高级修之间的间隔小于较低一级的高级修周期,即出现不合理的过度维修[6-9]。
按时间周期计算时,某一级修程的高级修工作量按下式计算
Sn=M/Tn-M/Tn+1
(1)
式中Sn——某一级修程的高级修工作量,组/年;
M——配属动车组数,组;
Tn——本级修程相应的时间周期,年;
Tn+1——更高一级修程相应的时间周期,年。
其中,下标n分别与三、四、五级修对应,取值相应为3、4、5,当n=5时,M/Tn+1结果为0,下同。
按里程周期计算时,某一级修程的高级修工作量按下式计算
Sn=Dc/Dn-Dc/Dn+1
(2)
式中Dc——配属动车组相应的走行里程总数,组·km/年;
Dn——本级修程相应的里程周期,km。
以上计算公式的一般理解为,计算n级修程的检修频次(年-1)时,在最高级修程的周期内累计n级修程的检修次数,并除以最高级修程的周期。按n级修程的周期计算的检修次数,包含较高级修程的检修次数。因为较高级修程的周期是较低级修程的整数倍,按上述更高一级修程周期计算的检修次数即所有较高级修程的检修次数,所以单位时间内n级修程的检修次数等于按n级修程周期计算的检修次数减去按更高一级修程周期计算的检修次数。
工程设计计算时,配属动车组相应的走行里程总数一般按动车组开行方案计算,开行方案不明确时,可按配属动车组数和日车公里指标计算。
就单列动车组而言,是否到期检修以里程周期和时间周期的先到者为准。而在动车段设计时,则分别按里程周期和时间周期计算高级修工作量,结果取其中较大值。由于我国动车组运用率较高,一般里程先到期,因此,设计时可先按里程计算,再按时间校核。
当高级修任务由多个检修工厂分担时,需按相关约定对以上计算的高级修工作量进行分劈。
2.2 高级修设施规模
动车段高级修设施规模以车体所在的检修库(以下简称“联合厂房”)规模计量,其他设施(含转向架间等)的规模与联合厂房的规模相匹配。
联合厂房包括三级修库、四、五级修库、静调库,其中三级修库、静调库的规模按列位计,四、五级修库按台位计。列位数和台位数可相互折算,1列位相当于8台位。四、五级修库包括分解库、车体检修库、油漆库、车体部件检修库和组装库,为方便叙述并避免混淆而在此约定:不带修饰词的“分解库”所指包括解编库、车辆分解库和车体清洁库, “组装库”所指包括车辆组装库、单车调试库和编组库。
动车段高级修设施的规模按修程分别计算
Hn=Snβ/(DyEn)
(3)
式中Hn——某一级修程相应的设施规模,个;
En——工作效率,每个列位(或台位)单位时间内能够完成的工作量,即每台班能够完成的工作量,组/d·个;
Dy——年工作天数,此处默认工作班制为一班制,d/年,当采用多班制时,Dy为年工作班数,班/年,En的单位相应为组/班·个;
β——检修不均衡系数,考虑到设备故障检修、生产组织、水电材料和配件供应不正常等异常因素导致工作效率降低、规模加大,β取1.0~1.2,当工作效率取值已经考虑了不均衡因素时,β取值为1.0。
En也是每组动车组检修所需要的台班数Cn的倒数,因此,Hn还可按下式计算
Hn=SnCnβ/Dy
(4)
式中,Cn为每组检修所需台班数,个·d/组,台班数即列位时间或台位时间。
考虑到动车组昂贵、高级修设施建设投资大、运营成本高,应尽量压缩动车组检修停时、提高高级修设施利用率,年工作天数可适当加大。鉴于我国绝大部分动车组均配置于国铁集团,按国铁集团相关规定,为提升客流高峰期动车组上线率,采用春运期间不修车、暑运少修车的方式,年工作天数一般取300 d。
Sn与En或Cn的时间单位一致时,公式中的Dy取消,即
Hn=SnCnβ
(5)
该公式可用于其他场合的规模、工位和设备数量计算,其中β按实际情况确定。
3 动车段高级修主要工艺
