
Comparative Study on Microstructure and Mechanical Properties of Coarse-grained WC-based Cemented Carbides Sintered with Ultrafine WC or (W+C) as Additives
2024-04-11 23:54YUSongbaiMINFanluLIDeNOUDEMGuillaumeJacquesZHANGHailongMAJichangZHAOKuiYAOZhanhuZHANGJianfeng
YU Songbai ,MIN Fanlu ,LI De ,NOUDEM Guillaume Jacques ,ZHANG Hailong ,MA Jichang ,ZHAO Kui,YAO Zhanhu,ZHANG Jianfeng*
(1.College of Mechanics and Materials,Hohai University,Nanjing 210098,China;2.Key Laboratory of Geomechanics and Embankment Engineering,Hohai University,Ministry of Education,Nanjing 210098,China;3.CRISMAT-ENSICAEN (UMR-CNRS 6508),Université de Caen-Basse-Normandie,F-14050 Caen,France;4.Shaanxi Aeronautic Carbide Tool Co.Ltd.,Hanzhong 724200,China;5.CCCC Tunnel Engineering Co.Ltd.,Beijing 100102,China)
Abstract: The effects of ultrafine WC (WCUF,0.5 μm) or W (1 μm) and C (0.3 μm) (W+C)UF additives on the densification,microstructure and mechanical properties of coarse-grained cemented carbides were compared systematically.Overall,the cemented carbides with WCUF/(W+C)UF additives are almost fully densification to be higher than 99%,and the average grain size is kept above 2.8 μm.The WCUF additive assists grains to (truncated)trigonal prism shape by two dimensional (2D) growth,whereas the (W+C)UF additive assists grains to rounded shape by three dimensional (3D) growth,lowers WC contiguity and increases face-centered-cubic Co.The hardness and bending strength of (75WCC-15WCUF)-10Co are 86.6 HRA and 2 272 MPa,respectively,both higher than those of (75WCC-15(W+C)UF)-10Co,which could be ascribed to the enhanced densification and unblemished grains.However,the fracture toughness of the (75WCC-15(W+C)UF)-10Co is 23.5 MPa·m1/2,higher than that of the (75WCC-15WCUF)-10Co due to the uniform WC-Co structure and flexible binder phase.
Key words: coarse-grained WC-based cemented carbide;ultrafine WC;ultrafine (W+C);microstructure;mechanical properties
1 Introduction
The coarse-grained WC-Co cemented carbides,with a mean WC grain size of 2.5-6 μm,are useful for mining,oil drilling,and tunneling on account of their high toughness and better wear resistance[1-3].As for a conventional process,the coarse WC powders are mixed with 0-30wt% Co by ball milling and then are sintered at a temperature of 1 573 to 1 773 K for obtaining the coarse-grained WC-Co cemented carbides[4].After ball-milling,the WC grains are fragmented to form widely distribution and induce large lattice distortion,leading to an inhomogeneous grain growth during the sintering process[5].Therefore,the traditional coarse-grained WC-Co cemented carbides may be sintered with the abnormal WC grains and the defective structure that adverse to the mechanical properties[6].
The grain growth inhibitions are the essential addition of the fine-grained cemented carbide,which can control the abnormal growth and improve the properties[7,8].For the coarse-grained WC-Co cemented carbides,the abnormal grain growth can be arrested by reducing the residual stress using the unmilling WC/Co composite powders[9-11].Moreover,the WC powders with limited size and uniform Co coating may lead to more certainty of grain growth[12].Then,other authors reported[13,14]that,the ultrafine WC addition and cyclic sintering allow for continuous growth of coarse grain,instead of the abnormal growth.Especially,the ultrafine WC addition was found to have priority at the dissolution in the liquid binder than the coarse WC grains at the liquid sintering stage,stimulating the uniform growth of WC grains[14].
On the other hand,the ultrafine WC powder and the ultrafine W or WO3powder with carbon black have been used for improving the hardness and the fracture toughness of the fine-grained WC-Co cemented carbides by inducing the inhomogeneous grain structure,eg,the bimodal grain distribution[15-19].The fine powder addition in composite powders with bimodal distribution may improve the densification of sintered compacts.Heet al[20]investigated the densification behavior and microstructure evolution of cemented carbide with various ultrafine WC additives,and found that the compact shrunk was well accelerated with the addition of ultrafine WC.The high density of the composite powder compacts may be ascribed to the filling of the pores by those fine particles in a uniform mixing-controlled process.In a liquid-state sintering process,those ultrafine additives were also found to translate the shape of WC grain into new ones are beneficial to the mechanical properties[21,22].However,the effects of various ultrafine additives on WC grain evolution and improvement of the mechanical properties are significantly different,especially for the ultrafine W or WO3powders and carbon black accompanied by an in-situ reaction,which is worthy of attentive investigation in the coarse WC grain system.
