
Utilization of Basalt Saw Mud as a Spherical Porous Functional Aggregate for the Preparation of Ordinary Structure Concrete
2024-04-11 23:54:04ZHOUYongxiangGUANQingfengLENGFaguangWANGJingLITianjun
ZHOU Yongxiang ,GUAN Qingfeng ,LENG Faguang ,WANG Jing ,LI Tianjun
(1.Faculty of Architecture,Civil and Transportation Engineering,Beijing University of Technology,Beijing 100124,China;2.Key Laboratory of Urban Security and Disaster Engineering of Ministry of Education,Beijing University of Technology,Beijing 10012,China;3.School of Materials Science and Engineering,Southeast University,Nanjing 211189,China;4.Institute of Building Materials,China Academy of Building Research,Beijing 100013,China;5.State Key Laboratory of Building Safety and Built Environment,Beijing 100013,China;6.Zhejiang Chinavigor E.P.Technology Co.,Ltd.,Zhejiang 315043,China)
Abstract: To promote the production and application of artificial aggregates,save natural sand resources and protect the ecological environment,we evaluated the feasibility of using spherical porous functional aggregates (SPFAs) formed by basalt saw mud under autoclave curing in ordinary structural concrete.In our work,two types of prewetted functional aggregates were taken as replacements for natural aggregates with different volume substitution rates (0%,5%,10%,15%,20%,25%,and 30%) in the preparation of ordinary structural concrete with water-to-binder ratios (W/B) of 0.48 and 0.33.The effects of the functional aggregate properties and content,W/B,and curing age on the fluidity,density,mechanical properties and autogenous shrinkage of ordinary concrete were analyzed.The experimental results showed that the density of concrete declined at a rate of not more than 5%,and the 28 d compressive strength could reach 31.0-68.2 MPa.Low W/B,long curing age and high-quality functional aggregates were conducive to enhancing the mechanical properties of SPFAs concrete.Through the rolling effects,SPFAs can optimize the particle gradation of aggregate systems and improve the fluidity of concrete,and the water stored inside SPFAs provides an internal curing effect,which prolongs the cement hydration process and considerably reduces the autogenous shrinkage of concrete.SPFAs exhibits high strength and high density,as well as being more cost-effective and ecological,and is expected to be widely employed in ordinary structural concrete.
Key words: lightweight concrete;civil concrete building;basalt saw mud;fly ash;internal curing;environmentally friendly
1 Introduction
Concrete is the most widely used building material in the world.Its main components are aggregate,cement,supplementary cementitious materials and water[1].The aggregate,including crushed stone and sand,is the largest component in ordinary building concrete,accounting for approximately 60%-80% of the concrete volume.The aggregate acts as a rigid skeleton in concrete,bears most of the load,and can limit the shrinkage and cracking of the cement matrix.The chemical composition,water absorption,elastic modulus,shape,particle gradation and volume ratio of aggregates greatly influence the concrete performance[2].
In recent years,the preparation of cold bonded artificial aggregates by granulation processes has been proposed[3].Spherical aggregates usually have a core-shell structure,where the core is composed of high-strength solid particles or waste powder and cement paste,and the shell layer is composed of cementitious materials.After granulation,it is cured at room temperature,and the matrix adhesion caused by cement hydration or pozzolanic reaction is used to give the aggregate strength and an appropriate pore structure.Cold bonded aggregate has a wide range of raw materials,simple operation,and a spherical appearance,making it conducive to the preparation of lightweight self-compacting concrete that is environmentally friendly.However,it needs a long curing time and has low strength,poor quality stability and a low solid waste recovery rate.Similar to hightemperature sintered ceramsite,cold bonded aggregate usually has a low apparent density;thus,it floats easily in concrete and cannot form a uniformly dispersed aggregate system.To improve the strength of cold bonded aggregates,some scholars use steam curing,carbonization curing and alkaline activation technology to convert fresh particles into solid aggregates.These methods accelerate the hydration product formation process,but recycling low-activity solid waste is difficult,and the final aggregate has low strength and poor solidification capacity for some heavy metals and salts[4].
In general,the artificial aggregate strength largely determines the aggregate concrete strength,which is called the ceiling strength of concrete.Therefore,it is necessary to obtain artificial aggregates with high strength.To retain the advantages of artificial aggregates,including extensive raw materials,customizable performance,and environmental protection,as well as further enhance the strength,some scholars proposed using the autoclave process to prepare a spherical porous artificial aggregate,which can also be called functional aggregate[5].Topçuet al[6]used an autoclave curing process to prepare diatomite aggregates and pumice lightweight aggregates and found that the artificial aggregates greatly improved the physical and mechanical properties of concrete.Wanget al[7]used quartz tailings as the siliceous material,cement and quicklime as a calcareous material,and fine sand as the core of the ball under the action of moisture and cured them under a pressure steam of 125-250℃ to prepare a high-strength artificial spherical porous aggregate.The main cementitious material of this environmentally friendly artificial aggregate is tobermorite (CaO-SiO2-H2O,C-S-H).Under the condition of different CaO/SiO2ratios of raw materials,it can have a cylindrical compressive strength of 12.4-20.6 MPa.It should be noted that the strength of autoclaved artificial aggregate shells has a significant influence on the mechanical properties of aggregates[8].Maet al[9,10]studied the reinforcement mechanism of a new type of autoclaved calcium carbide residue shell aggregate,explained the positive effect of artificial aggregates with core-shell structures on concrete strength,and promoted the production and application of autoclaved functional aggregates.