动车段高级修工艺包括全局性的主要工艺和局部的车间工艺两个方面。车体作为动车组主体部件,贯穿高级修的全过程,其他部件检修则布置在各自的车间内,此处所述高级修主要工艺是指全局性、车体相关检修作业的工艺,车体相关设施的布置则是总平面布置的主要内容。
3.1 三级修主要工艺
(1)三级修主要内容及技术要求
三级修是对转向架检修,同时在车辆之间、车体与转向架之间的连接部位进行功能试验。转向架检修主要包括动车组的构架、轮对轴箱组成、牵引电机组成、空气弹簧组成、轴箱弹簧组成、减振器、速度传感器、制动夹钳等关键部件的检修。
动车组在入库后架车,落转向架,待修转向架送入转向架检修间检修,修竣转向架送入三级修库组装,落车。
三级修架车一般考虑整列架车,即在库内8辆或16辆编组动车组整列架车,更换转向架、拆装部分车体设备;此外少数情况下动车组也可先解编,单节车辆进行架车,更换转向架、拆装部分车体设备。架车机可采用地坑式架车机或移动式架车机。
(2)三级修工艺流程
三级修工艺流程:存车线存车→接车鉴定预检→动车组清洗、吹扫除尘→架车、分解转向架并送入转向架间检修→分解其他配件并送出检修→车体检修→落车并组装转向架及其他配件→称重及调整→静态调试→动态调试→交检交验→存车线存车。
3.2 四、五级修主要工艺
(1)四、五级修主要内容及技术要求
四级修针对动车组各系统分解检修。主要包括车辆解编、架车、转向架分解检修、车辆设备(车顶、车下、车端、车内)分解与检修、车辆设备组装、落车、试验、编组及试验、静调、动调,视需要进行车体喷漆等。
五级修针对整车全面分解检修,较大范围地更新零部件,根据需要对动车组进行升级和改造。主要包括动车组分解、清洗、检查、修复、更换、车体重新油漆、车辆设备组装、落车、试验、标记、编组及试验、静调、动调等。
四、五级修主要是在三级修基础上,增加对转向架附件拆除、检修,增加对车体内部及连接部件的检查及修理工作。车上、车内、车下设备下车检修,主要部件互换修,高压布线在车上做耐压试验等。
四、五级修动车组按解编成单节检修考虑,解编后一般采用流水修作业,检修库内设置车体分解、清洗、涂装、检修、组装、落车、称重、单车调试台位等,分解组装一般分区设置,拆解转向架后的车体通过换装工艺转向架在库内各工位及各库间转运。按流水修作业需要,在对应的车体拆解及组装工位设置立体作业平台,试验、称重区域还需考虑车体上水。车体分解后的各类部件通过运输车送至相应的部件检修库或专业的委外部件检修单位,车体分解、组装库的修车台位需设置必要的部件存放区域,备件库需考虑委外检修部件的暂存。
(2)五级修工艺流程
四级修与五级修工艺流程基本相同,只是四级修有些工序内容简化,按五级修工艺需要设计的高级修设施可适应四级修需要。因此,四、五级修设施按五级修工艺需要设计、兼顾四级修。只有四级修而无五级修的动车段,可参照五级修的设计方法、按四级修工作量和工艺流程设计。因此,以下重点介绍五级修。
五级修工艺流程:存车线存车→接车鉴定预检→动车组解编→分解裙板、底板→分解转向架→分解下车配件→车体清洁→车体检修→车体喷漆预处理→车体喷漆烘干→车体部件检修→组装下车配件→落成前整备→组装裙板、底板→组装转向架→称重→尺寸测量→单车调试→车辆编组→静态调试→动态调试→交车前整备→整车交检交验→存车线存车。五级修工艺流程见表1。

表1 动车组五级修工艺流程Tab.1 Process flow of the fifth level repair of EMU
以上是某高级修基地的五级修工艺流程,其中有些工序可进一步细化,不同的高级修基地工艺流程基本相同,局部则可能有所不同。为方便叙述并避免混淆而在此约定:下车配件是指从车上分解后送配件检修车间检修的车辆配件,车体部件检修的车体部件是指不下车、随车体一起检修的车辆配件。
4 动车段总平面布置