In this paper,the coarse-grained WC-based cemented carbides with the additives of WCUFand (W+C)UFpowders were fabricated.Then,the effects of different additives on the phase structure and WC grain evolution of sintered cemented carbides were investigated accordingly.Furthermore,the relationship between microstructures and mechanical properties of sintered cemented carbides was elucidated in detail.
2 Experimental
2.1 Powder mixing and densification
Commercial Co,carbon black,W,fine WC,and coarse WC powders were used as starting materials,whose mean particle size was 1.2,0.3,1.0,1,and 15.4 μm,respectively.Fig.1 exhibits the preparation procedure of cemented carbide with activated WCUFand(W+C)UF(W-6.15wt%C mixture) additives.Those two additives were ball-milled in a jar with cemented carbides balls using pure alcohol as ball milling medium at ball-to-powder ratios (B:P) of 5:1 and 60 rpm for 72 h.Fig.2 shows the microstructure of all used powders and composite powders.Those pretreated ultra-fine powders have the average particle size of about 0.5 μm.Subsequently,those powders were mixed with coarse WC and Co by the same method.Milling conditions were B:P of 3:1,rotation speed of 60 rpm and time of 15 h.The following formulations were prepared: WC-10Co cemented carbides with WCUFor (W+C)UFadditives with various content of 0wt%,5wt%,10wt%,15wt%,and 20wt%.It should be noticed that the Co content was kept at 10wt%,and the content of coarse WC plus ultrafine WCUFor (W+C)UFadditives was all 90wt%.Those powder mixtures were further mixed with 1.5wt% paraffin wax,then compacted with uniaxial pressure at 150 MPa to form the green bodies.Cemented carbides with ultrafine additives were obtained at 1 673 K under vacuum (1-10 Pa) for 1 h.Then,all cemented carbides were short for ((90-x)WCC-xWCUF)-10Co or ((90-x)WCC-x(W+C)UF)-10Co,such as the sintered cemented carbide with the 15wt% additive was named as (75WCC-15WCUF)-10Co or (75WCC-15(W+C)UF)-10Co.

Fig.1 Preparation procedure and grain evolution procedure of cemented carbides with two additives: (a) WCUF and (b) (W+C)UF
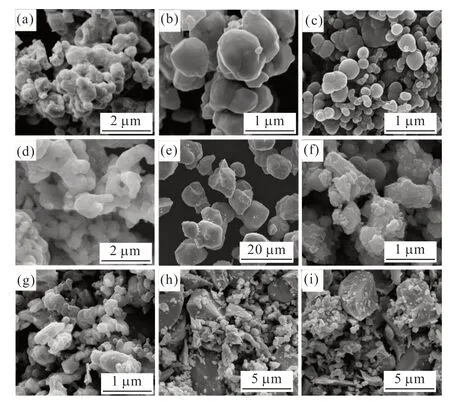
Fig.2 Microstructures of pretreated (a) fine WC powders,(b) fine W powders,(c) C powders,(d) Co powders,(e) coarse WC powders,(f)WCUF powders,(g) (W+C)UF mixture,and mixed(h) WC-Co composite powders with the WCUF additives and(d)WC-Co composite powders with the (W+C)UF additives
2.2 Structures and microstructures
The phase composition of the mixed powders and compacts was identified by X-ray diffraction patterns (XRD,D8 Advance,Bruker,America) with a Cu Kα radiation.And the morphology was observed by scanning electron microscopy (SEM,Quanta FEG 250,FEI,America) and optical microscopy (OM,HXMD50,OLYMPUS,Japan).The microstructures of WC and Co of the cemented carbides were observed by the transmission electron microscope (TEM,Tecnai G2 F30,FEI,America) and the electron backscattered diffraction detector (EBSD,that was the Bruker e-FalshFS(Quantax Analysis System) model equipped of a sensitive CCD camera).
For observing the morphology of the WC grains on the surface of the sintered cemented carbides,the cobalt matrix was etched by HCl-HNO3solution with the mole ratio of 1:1.And the polished surface of the cemented carbide was etched by 10% K3[Fe(CN)6]and KOH mixture (mole ratio of 1:1) for the observation of the cobalt structure.Especially for OM observation,the surfaces of polished cemented carbides before and after etching for 3 min with the saturated solution of KCl3-HCl were used.
Particularly,the gray-OM image with isolated grains was obtained by image binaryzation and watershed treatment[23,24],acquiring microstructure parameters of grains and interfaces by the automatic image analysis techniques.Additionally,equivalent circle diameter method was used to characterize the WC grain size (d) by Eq.(1)[25],and the WC/WC contiguity(CWC/WC) can be calculated by Eq.(2)[26],
where,Ais the WC grain area,Pthe WC grain perimeter,LWC/WCthe length of WC/WC boundaries,andLWC/Cothe length of WC/Co boundaries.Moreover,the average WC grain size was measured from more than 300 grains in one image,and three average values were calculated.