Although autoclaved functional aggregates have high mechanical strength and adjustable water absorption and particle sizes,their apparent density can be as high as 1 500-2 100 kg·m-3,limiting the application of this aggregate in lightweight concrete.Some scholars use fly ash as a siliceous material[11],but this will significantly increase the production cost.On the other hand,lightweight concrete has been applied at a much smaller scale than ordinary structural concrete in China.If the goal of producing functional aggregate is to prepare lightweight concrete,the use of functional aggregate will not be popularized on a large scale.To popularize the utilization rate of artificial aggregates,it is necessary to study the feasibility of using artificial functional aggregates in ordinary structural concrete.However,this work lacks sufficient attention,and the influence mechanism of functional aggregate use on the performance of ordinary concrete is not fully understood.
This paper aimed to evaluate the feasibility of using this functional aggregate to prepare ordinary structural concrete to promote the large-scale use of artificial functional aggregates in ordinary building structures.Based on the above background,a more advanced economic and environmentally friendly functional aggregate is studied in this work.Spherical porous functional aggregates (SPFAs) are made of basalt saw mud as the siliceous material and are prepared in an autoclave environment.SPFAs have a spherical appearance,high cylindrical compressive strength,water absorption and apparent density.Specifically,this paper selected two types of water binder ratios,two types of different SPFAs and five types of SPFA volume contents as variables to prepare different concrete sample series;Then,the fluidity,density and mechanical properties of concrete are tested.To evaluate the internal curing effect of SPFA,an autogenous shrinkage test of concrete was also performed.Finally,the particle gradation of aggregate system and interface transition zones (ITZ) of hardened concrete were analyzed.
2 Experimental
2.1 Raw materials
Ordinary portland cement (PO 42.5) that meets Chinese standard GB 175-2007 with a Blaine fineness of 372 m2·kg-1and a density of 3.05 g·cm-3was used.The specific surface area and density of the fly ash were 465 m2·kg-1and 2.07 g·cm-3,respectively.The chemical compositions of cement and fly ash are shown in Table 1.The natural fine aggregate used in this experiment is river sand,whose main component is quartz.The maximum particle size of fine aggregate does not exceed 4.75 mm,and the density is 2.65 g·cm-3.The natural coarse aggregate is broken basalt with a continuous gradation of 5-20 mm in diameter and a density of 2.96 g·cm-3.The particle size distributions of natural fine aggregate and coarse aggregate are shown in Fig.1.Polycarboxylic ether superplasticizers(SP,transparent liquid) with 20% solid content were used to prepare a fresh concrete mixture.
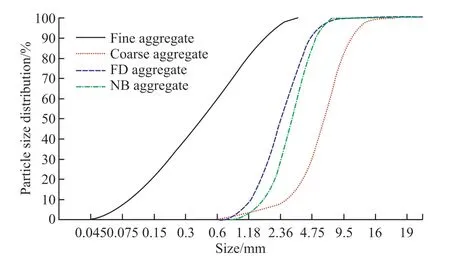
Fig.1 Particle size distributions of aggregates

Table 1 Chemical compositions of binders and SPFA
Two types of SPFAs were used in our experiment.The first consists of waste basalt saw mud,cement and sulfate and is prepared in a granulator.Then,it was autoclaved at 180-240 ℃ and finally named FD.Another one,denoted NB,is composed of fly ash,calcium hydroxide and sulfate,and its preparation process is consistent with the FD aggregate.According to the Chinese Standard GB/T 17431.2-2010 (similar to ASTM C1761),the cylinder compressive strength,water absorption apparent density and loose bulk density of SPFA are tested,and the results are shown in Table 2.The particle size distribution of SPFA is shown in Fig.1.

Table 2 Physical properties of SPFA
2.2 Sample preparation
Firstly,the natural aggregate was replaced with the FD aggregate at 0,5vol%,10vol%,15vol%,20vol%,25vol%,and 30vol%,and the water-to-binder ratio (W/B) was 0.48.When SPFA is added,the river sand and coarse aggregate volumes are reduced by the same proportion at the same time.For example,when adding 30vol% FD aggregate,the river sand and coarse aggregate volumes are both reduced by 15vol%.Since the high water absorption of SPFA will affect the fluidity of the concrete mixture,all SPFAs were prewetted for 24 h and then air-dried on plastic film until the surface dried.Additionally,aW/Bof 0.33 was designed to explore the influence of differentW/Bratios.Based on this,NB aggregate instead of FD aggregate was used to replace the natural aggregate at different volume rates.The mix proportions of the above concrete mixture are listed in Table 3.The different concrete mixtures are numbered in Table 3,where the letter “H” indicates a highW/B(0.48) and “L”indicates a lowW/B(0.33).