动车段高级修设施总平面布置是为完成指定工作量(即生产纲领),按照高级修工艺流程,安排高级修设施的空间位置。其中,按照高级修工艺流程,是指按高级修工艺流程表示或包含的相对顺序和相互关系确定高级修设施的相对位置及相互联系。总平面布置应以合理的代价(工程投资、运营成本、其他负担和影响等)实现工艺流程顺畅。所谓工艺流程顺畅,主要是指动车组、车体和转向架等笨重的大部件在前后工序之间移位顺畅,各工序的能力足够且无明显的虚靡,各工序以及工序之间无堵塞[10-14]。
三级修设施由三级修库、静调库、转向架间及其他设施组成,其总平面布置相对简单,因此下面以四、五级修为主、结合三级修设施讨论高级修设施总平面布置。
由上述高级修工艺流程表可见,高级修采用流水作业方式,一定数量的车辆(车体)按照确定的节奏在相邻工序间移动,每道工序包括多个工位(台位),一座检修库包含一道或多道工序。高级修工序对应的高级修设施包括三级修库、静调库,四、五级修的分解库、车体检修库、油漆库、车体部件检修库、组装库,以及转向架间(含轮轴检修)、其他部件检修间、材料库和动态调试线等。其中,从动车组解编到编组的全过程,是四、五级修有别于三级修和普速客车检修的关键部分,由其相应的分解库、车体检修库、油漆库、车体部件检修库和组装库等组成按工艺流程布置的四、五级修联合厂房。联合厂房布置确定之后,高级修其他设施随之各就各位。
4.1 四、五级修联合厂房布置实例分析
作为高级修设施的主体,四、五级修联合厂房可看作主要工艺流程相应的流水线的一部分(简称车辆检修流水线,对应表1的工序2~19),下面顺着主要工艺流程(表1)、结合实例(图1、图2)分析联合厂房布置。
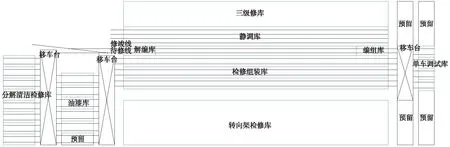
图1 联合厂房平面布置示意(一)Fig.1 Layout plan of combined plant (Ⅰ)

图2 联合厂房平面布置示意(二)Fig.2 Layout plan of combined plant (Ⅱ)
(1)在开始总平面布置之前,按车辆检修流水线的日检修工作量(对应式(5)的Sn,图1、图2所示流水线日修4辆车)和各工序所耗时间Cn确定各工序的台位数Hn,按各工序的工艺需要确定相应的房屋尺寸。
(2)从既有动车段总平面布置,结合图1和图2内容可见,四、五级修联合厂房可按工艺流程,分成动车组解编至油漆、车体部件检修和车辆配件组装、车体落成至编组三大部分。第1部分作业环境较差且可能影响外部环境,宜集中、靠边布置在动车段全年最小频率风向的上风侧,具体见图1,风向成为决定分解清洁检修库置于联合厂房的头部还是尾部的重要因素;油漆库消防要求较高,应独立布置。车体部件检修和车辆配件组装的体量较大,可集中连片布置,也可分成几个库、通过轨道线路或移车台连成一体。
(3)动车组中的车辆按一定顺序排列,分解检修之后仍按原有顺序和方向编组,车辆检修流水线据此布置。为满足此项要求,图2所示联合厂房内检修的8辆编组的动车组,停在解编线的前半部分解编,检修并编组后,停在编组线的后半部;16辆编组的动车组,检修并编组后,动车组前、后8辆分别停放在编组线后半部和前半部,需调车至静调库还原。图1所示联合厂房,动车组在位于头部的解编库内解编,在尾部编组。
(4)解编和编组作业所需房屋、设备仅需满足单日作业车数需求,所需线路需停放1列车。如果整列置于库内,房屋面积会加大数千平方米,只有在必要时(如寒冷地区保温)才予以考虑。如果利用静调库线路解编、编组,看似动车组少转线,其实每天的解编、编组作业占用两条静调库线能力,相当于按静调库设计解编、编组库,标准偏高。
(5)图1的分解清洁检修库,是将车辆分解库、车体清洁库、车体检修库合并布置,其中车辆分解库、车体清洁库内作业可能产生污染,宜靠边布置,可采用空气净化系统改善库内环境(成都北车辆段相关改造效果明显)。各个车体检修工作量不均衡,因此车体检修库长度较短,以利于组织作业时间相近的车体处在同一轨道线路上,尽量避免检修库过长、作业时间较短的车体被堵在中间、不便腾空台位而降低台位利用率。