2.3 Mechanical properties
The Archimedes’ method was used to measure the density of the sintered compacts.Hardness and bending strength of sintered compacts (5.25 mm×6.5 mm×20 mm) were measured using a Rockwell tester (200HRS-150,Xi'an Huayin Instrument Equipment Co.,Ltd,China) at 588 N loading force and a three-point bending instrument testing machine (XY-50A,Jinan Nake Industry and Trade Co.,Ltd,China),respectively.Furthermore,Vickers hardness (HV30) was measured on a digital Vickers hardness tester (FALCON 500,INNOVATES,Netherlands) with 294 N loading force.Fracture toughness (KIC) was also conducted using the three-point bending instrument testing machine according to ASTM E1290-2008e1 per the following Eq.(3)[27]:
where,Fis the maximum load,S(14.5 mm) the specimen span,B(2.5 mm) the specimen width andW(5 mm) the height.Finally,a(2.5 mm) is initial crack length that is introduced in each specimen by electrical discharge machining with 0.18 mm thickness cutting wire.
3 Results and discussion
3.1 Phase structure evolution
The XRD patterns of obtained composite powders before and after sintering 90WCC-10Co,(75WCC-15WCUF)-10Co and (75WCC-15(W+C)UF)-10Co cemented carbides are displayed in Fig.3.The result reveals that only WC and Co peaks were detected in those cemented carbides,indicating that those pretreated additives would not induce graphite-phase and η-phase as keeping the carbon content consistent.Then,the new WC grains could be produced by a reaction between W and C in the cemented carbides with (W+C)UFadditives[19].
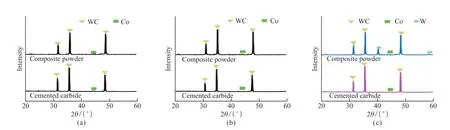
Fig.3 XRD patterns of mixed composite powders before and after sintering: (a) 90WCC-10Co;(b) (75WCC-15WCUF)-10Co;(c) (75WCC-15(W+C)UF)-10Co
In order to observe the cobalt phase structure clearly,the polished surface of the cemented carbides was treated by etching the WC phases.Fig.4 shows the XRD results of Co phase of the cemented carbides with variety content of the ultrafine additives.The XRD patterns indicate that the WCUFadditives have little effect on the translation of face-centered-cubic Co (FCC-Co)to hexagonal close-packed Co (HCP-Co) at the cooling stage,resulting in highly diffraction intensity of HCPCo.Fig.4(b) reveals that the diffraction intensity ratio of those two structure (IFCC-Co(111)/IHCP-Co(101)) is remained stubbornly value of 0.86 with increasing the WCUFadditives.Differently,with the increase of the (W+C)UFadditives,the diffraction peak of FCC-Co changes andIFCC-Co(111)/IHCP-Co(101)increases from 0.86 to 1.42,indicating that the (W+C)UFadditives can affect the FCCHCP translation of Co phase.Therefore,the content of FCC-Co in the cemented carbides with the (W+C)UFadditives is higher than in the cemented carbide with the WCUFadditives.
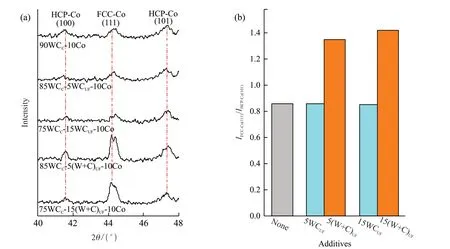
Fig.4 (a) XRD patterns of cemented carbides that tested surface was polished and etched with WC;(b) The diffraction intensity ratio between the (111) of FCC-Co and the (101) of HCP-Co
3.2 Densification behavior
The effects of the WCUFand (W+C)UFadditives on the relative density are revealed in Fig.5.With increasing the WCUFand (W+C)UFadditives,the relative density increases for the former and decreases slightly for the latter.According to comparing results of 15wt% additives,the relative density of the (75WCC-15WCUF)-10Co reaches 99.8%,0.6% higher than that of the (75WCC-15(W+C)UF)-10Co.In the composite powders with the WCUFadditives,substantial ultrafine WC particles combine with the Co particle to form an isolating layer between coarse WC particles,following dissolution of WCUFin Co liquid may link the segregated Co[20].In initial sintering stage of the (75WCC-15WCUF)-10Co,the linking path produced by dissolving the WCUF,improving the spreading of Co,the grain rearrangement and removement of micropores[28].Hence,the final densification of (75WCC-15WCUF)-10Co is improved.However,the (W+C)UFadditive shows a different effect on densification behavior of the cemented carbide.Firstly,W and C particles are dissolved in liquid Co.Then,the production of fine WC grains will be occurred by in situ reaction of W and C until the temperature reaches 1 473 K[17].Finally,the regenerated WC grains may replace the W and C particles,which may have little improvement for spreading of Co and elimination of pores,resulting in a slight decrease of relative density with increasing the (W+C)UFadditives.