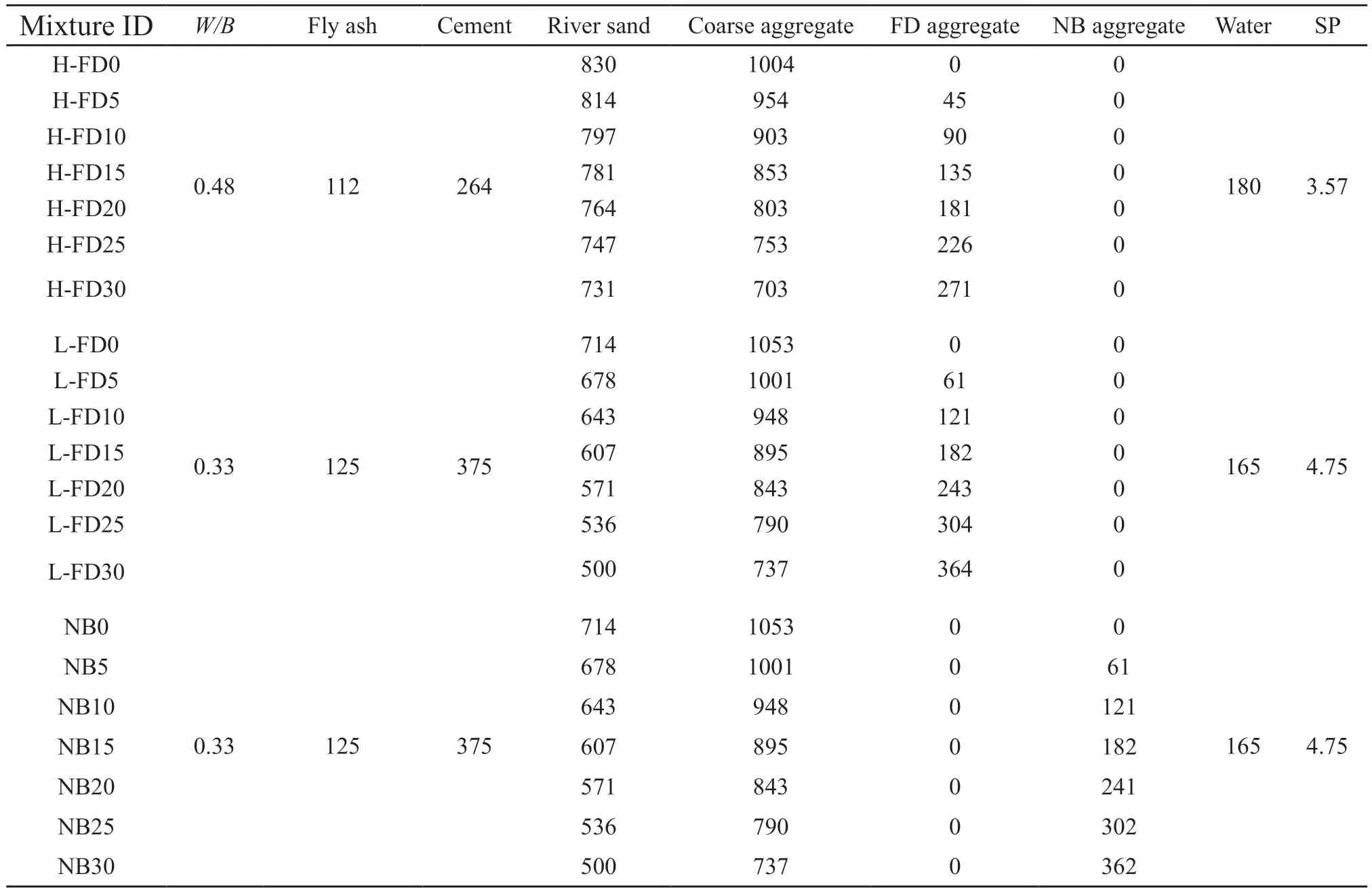
Table 3 Mixture proportions of the designed concrete specimens/(kg·m-3)
To mitigate the destructive effect of stirring blades on SPFA during the mixing process,cement,fly ash,river sand and coarse aggregate were first added to the mixer for 1 min,and then water and SP were added.When the specimen was mixed to a plasticized state,SPFA was added and stirred until uniform.After pouring into the mold,all concrete specimens were cured at room temperature (23±2 ℃) for 24 hours before demolding and then transferred to a standard curing room (20±2 ℃,RH≥95%) until testing.
2.3 Experimental methods
2.3.1 Fresh properties
The slump flow and fresh density of the mixtures were tested according to the Chinese Standard GB/T 50080-2016[12].After 28 days of standard curing,cube concrete specimens with a side length of 100 mm were removed and dried at 105 ℃ to a constant weight.Then,the samples were cooled to room temperature under dry conditions and weighed to calculate the dry density[13].
2.3.2 Mechanical properties
Following Chinese Standard GB/T 50081-2019,the cubic compressive strength,cubic splitting strength,flexural strength and elastic modulus of concrete were tested.The sample size for the cube compressive strength test at 3,28,and 90 d were 100 mm×100 mm ×100 mm,and for the elastic modulus test at 28 d was 100 mm ×100 mm×300 mm.During the test,the machine was continuously and uniformly loaded at a speed of 0.05-0.08 MPa·s-1;the test was repeated 6 times for each group,and the average value was the result.
2.3.3 Autogenous shrinkage
With reference to ASTM C1698[14],a corrugated tube method specifically designed to test the early autogenous shrinkage of concrete was developed in this study.A plastic corrugated tube with an outer diameter of 80 mm,an inner diameter of 60 mm and a length of 450 mm was used to fill the fresh concrete mixture.Three specimens were prepared for each mixture,and then the sample was sealed with plastic end plugs.One end of the corrugated tube specimen was fixed to a steel bracket,and the other end remained freely retractable on the bracket and in contact with the sensor.All corrugated tube specimens lengths were tested at 20±2℃,and data were collected every 5 minutes.At the same time,the initial setting time of the fresh mixture was determined as the zero-time of the autogenous shrinkage test.