(6)图1的油漆库涉及消防安全,在满足工艺需求的前提下,应尽量靠边布置。因为作业流程需要,放在分解清洁检修库的右边,如果两者易位,车体从油漆库到检修组装库,需一次经过两个移车台。
(7)图1的检修组装库是将车体部件检修与车辆配件组装的几道工序的台位放在一个库内(也可分开成几个库,线路顺接),就像客车段的修车库一样。检修和组装作业的大部分,设备及其他条件相同或相容,少量的特殊要求,如车顶作业需要顶层平台,可按需要在部分台位配置,基本不影响几道工序的台位设在一个库内。库内可在保证安全、避免干扰的前提下尽量组织平行作业,以便压缩修时。检修组装库长度按每线16台位设计,明显偏长,为避免过多车辆每天在不同工序间移位,检修组装库长度方向可按车体部件检修与车辆配件组装的相容性和工作量分成4道工序,每道工序4个台位,每天只移动6条检修组装线之一的16个车体。由此可见,库房较长且包含多条修车线时,每条修车线的台位数宜为日修车数(图1为4辆)的整数倍。
(8)图1的单车调试库的车辆落成、称重设备体量较大,按工作量需要各配置4套,为与检修组装库的6条线对接,单车调试库与检修组装库分开设置并通过移车台沟通。
(9)考虑发展及工艺调整需要,检修库周围可适当预留扩建条件。
(10)车辆检修流水线的车体移位方式直接影响总平面布置。车体只能借助工艺转向架在轨道线路上运行,并通过移车台在不同轨道线路上转移,轨道线路与车辆检修流水线相对应。如图1所示,部分车体在不同工序间通过移车台分别转移共7次/d、4个/次,耗时约1 h/次,为避免影响检修作业,移车台作业宜在午间或夜里进行。
(11)图1的转向架与车体分解后,可通过轨道线路和移车台转运至转向架检修库,其间经过两次移车台转运、每次约1 h,也可改用汽车转运,需具备装卸和行车条件;与车体组装的转向架可通过轨道线路和移车台,从转向架检修库一次转运至车体落成台位;为方便待组装的转向架移位至落成台位,可将落成台位改在转向架检修库的右端,转向架流水线采用直线布置形式,相应加大与落成台位衔接的移车台的走行距离。图2待修和修竣的转向架可通过轨道线路横穿检修库,进出转向架检修库,转向架转运可在午间和夜里进行,以免干扰相关作业。通过轨道线路运送转向架,对总平面布置和转向架检修库平面布置有所影响,影响较大时,可改用汽车运送。替换转向架的工艺转向架同样可选择轨道或汽车运输。
(12)为适应不同地形及其他需要,图1的解编库和编组库可相互易位,其他设施布置随之改变;解编库和编组库也可置于中部,见图2。
表1所示工艺流程及数据是结合实际确定的,但高级修工艺与多种因素相关,具体设计时可按需要调整。图1和图2所示平面布置,是没有地形条件等约束的参考方案,工程设计时应结合实际条件按需布置。
4.2 四、五级修联合厂房布置要点
综合以上分析可见,与动车组一二级修的工艺流程相对简单、作业时序比较灵活不同,动车组四、五级修的车辆检修流水线较长且作业时序固定,因此,联合厂房布置相对单纯,依照工艺流程布置,并遵循以下一般原则:合理控制工程投资,为降低运营成本提供条件,尽量规避消防、安全、环保、卫生等方面的风险或减少其负面影响。具体关注以下要点。
(1)车辆检修流水线的起点和终点。流水线从动车组解编后开始,到车辆编组结束。流水线的起点和终点都与动车组的停放线(解编线或编组线)相关,对应动车组的头部或尾部(图1),或者对应动车组的中部(图2)。
(2)流水线的中段是作业条件相近、台位较多、固定设备较少的车体部件检修和车辆配件组装工序,宜集中连片布置,并与动车组的解编、编组线并列。
(3)流水线首、尾工序的作业类型较多、各工序台位较少、设备体量较大,宜按作业类型及布置要求,分库、连片布置在流水线中段的两端附近。
(4)动车组中的车辆按一定顺序排列,分解检修之后仍按原有顺序和方向编组,车辆检修流水线据此布置。