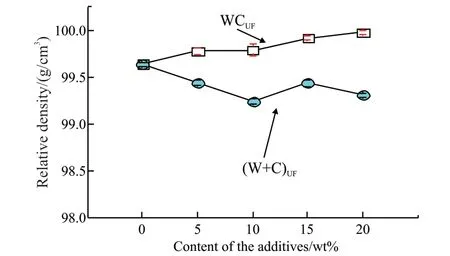
Fig.5 Relative density of WC-based cemented carbides with the WCUF and (W+C)UF additives
3.3 Microstructural evolution
Fig.6 shows the metallographic microstructures of the polished surface of the cemented carbides and the gray images of the polished surface without Co.The metallographic images of the 90WCC-10Co,the(75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co are shown in Figs.6(a-c).The porosity of(75WCC-15WCUF)-10Co reaches 0.13%,0.64% lower than the (75WCC-15(W+C)UF)-10Co,indicating that the WCUFadditives can eliminate those micropores effectively than the (W+C)UFadditives.The above result agrees well with the relative density.
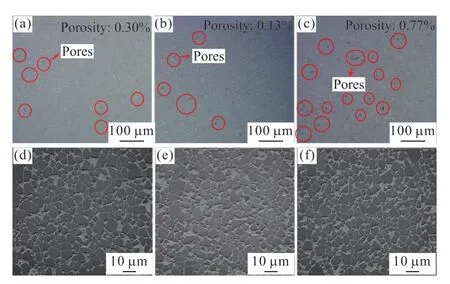
Fig.6 (a-c) The metallographic microstructures of the polished surface of the cemented carbides;(d-e) The gray images of the polished surface without Co,which are composed of untreated metallographic image and gray-OM image by watershed treatment.(a,c) the 90WCC-10Co,(b,d) the(75WCC-15WCUF)-10Co,and (c,f) the (75WCC-15(W+C)UF)-10Co
The polished surfaces of the 90WCC-10Co,the(75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co without Co phase are shown in Figs.6(d-e).Those treated images reveal that the coarse-grained WCbased cemented carbides with the WCUFand (W+C)UFadditives have smaller WC grains than those without additives.Fig.7 shows that the average grain size of WC first increases and then decreases with an increase of the WCUFadditives,and decreases from 3.45 μm to 3.1 μm with an increase of the (W+C)UFadditives.For the 90WCC-10Co,the coarse WC grains were grown by dissolution of fine WC particles arisen from separated coarse WC particles.With the content of the WCUFadditives less than 10wt%,those fine particles will be first participated in the dissolving-precipitating process,promoting the growth of the coarse and ultra-coarse grains.Table 1 suggests that the cemented carbide with 5wt% WCUFhas only 26.2% WC grains which grain size less than 2.5 μm,5% lower than the 90WCC-10Co.With further increasing the WCUFadditives,the mean grain size decreases and the grain distribution shifts to the fine region.However,the mean grain size decreases and the grain size distribution continuously shifts to the fine region with increasing the (W+C)UFadditives,as shown in Table 1.Furthermore,Fig.7(b) and Table 1 indicate that the(75WCC-15(W+C)UF)-10Co has more fine WC grain than the (75WCC-15WCUF)-10Co.The different effects of those two additives on WC grain size and grain size distribution are also certified by the EBSD results.As shown in Fig.S1,the contrast of WC grain size and grain size distribution between (75WCC-15WCUF)-10Co and (75WCC-15(W+C)UF)-10Co agrees well with the results in Fig.7.