2.3.4 Microstructure
Field emission environmental scanning electron microscopy (ESEM,FEI QUANTA 200FEG) was used to observe the microstructures of SPFA and concrete,and the composition was analyzed using energy dispersion spectroscopy (EDS).Fresh cross-sectional samples of concrete were collected from the specimen at 28 d compressive strength;they were soaked in absolute ethanol for 24 h to terminate the hydration process and then transferred to a vacuum drying chamber (65 ℃) for 48 h.
3 Results
3.1 Fluidity
The shape,density and water absorption of aggregates in concrete all affect the fluidity of fresh mixtures.To improve the workability of fresh concrete and avoid the early slump loss caused by the high water absorption rate of SPFA,previous researchers[3]recommended that SPFA should be treated to reach a saturated surface dry state.Hence,all mixtures were prepared according to the method described in Section 2.2,and the testing results of slump flow are shown in Fig.2.

Fig.2 Slump flows of fresh concrete mixture
For a fixedW/B,the slump flow increased with increasing SPFA volume,which was consistent with observations from many studies[15,16].A possible explanation is that the spherical appearance of SPFA can improve aggregate particle gradation and provide a rolling effect to improve the fluidity of fresh mixtures.Second,the SPFA used was prewetted for 24 h and did not absorb moisture from the mixture[17],Kockalet al[18]cold-bonded lightweight fly ash aggregate and normalweight crushed limestone aggregate found that the amount of SP in concrete containing spherical aggregate could be reduced by 8wt%.Gesoğluet al[19]reported that the dosage of SP could be reduced by nearly 50wt%,and the V-funnel was reduced from 17.2 to 5.1 s.
When theW/Bwas fixed,the fluidity of the concrete did not increase monotonically as the SPFA amount increased.The rate of increase was small before the 25vol% replacement level,and then the slump flow was significantly improved when the functional aggregate content reached 30vol%.This phased feature might be attributed to the following reasons: (i) the small amount of SPFA changed the original aggregate gradation but could only fill part of the gaps and failed to form a new continuous gradation system;SPFA could only fully utilize the rolling effect when its content was sufficient (Section 4.2 will provide an indepth analysis).(ii) The internal bonding substances in SPFA were mainly tobermorite,as analyzed below[7],and the SPFA had many open pores.During the mixing process,the tobermorite and open pores on the surface of SPFA absorbed SP molecules and reduced the plasticizing capacity of SP,resulting in a decrease in the fluidity of the fresh mixture.
In short,the fresh concrete mixture incorporated with SPFA has a better fluidity than concrete containing ordinary aggregate.By reducing the amount of superplasticizer or cement slurry,the promotion and utilization of SPFA in ordinary concrete can be made more cost-effective with lower energy consumption and carbon emissions.
3.2 Density of concrete
The fresh density of concrete is related to the density of its various components,and the incorporation of low density SPFA will reduce the fresh density of concrete.Fig.3 presents the fresh density and dry density of concrete.Regardless of the W/B and the type of SPFA,the density of the concrete specimen decreased as the SPFA volume increased.However,the reduction rate of density in all tested concrete samples rarely exceeded 5%.Tanget al[16]found that when SPFA was used to replace 30vol%-60vol% of natural aggregate,the fresh density of concrete decreased by 5% to 8%.Similarly,Güneyiset al[20]observed that when natural sand was replaced by fine SPFA by 25vol%-50vol%,the density of new concrete mixtures decreased by 5% to 9%,which was close to the results of this work.This means that even if SPFA was used to replace 30% of the natural aggregate volume,the concrete density would be maintained within the range of ordinary concrete(2 250-22 450 kg·m-3),higher than the density of light aggregate concrete[21,22].This has several benefits are listed as follows:
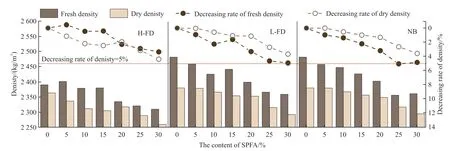
Fig.3 The densities of concrete
The aggregate system of the fresh mixture is not prone to delamination,and the SPFA could distribute evenly in concrete,which would improve the strength stability of the concrete after forming and reduce the difficulty of concrete construction quality control.
Under a lower reducing magnitude of strength and elastic mold (which will be verified below),the normal mixture density allowed engineers to design concrete containing SPFA according to the code for design of ordinary concrete structure,thereby removing the restriction that SPFA can only be used in light aggregate concrete,which is conducive to the extensive utilization of SPFA in ordinary concrete structures.
The weight of building structures was reduced,and the thermal conductivity was improved,which might bring potential economic and environmental benefits.
3.3 Mechanical properties
3.3.1 Compressive strength
Fig.4 shows that the compressive strength decreased as the SPFA volume increased.For H-FD concrete,incorporating 5vol% FD aggregate rarely impacted the compressive strength at different testing ages.Once 10vol% was reached,the strength of concrete at all ages declined.When the replacement proportion reached 30%,the strength at all ages decreased by 15%-30%.This change pattern might be attributed to the poor mechanical properties of FD aggregate and its high water absorption.The compressive strength of basalt aggregate was reported to be up to 180 MPa[23],while the strength of FD aggregate only reached 5.9 MPa (see Table 2).This indicates that FD aggregate is significantly weaker than the commonly used aggregate in concrete and,thus,becomes the weak point of the coarse aggregate system.Second,FD aggregate has a water absorption as high as 17%-18% and thus releases too much water in the binder during the hydration process,resulting in poorer compactness of the interface transition zone and a higher actualW/Bof concrete.In addition,FD aggregate does not have pozzolanic activity,which will be discussed further later and cannot form chemical bonds with the cement matrix.