(5)车体移位依赖轨道线路和移车台,前者方便车体移动,适合作业时间比较均衡或工序可同步化的台位串联布置;后者适合作业时间不均衡的台位并列布置,也适合上述首、尾工序的车体移位,但作业效率较低。转向架分解、组装台位与其检修库之间宜尽量采用轨道线路连接,其间距离较长或连接不便时可采用汽车及其他运输工具。
4.3 总平面布置其他要点
(1)三级修库、静调库、车体部件检修库、组装库等高级修主体设施一般并列布置,地形条件允许时,静调库也可与三级修库、组装库纵列布置。动车组在高级修设施之间移动的频次较低(1~2次/d),纵列布置、轨道顺接的要求不迫切,而且三级修库和静调库等较长、适应长编组动车组,对用地长度要求较高。因此,三级修库、静调库、车体部件检修库和组装库等体量较大的厂房,并列布置居多。静调库与三级修库、单车编组所在的组装库直接相关,与其他无直接关联,因此,地形条件许可时,静调库也可与三级修库、组装库纵列布置。
(2)转向架间、三级修库、分解库和组装库与转向架检修密切相关,待修的、修竣的转向架和四、五级修替换转向架的工艺转向架在各库间通过轨道线路走行或停放。因此,转向架间、三级修库、分解库、组装库应就近布置,并有利于控制轨道线路长度及其相应的房屋面积、减少对其他工序的影响。
(3)其他部件检修间涉及的部件类型繁杂、数量较多,宜合并设置,地形条件受限时也可分开布置,布置时应充分考虑部件分解、组装与检修之间的运输通道。高级修的备品备件繁多,材料库与较大部件检修工位、靠近检修组装库的备品库之间运输便捷。
(4)动车段内可不设高级修专用的动车存车场。四、五级修每日解编和编组的车辆一般不足16辆,占用1~2条可停放长编组动车组的线路(存车线)。高级修的动车组除了库内线路、动态调试线、解编和编组的车辆停留线之外,一般很少额外占用其他线路。动车段内一般包含动车运用所,高级修的动车组相关线路均与动车运用所的存车场连通,其间每日走行或短暂停留的动车组一般不超过2列,可在动车所无作业的时间段走行或短暂停留;此外,动车运用所常规设计时,存车线数量按配属动车组数量确定,其中包含检修车数量。因此,动车段内可不设高级修专用的动车存车场。
(5)动态调试线是动车段内最长的单体设施,宜紧靠围墙布置,以免分割段内其他设施(含道路)。动车组在动态调试线与静调库之间走行,虽然频次不高,也应尽量减少折角。
5 结论
动车段是承担动车组高级修的场所,是保证动车组安全、高效运营的重要基础设施,动车组高级修工艺流程复杂,合理的工艺设计是实现检修功能、提升检修能力的重要因素。对动车段高级修主要工艺及平面布置进行研究,首先探讨了动车组高级修工作量及设施规模确定方法,提出工作量及设施规模计算公式;然后对动车组三、四、五级修主要工艺进行分析,并列举了动车组五级修工艺流程;最后结合工艺流程,对动车组高级修总平面布置进行研究,创新提出了四、五级修联合厂房布置方案,系统阐述了动车组高级修设施布置要点。
近年来,国铁集团的动车组高级修工艺不断完善,新技术、新工艺、新设备不断涌现,设计、建设、运营经验不断积累,结合早期建设的动车段高级修设施实际运营经验,对动车段高级修主要工艺和总平面布置进行相应研究,研究成果对后续动车段新(扩)建有较好的参考价值。
猜你喜欢
军事文摘(2021年18期)2021-11-25
内燃机与配件(2021年5期)2021-09-10
铁道通信信号(2020年10期)2020-02-07
小哥白尼(趣味科学)(2019年10期)2020-01-18
山东工业技术(2018年11期)2018-06-27
学苑创造·A版(2018年12期)2018-03-04
厦门理工学院学报(2016年1期)2016-12-01
读写算(中)(2015年25期)2015-11-07
铁路通信信号工程技术(2014年1期)2014-02-28
中国设备工程(2013年8期)2013-12-07