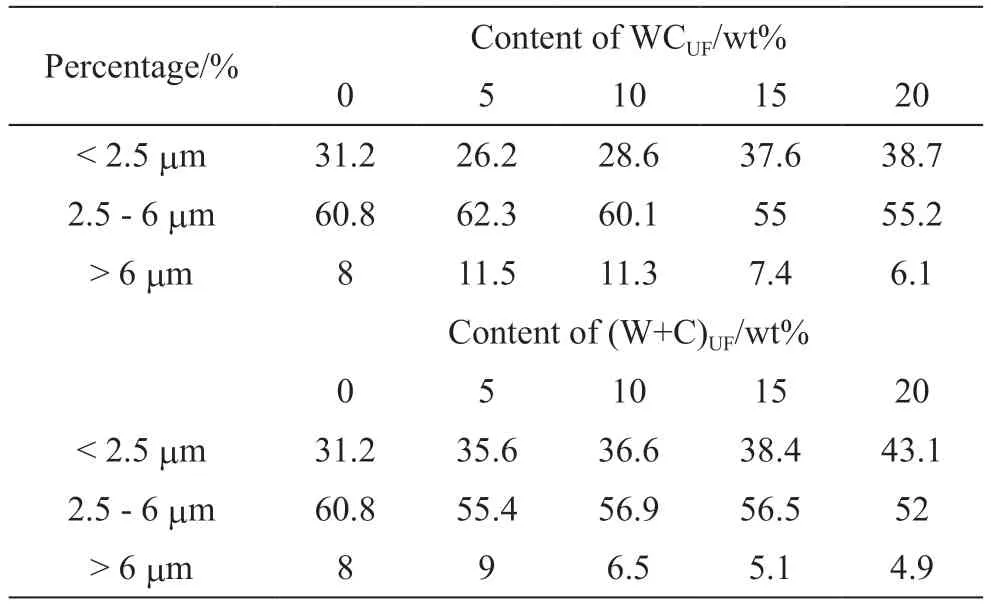
Table 1 The WC grain size distribution of the WC-based cemented carbides
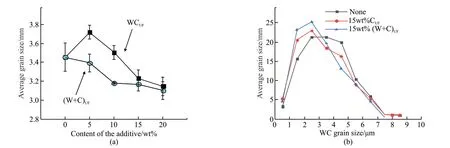
Fig.7 (a) The average grain size;(b) Grain size distributions of the 90WCC-10Co,the (75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co
Fig.8 shows the grain morphology of the WCbased cemented carbides.Conforming to the grain size distribution,some coarsen WC grains with faceted steps features can be found in the 90WCC-10Co.Those coarse grains with the specific shapes may be not beneficial for the properties[8].For the cemented carbides with 15wt% WCUFand (W+C)UFadditives as observing in Figs.8(b) and 8(c),those pretreated powders were elaborated for the growth of fine and coarse WC grains instead of the growth of the extra-coarse WC grains.In particular,those two additives have different effects on the precipitation process,as showed in Fig.8(d).The growth of the WC grain is occurred at the initial liquid phase sintering stage[29].While longtime ball-milling treatment of WC and (W+C) was used for refinement of particles,it also can induce a considerable stored energy caused by deformation[5].Both surface energy and lattice distortion energy of ultrafine particles are great than those fine WC grains arose from fragmented coarse WC,resulting in the preferential dissolution of those particles in the liquid phase and helping the grain growth as reported elsewhere[30].Fig.8(d) displays that WC grains undergo 2D nucleation with 2D growth and 3D growth when the WCUFand (W+C)UFwere used as the addition,respectively,and the mode of WC grain growth can be found in the Rengui He’s report[31].For(75WCC-15WCUF)-10Co cemented carbide,it can be seen in Fig.8(b) that some (truncated) trigonal prism WC grains were produced in the sintering process.We suppose that the nucleus generated on the surface of all solid-state WC grain by 2D nucleation mechanism,then those WC grains were impelled to grow more completely by 2D growth.In the case of (W+C)UFadditives,however,the WC grains in liquid with flowing W and C atoms arose from (W+C)UFmay undergo mainly 2D nucleation with 3D growth.The analysis of Fig.8(c),by taken into account the coarse WC grains with 3D growth features (faceted surface and rounded shape),some new rounded fine WC grains were produced owing to a special nucleation procedure on liquid phase by situ reaction of W and C.
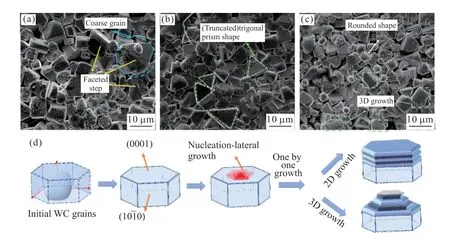
Fig.8 The WC morphologies of the Co-free surface of (a) 90WCC-10Co,(b) (75WCC-15WCUF)-10Co,(c) (75WCC-15(W+C)UF)-10Co,and (d)the grain growth behaviours of the cemented carbide
The effects of the WCUFand (W+C)UFadditives on the shape factor and the CWC/WCare revealed in Fig.9.The variation of the shape factor from 0 to 1 indicates that the shape of WC grain is translated from rounded shape to plated shape.The shape factor is initially increased and then declined with an increase of those two additives.The shape of WC grain was grown toward to rounded shape with 5wt% additions indicated that 2D nucleation of WC was taken place on both basal planes and prismatic planes until the faceted steps were generated.By increasing the WCUFadditives,mostly WC grains growth was preferred along the prismatic planes and the shape of WC grains was translated to plate-like shape.Therefore,declining shape factor reveals that plate-like WC grains will be continuously increased with an increase of WCUFadditives.In particular,the cemented carbides with the (W+C)UFadditives have higher shape factor.This is caused by a combination of factor: the rounded fine WC grain by situ reaction of W and C increases,then the coarse WC grain grew by 3D growth mode increases.