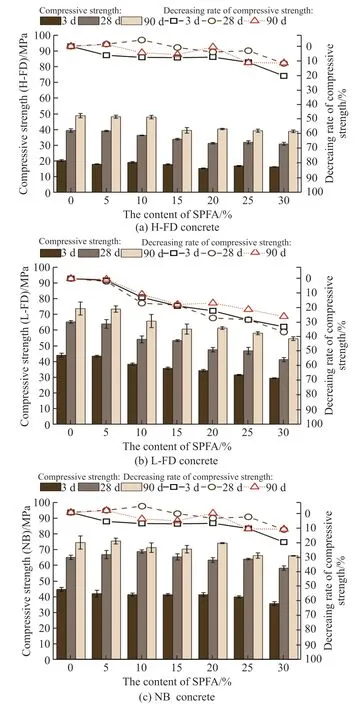
Fig.4 Compressive strength of concrete
When theW/Bwas reduced from 0.48 to 0.33,the adverse effect of the increasing FD volume on the compressive strength was compensated.For example,the 28 d compressive strength of L-FD reached 41.4 MPa and was higher than that of H-FD0 (39.5 MPa),indicating that the compressive strength of SPFA concrete could be enhanced by improving the strength of the cement matrix.Chiet al[24]also reported that a lowerW/Bcould significantly increase the strength of concrete containing 18vol% SPFA.
In addition to the volume of SPFA and theW/B,the quality of SPFA is also a factor influencing the compressive strength of concrete.Compared to H-FD and L-FD concrete,the compressive strength of NB concrete presented a different changing pattern.As the content of NB aggregates increased from 0% to 10%,the 28 d strength of concrete increased instead of decreasing.Even if the replacement proportion of NB aggregate reached 25%,the 28 d strength dropped by only 1.1 MPa.This may be explained by the high mechanical strength of the NB aggregates.The relatively low water absorption and finer pore structure enable NB aggregates to exert an effective internal curing effect in concrete with a lowW/Band promote the hydration process.These factors together compensate for the negative effect brought about by the increase in the SPFA volume.Commonly,the inherent properties of SPFA,such as water absorption,cylinder pressure strength and particle density,all affect the strength of concrete.Previous research[30]cold-bonded lightweight fly ash aggregate and normalweight crushed limestone aggregate has shown that the utilization of SPFA with high density and high cylinder pressure strength could compensate for the negative effects of compressive strength caused by their increased volume.Wanget al[26]used three types of SPFA to prepare concrete with aW/Bof 0.26-0.39 and found that SPFA with low cylinder pressure strength exerted a more significant adverse effect on the compressive strength of concrete.
Fig.4 also shows that an extended curing age was beneficial in offsetting the negative effects of SPFA on the strength of concrete,which is consistent with the conclusions of the existing Ref.[33].Although the strength of H-FD30 was only 30.9 MPa at 28 days,it increased to 39.0 MPa at 90 days,which was close to the 28 d strength of H-FD0 (39.5 MPa).L-FD and NB concrete also exhibited similar changes.Among them,L-FD concrete also exhibited a rapid increase in strength between 28 days and 90 days.In addition to the continuous hydration of cement clinker,SPFA exerts internal curing effects in lowW/Bconcrete,which could effectively enhance the positive effect of an extended curing age on concrete strength.
Based on the above analysis,the SPFA characteristics (such as cylinder pressure strength,water absorption and apparent density,etc) and volume,W/B,and curing age all have crucial effects on the compressive strength of SPFA concrete.The negative effect of an increased volume of low-quality SPFA on strength can be counteracted by reducing theW/B,prolonging the curing age,or replacing it with high-quality SPFA.Fig.3 and Fig.4 verify that when the SPFA volume did not exceed 15%,the density and compressive strength of the concrete prepared in this article ranged from 2 305 to 2 340 kg·m-3and 34.0 MPa,respectively.These results preliminarily demonstrated the feasibility of using SPFA generated under autoclaved conditions to produce ordinary structural concrete and buildings.
3.3.2 Elastic modulus
The testing results of the elastic modulus are presented in Fig.5.For H-FD concrete,the elastic modulus decreased from 27.1 to 22.4 GPa as the SPFA content increased.If theW/Bwas reduced to 0.33,the testing value changed from 24.5 to 32.3 GPa.Importantly,when the replacement rate did not exceed 15%,the reduction proportion of the elastic modulus of the H-FD and L-FD specimens was less than 10%.From the perspective of the elastic model,the designers could preliminarily consider concrete containing SPFA as ordinary concrete to design building structures.If the replacement proportion rises to 30vol%,the elastic modulus can be reduced by up to 24%.The result of the NB mixture in Fig.5 showed that a high content of SPFA would have a more significant impact on the elastic modulus of high strength concrete,which was similar to the conclusion of existing research[28-30].However,it is advantageous for the elastic modulus of concrete to be moderately reduced,given that the low elastic modulus can reduce the risk of the concrete structure cracking and improve the ductility of the component in earthquake resistance[1,31].