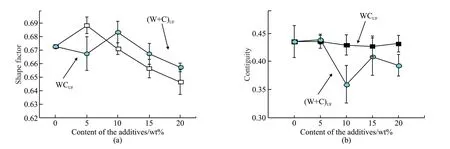
Fig.9 (a) The shape factor and (b) the WC contiguity of the cemented carbides with the WCUF and the (W+C)UF additives
The contiguity of WC can vary from 0 to 1,meaning the grain boundary increases and the WC/Co interface decreases.The fine WC additives can result in a more uniform densification in the solid state of sintering and the accelerated spreading of Co only in the initial stage of sintering[20].Fig.9(b) shows that the contiguity of WC decreases slightly with an increase of WCUFadditives,and decreases obviously with an increase of the (W+C)UFadditives.The addition of those ultrafine particles may fill in the gap between WC grains for forming the uniform WC/Co structure at the initial sintering stage.In the case of consistent addition,the (W+C)UFhas more particles than WCUFand has greater isolation capability to separate grains in the compacts,leading to a lower WC contiguity and a uniform WC/Co structure.
The microstructure characteristics of the (75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co were observed in detail by TEM.Fig.10 shows the bright-field TEM images of two sintered cemented carbides and selected area diffraction patterns of WC and Co phase.The result indicates that WC grain has a HCP crystal structure for both the (75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co.However,the crystal structure of Co between the (75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co is different.The selected area diffraction patterns of a2 in Fig.10(a)was identified as HCP-Co binder phase,and the selected area diffraction patterns of b2 in Fig.10(b) was identified as FCC-Co and HCP-Co binder phase that agrees with the XRD results.The nucleation and growth of HCP-Co martensitic occur at WC-binder (FCC-Co)interface[32].The availability of FCC-HCP transformation of Co binder phase at the cooling stage was reduced in the (75WCC-15(W+C)UF)-10Co due to the presence of W in Co solution hindering HCP-Co plate nucleation[33].Hence,it is clear that substantial FCC-Co phase coexisted with the HCP-Co phase for the cemented carbides with (W+C)UFadditive.This phenomenon has also been reported by other authors[17,34].
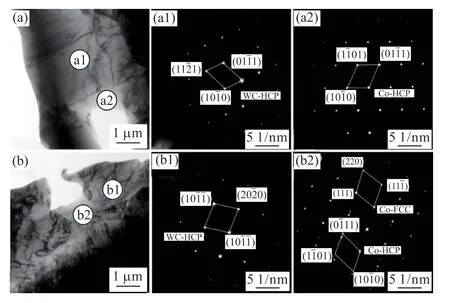
Fig.10 Bright-field TEM images and selected area diffraction patterns of the cemented carbides with (a) WCUF and (b)(W+C)UF additives
The crystallographic orientation WC and Co phase were further investigated by the EBSD technique,as shown in Fig.11 and Fig.S2.The Co phases of different structures are specially marked,i e,green for HCP-Co and blue for FCC-Co,in addition to white for zero solution and red matrix for WC phase.The EBSD results indicate that the ultrafine additives have little influence to the structure of WC (Fig.S2),but have considerable influence on the structure of Co (Fig.11(d)).The result shows that the ratio of FCC-Co/HCP-Co increases from 0.013 to 0.018 slightly with increasing the WCUFfrom 0wt% to 15wt%,but increases from 0.013 to 0.480 obviously with increasing the (W+C)UFfrom 0wt% to 15wt%.The above results have a great consistency with the above analysis.Therefore,the(W+C)UFadditives gave a significant inhibition effect on the translation of FCC-Co to HCP-Co.In case of the(75WCC-15(W+C)UF)-10Co,those fine WC grains were formed by in-situ reaction of WC and C,and greatly higher surface activity in fine grains may facilitate the dissolution-precipitation process during the liquid sintering,thereby making W stay in solution for longer during cooling which suppress the HCP-Co nucleation[17,32,35].Hence,higher content of FCC-Co is existed in the cemented carbides with (W+C)UFadditives.

Fig.11 Representative phase figures generated by EBSD of the distribution of Co phase in the (a) 90WCC-10Co,(b) (75WCC-15WCUF)-10Co,(c) (75WCC-15(W+C)UF)-10Co,and (d) percentage of Co phase
3.4 Mechanical properties and mechanism
The Rockwell hardness,bending strength and fracture toughness are provided in Fig.12.With an increase of WCUFand (W+C)UFfrom 0wt% to 15wt%,the hardness increases from 85.9 HRA to 86.6 HRA and 86.5 HRA,respectively,then decreases with further increasing the additives to 20wt%.It is fact that the tested Vickers hardness has the same variation (Fig.S3).Both the density and grain size can affect the hardness[36,37].The higher densification that caused by WCUFadditives has great importance to improve hardness,although the WC grain size increases which decreases the hardness.For the (W+C)UFadditives,reducing the density,also can improve the hardness by the fine WC grains.When those additives increase to 20wt%,however,the decreasing of hardness may be associated with the increasing of agglomeration[38].WCUFadditives have a lower trend on happening of this phenomenon than(W+C)UF.