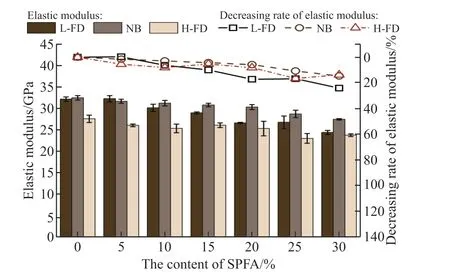
Fig.5 Elastic modulus of concrete
Design codes in many countries provide prediction models of the elastic modulus based on the compressive strength,and some researchers have also proposed different empirical formulas.Most of the expressions of these models use power functions,and the more widely used equation is the equation proposed in ACI 318[32],as shown in Eq(1):
where,Ec,pis the predicted value of the elastic modulus(MPa),wthe density of concrete (kg·m-3),andfckthe compressive strength of standard cylindrical specimens(φ100 mm×300 mm,MPa).
Since this experiment uses cubic specimens(100 mm×100 mm×100 mm) to test the compressive strengthfck,it must be converted to cylindrical compressive strengthfckby Eq.(2) shown as follows:
where,cis the conversion coefficient.For H-FD,L-FD,and NB,the values ofcwere 0.8,0.7,and 0.68,respectively.The predicted and measured values of the elastic modulus calculated according to ACI 318 are shown in Fig.6(a).The prediction errors range between 0.01% and 5.06%,and the slope of the fitted line in Fig.6(a) was 1.078,which was close to 1.This proved that Eq.(1) has a high accuracy in predicting the elastic modulus of SPFA concrete.

Fig.6 The prediction results of the elastic modulus from different researchers and countries
In addition to ACI 318,the prediction formulars of previous researchers and the design codes of other countries are summarized in Table 4.By substitutingfcu(orfck) and density (w) into each equation,the calculated results could be obtained,as shown in Fig.6.The fitting line of ACI 318 had the highest coincidence degree with the diagonal line.The predicted values of AS 3600,EC 2 and GB 50010 were above the diagonal,indicating that the predicted results were too large.The predicted values of CSA A23.3,Khederet aland FHWA were below the diagonal,indicating that the predicted results were too small.The predicted values of BS 8110 and Rashidet alwere distributed on both sides of the diagonal.Based on a comprehensive comparison,the ACI 318 equation can accurately predict the elastic modulus of SPFA concrete within the experimental range in this article.
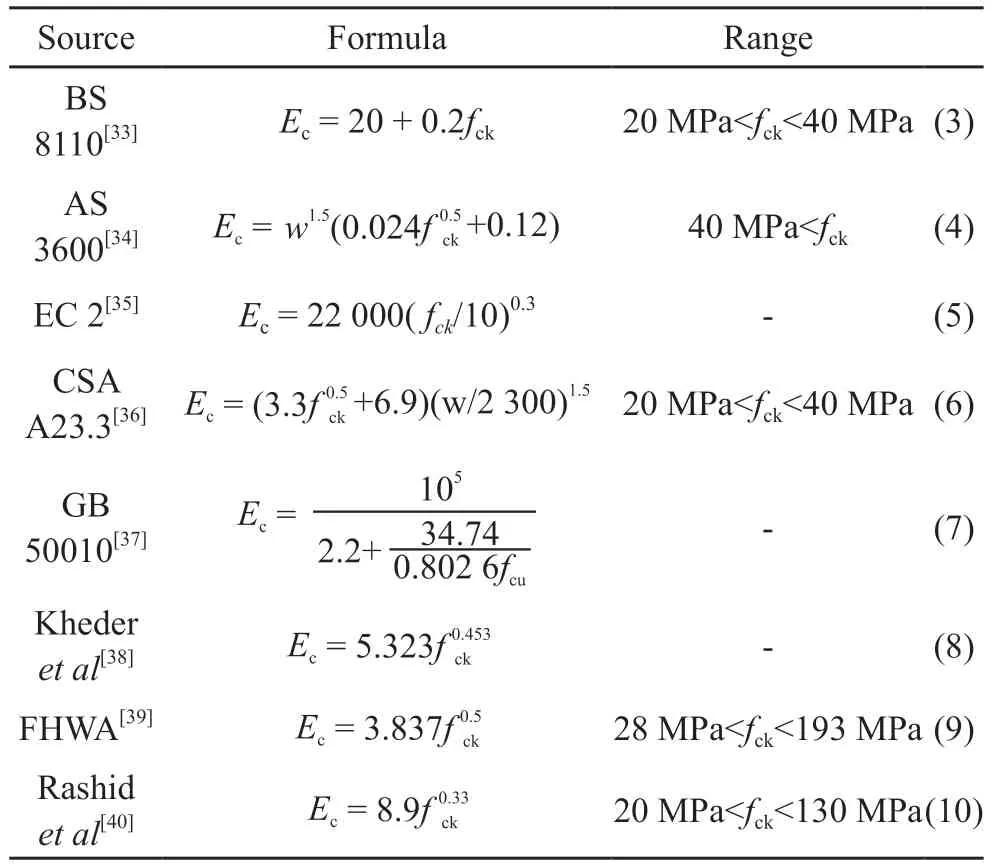
Table 4 The prediction models of different researchers and countries
3.4 Autogenous shrinkage
In this paper,SPFA was substituted for natural aggregates to prepare lowW/Bconcrete (0.33),and the inhibitory effect of this aggregate on the autogenous shrinkage of lowW/Bconcrete was observed.The test results are shown in Fig.7.The zero time of the measurement was the initial setting time,and the total testing time was up to 140 h.It was found that 10vol% SPFA reduced the autogenous shrinkage by 37.8%.When the SPFA content was further increased to 20vol% and 30vol%,the early self-shrinkage rate of concrete was reduced by 50.4% and 64.4%,respectively,while the self-shrinkage deformation of the concrete was almost eliminated.