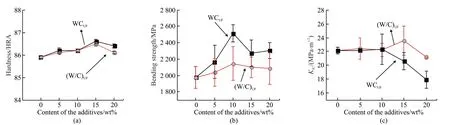
Fig.12 (a) Hardness,(b) bending strength and (c) fracture toughness of the cemented carbides with the WCUF and (W+C)UF additives
Fig.12(b) shows that the bending strength has similar variation with hardness and reaches a maximum as increasing those additions to 10wt%.The improvement of bending strength is partly ascribed to the sufficient growth and strengthen of coarse WC grains[39-41].The(truncated) trigonal prism WC grains by 2D growth mode and rounded WC grains by 3D growth mode found in Fig.8 may have better performance,enhancing the bending strength.Furthermore,the bending strength of the (80WCC-10WCUF)-10Co reaches highest of 2 512 MPa,and the bending strength of (75WCC-15WCUF)-10Co is 2 272 MPa that 174 MPa greater than (75WCC-15(W+C)UF)-10Co owing to more enhanced WC grains and the lower pores.However,the WC-based cemented carbides with 20wt% additives have a decreasing bending strength.It may be ascribed to an agglomeration of WCUFand the coarsening of WC grains by boundary migration mechanism[21].It is limited by the image processing method,there is probably no clear evidence from WC contiguity results that the clusters of WC grains were produced in these cemented carbides.The decreasing bending strength indicates that the boundary of WC increased with adding exceed additives.
Both the grain size,the pore and the WC or Co structure may affect the fracture toughness[42].For the cemented carbides with the WCUFadditives less than 10wt%,the fracture toughness is still about 22.2 MPa·m1/2.Although the mean grain size is highest for the (85WCC-5WCUF)-10Co that improve the fracture toughness,but the pore structures may affect this improvement.However,with further increasing the WCUF,the fracture toughness decreases to about 18 MPa·m1/2probably due to the decreasing grain size.In case of the cemented carbides with the (W+C)UFadditives less than 10wt%,the fracture toughness keeps at the almost constant value of 22.2 MPa·m1/2.Expect the density,the mean grain size and the Co phase structure are different between two types of cemented carbides.After sintering,therefore,the decreased mean grain size and softer Co phase of cemented carbide may result in an unchangeable fracture toughness.With further increasing the (W+C)UFadditives from 10wt% to 15wt%,the mean grain size is stable and thereby the fracture toughness is improved to 23.5 MPa·m1/2.And a continuous decrease of the mean grain size eventually leads to a decrease of fracture toughness for the (70WCC-20WCUF)-10Co.
For the (75WCC-15(W+C)UF)-10Co,it has best fracture toughness of 23.5 MPa·m1/2,which is 3 MPa·m1/2greater than the (75WCC-15WCUF)-10Co.The microstructures of crack growth path of the 90WCC-10Co,the (75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co are presented in Fig.13.The coarse WC grains in those coarse-grained WC-Co cemented carbides can hinder the crack growth for forming the crack deflection (CD) features.In case of the 90WCC-10Co,the CD and the transgranular fracture (TF) are the main fracture modes.For the (75WCC-15WCUF)-10Co with smaller grain size,however,the TF and intergranular fracture (IF) are the main fracture modes.And the crack growth path becomes straight instead of forming the tortuous path.There is a significant difference in the crack growth between the (75WCC-15WCUF)-10Co and the (75WCC-15(W+C)UF)-10Co can be seen from Figs.11(b) and 11(c).Usually,the crack was developed through WC grains and WC-Co interface,but was impeded by enhanced WC grains and the uniform Co layer distributed around grains[43,44].The CD by coarse WC grain and by fine WC/Co structure were preferentially produced in the crack growth process of the (75WCC-15(W+C)UF)-10Co.And the rounded and coarse WC grains with 3D growth may absorb more fracture energy for hindering crack growth,and the crack resistance structure of uniform WC/Co structure and ductile FCC-Co binder phase may result in higher fracture toughness[45].