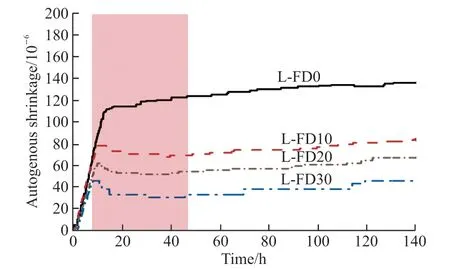
Fig.7 Autogenous shrinkage of concrete
Fig.7 also shows that the shrinkage deformation of L-FD concrete presented the following two-stage characteristic: a rapid shrinkage stage and a slow shrinkage stage.After using the SPFA,a new stage appeared between these two stages,i e,the microexpansion stage,as shown in the shaded part of Fig.7.We speculate that SPFA exerts a micropump effect[41]after the prewetting process,releasing prestored water into the pores during the hydration of the binder.In addition to prematurely ending the rapid shrinkage stage,the moisture released from SPFA also generated micro-expansion deformation and inhibited the development of autogenous shrinkage of the mixture.To quantitatively describe the inhibition effect of the curing effect of SPFA on autogenous shrinkage,this work counted the characteristic parameters of each stage of the shrinkage curve according to the method described in Fig.8,and the results were listed in Table 5.Referring to the analysis of the existing literature,it could be speculated that the SPFA relieved the shrinkage stress from unsaturated capillary by releasing the internal curing water,alleviated the dropping behavior of internal relative humidity and promoted the matrix to enter the micro-expansion stage,greatly reducing the autogenous shrinkage of the concrete.Luet al[42]prepared UHPC using 100% SPFA and found that the 3 d self-shrinkage deformation of concrete was reduced by 51.3%.Zhaoet al[43]which severely affects the durability of concrete.Internal curing (ICeven argued that the use of porous aggregates can cause continuous expansion deformation in high-strength concrete.
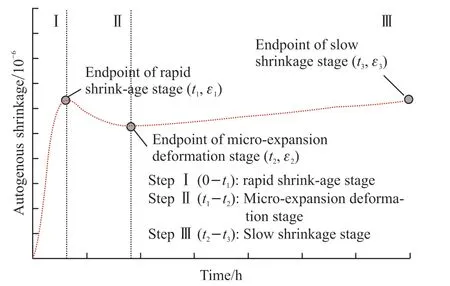
Fig.8 Schematic diagram of the early stage of autogenous shrinkage

Table 5 Characteristic parameters of the autogenous shrinkage curve of concrete in different stages
4 Discussion
4.1 Microscopic appearance of hydration products
As presented in Fig.9,the testing samples were collected from the FD0,FD30,and NB30 mixtures.The FD0 (Figs.9(a)-9(b)) matrix was relatively dense,but there was a clear boundary between the aggregate and the hardened cement stone.With sufficient curing time,the cement matrix of FD30 (Figs.9(c)-9(d)) was also dense.However,FD30 exhibited a failure mode of damage along the surface of the aggregate sphere,and many pits remained after the aggregate was stripped.This clearly explains the weakened bonding performance of the ITZ and the declining pattern of compressive strength and other mechanical properties of FD concrete.
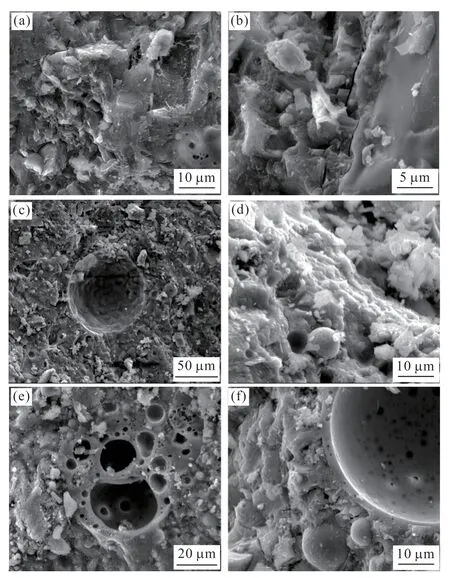
Fig.9 SEM images of SPFA concrete: (a)-(b) FD0;(c)-(d) FD30;(e)-(f) NB30
Fig.9(e) reveals that there almost no clear dividing line between the NB aggregate and cement matrix exists.Fig.9(f) shows that even if the aggregate was found to be peeled off,the damage area was no longer the ITZ but the junction between the shell and the core of the aggregate[7,9,44].The outer shell of the aggregate was still firmly combined with the cement matrix to form an arched shell structure.This arched shell structure can disperse the stress and prevent the aggregate form from splitting due to stress concentration when the concrete is compressed.This was beneficial to alleviate the adverse effect of the lowstrength porous SPFA on the mechanical properties of the concrete.Hence,some SPFA particles were still intact in the broken section of the NB concrete.Luet al[42]also found that the arch-shaped interface zone contained a higher concentration of Al,which extended the average chain length of C-S-H,and the generated special reinforcement layer enhanced the lower initial strength caused by SPFA.At the same time,the dissolved SiO2of the SPFA promoted the formation of C-S-H with a lower Ca/Si ratio at the interface[45].
4.2 Particle distribution of the aggregate system
Except for the ITZ,the particle distribution of the aggregate system was also affected by the SPFA.According to the proportion in Table 3,a full particle size distribution curve (0.045-16 mm)could be obtained by drawing the gradation curves of coarse aggregate and fine aggregate in Fig.1,as shown in Fig.10.As the SPFA volume increased,the content of particles in the range of 2.36-9.5 mm in the aggregate system increased,and the volume of aggregate in the range of 0.045-2.36 mm and 9.5-46 mm decreased.The step feature of the gradation curve gradually disappeared and tended to be smooth;that is,it presented a continuous distribution feature.More importantly,as the SPFA volume increased,the consistency between the gradation curve and the modified Andreasen and Andersen model (MMA,see Eq.(11)) continued to increase,indicating that the SPFA can increase the compactness of the aggregate system and then help improve the bearing capacity of aggregate and the strength of hardened concrete.
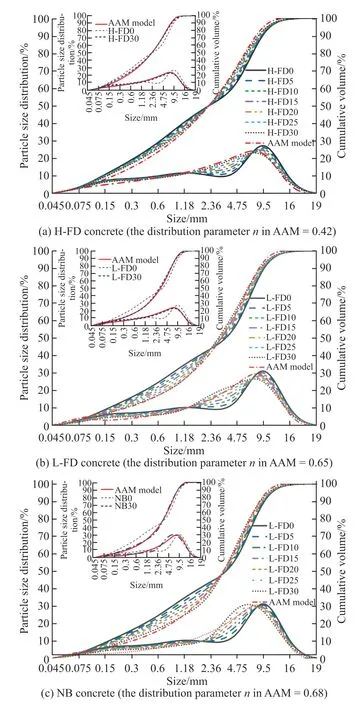
Fig.10 Particle distribution curves of the aggregate system
where,P(Di) is the total proportion of particles with a size smaller thanDi;Dithe particle size (mm);DminandDmaxthe largest and smallest particle sizes;andnthe distribution parameter.
On the other hand,the aggregate system composed of machine-made sand or coarse aggregate has a greater internal friction effect due to the angular shape of the aggregate particles in a densely packed state.As a result,the fluidity of the fresh mixture is reduced or even has difficulty meeting the requirements of pumping construction.However,when using SPFA to replace part of the natural aggregates,the fresh concrete is still in a large flow state (Fig.2) even if the aggregate system reaches close packing (Fig.10).This phenomenon might be explained by the fact that the spherical appearance of the SPFA could exert a rolling effect and effectively reduce the internal frictional resistance of the aggregate system.
5 Conclusions
In this study,the effect of the quality and content of SPFA,the water-to-binder (W/B) ratio and curing age on the performance of concrete were explored in detail through tests of fluidity,density,mechanical properties,and autogenous shrinkage.Based on the above results and discussion,several conclusions can be drawn,as follows:
a) SPFA can effectively improve the fluidity of concrete with differentW/Bratios by improving the particle gradation of the aggregate system and producing the rolling effect.
b) Within 30vol% SPFA,the density reduction rate of concrete did not exceed 5%.If the content was controlled at 15vol%,the dry density of concrete still reached 2 305-2 340 kg·m-3,which is within the density range of ordinary structural concrete.
c) When the SPFA was prepared from basalt saw mud,the compressive strength of concrete decreased with increasing SPFA,and the 28 d strength reached 31.0-65.4 MPa.If the SPFA was prepared with fly ash,the 28 d strength reached 57.7-68.2 MPa.Extending the curing age of concrete can effectively improve the compressive strength.
d) Replacing natural aggregates with SPFA reduced the elastic modulus of concrete.If the SPFA content did not exceed 15vol%,the reduction rate of the elastic modulus of concrete with differentW/Bs did not exceed 10%.At this time,the concrete can still be regarded as ordinary structural concrete.It was also found that the model provided by ACI 318 can accurately predict the relationship between the elastic modulus and compressive strength of SPFA concrete.
e) The micropump effect of SPFA can provide an internal curing effect and significantly reduce the autogenous shrinkage deformation of concrete with a lowW/B.
The SPFA formed by the autoclave process can be prepared from waste basalt saw mud,which can save natural sand and gravel resources.The results of this work confirmed that as long as the volume content of the SPFA was controlled or its strength was increased,it can be used to prepare ordinary structural concrete with different strength levels,and the workability and volume stability of the concrete can be significantly improved.Therefore,architects may not need to formulate new standard documents and directly use SPFA on a large scale.This will greatly stimulate the growth of solid waste consumption and generate advanced concrete materials that are more environmentally friendly with lower cement consumption.
Conflict of interest
All authors declare that there are no competing interests.
 Journal of Wuhan University of Technology(Materials Science Edition)2024年2期
Journal of Wuhan University of Technology(Materials Science Edition)2024年2期
- Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Biotin-modified Galactosylated Chitosan-gene Carrier in Hepatoma Cells Targeting Delivery
- Mussel-inspired Methacrylic Gelatin-dopamine/Ag Nanoparticles/Graphene Oxide Hydrogels with Improved Adhesive and Antibacterial Properties for Applications as Wound Dressings
- Effect of Polyvinyl Alcohol in Inner Aqueous Phase on Stability of Millimeter-scale Capsules
- Synthesis and Characterization of Nonionic Waterborne Polyurethane and Application to Wool Fabric Finishing
- Fluorescent Double Network Hydrogels with Ionic Responsiveness and High Mechanical Properties for Visual Detection
- Damage Mechanism of Ultra-thin Asphalt Overlay (UTAO)based on Discrete Element Method