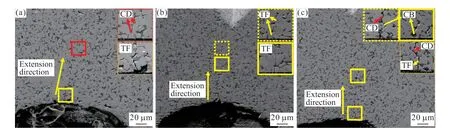
Fig.13 The crack growth path of (a) 90WCC-10Co,(b) (75WCC-15WCUF)-10Co,and (c) (75WCC-15(W+C)UF)-10Co.The transgranular fracture,intergranular fracture,crack deflection and crack bridge are abbreviated as TF,IF,CD,and CB,respectively
Fig.14 displays the fracture surfaces of the 90WCC-10Co,the (75WCC-15WCUF)-10Co and the(75WCC-15(W+C)UF)-10Co.The result indicates that substantial cracks were generated on weak grains to form WC/WC fracture surfaces and crack growth was hindered by enhanced grains to form WC/Co fracture surfaces in the fracture process.Then,the forming of dimpling of Co reveals that partly fracture energy was consumed by deformation of Co.It is fact that enhanced WC grains can improve hardness and crack growth resistance[17].Substantial enhanced WC grains can be found in Fig.14(b) and cause an inflecting fracture process.However,WC grains are getting more finer with an increase of the WCUFadditives that may lead to the decreasing of absorption of fracture energy[3].Hence,the bending strength was improved with WCUFadditives increases to 10wt%.Comparison of Figs.14(b) and 14(c),the WC/Co fracture surfaces were found at the fine grains in the (75WCC-15(W+C)UF)-10Co.Those fine WC grains with rounded shape may enhance both the hardness and fracture resistance[46-48].According to the above results,for the (75WCC-15WCUF)-10Co,the area of WC/Co fracture feature that produced in the fracture process is higher than the(75WCC-15(W+C)UF)-10Co,resulting in the higher bending strength.While more than 15wt% additive was used for preparing the cemented carbides,the bending strength was decreased because of the concentrated additives between coarse WC grains may induce the fine clusters with substantial grain boundaries that were easy destroyed.
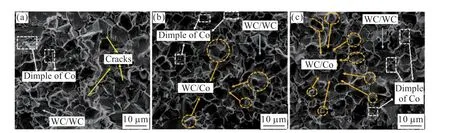
Fig.14 Fracture surfaces of (a) 90WCC-10Co,(b) (75WCC-15WCUF)-10Co,and (c) (75WCC-15(W+C)UF)-10Co
4 Conclusions
In this study,coarse-grained WC-based cemented carbides with the WCUFand (W+C)UFadditives were fabricated.The effects of additives and additive amount on the phase structure,microstructure and mechanical properties were investigated.The conclusions are presented as following
a) The WCUFadditive has better improvement on densification than the (W+C)UFadditives.By increasing the WCUFand (W+C)UFadditives,the average grain size of WC and abnormal grains decreases.
b) The WC grains undergo 2D nucleation with 2D growth for the cemented carbides with the WCUFadditives and with 3D growth for the cemented carbides with the (W+C)UFadditives.In the cemented carbides with the WCUFadditives,the coarse WC grains with shape of (truncated) trigonal prism produce and improve the properties.Differently,the added (W+C)UFmay induce the finer and rounded WC grains by situ reaction of W and C,and coarse grain growth may toward to round shape in the cemented carbides with(W+C)UF.
c) The (75WC-15WCUF)-10Co shows optimal mechanical properties,which the hardness is 86.6 HRA,bending strength is 2 272 MPa and fracture toughness is 22.2 MPa·m1/2.And the binding strength of (75WC-15WCUF)-10Co is 174 MPa higher than of (75WC-15(W+C)UF)-10Co.Particularly,75WC-10Co-15(W+C)UFhas the highest fracture toughness of 23.5 MPa·m1/2that 3 MPa·m1/2higher than 75WC-10Co-15WCUF.
d) Enhanced coarse WC grains in obtained cemented carbides with moderate the WCUFand (W+C)UFadditives are benefited to hardness and bending strength.Then,the uniform WC/Co structure and ductile FCC-Co binder phase in cemented carbides with(W+C)UFadditives of 15wt% and 20wt% may result in higher fracture toughness.However,excessive additives to 20wt% may increase the abnormal grains,reducing the properties.
List of abbreviations
Full name Abbreviation
Ball-to-powder ratios B:P
Face-centered-cubic Co FCC-Co
Hexagonal close-packed Co HCP-Co
The diffraction intensity ratio of FCC-Co
and HCP-CoIFCC-Co(111)/IHCP-Co(101)
Two dimensional 2D
Three dimensional 3D
Crack deflection CD
Transgranular fracture TF
Intergranular fracture IF
Conflict of interest
All authors declare that there are no competing interests.
 Journal of Wuhan University of Technology(Materials Science Edition)2024年2期
Journal of Wuhan University of Technology(Materials Science Edition)2024年2期
- Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Fabrication of YAG: Ce3+ and YAG: Ce3+,Sc3+ Phosphors by Spark Plasma Sintering Technique
- Preparation of Modified UiO-66 Catalyst and Its Catalytic Performance for NH3-SCR Denitration
- Effect of Molecular Weight on Thermoelectric Performance of P3HT Analogues with 2-Propoxyethyl Side Chains
- Ultraviolet Photodetector based on Sr2Nb3O10 Perovskite Nanosheets
- Fabrication of Silane and Desulfurization Ash Composite Modified Polyurethane and Its Interfacial Binding Mechanism
- Bio-inspired Hydroxyapatite/Gelatin Transparent Nanocomposites