
Synthesis and Characterization of Nonionic Waterborne Polyurethane and Application to Wool Fabric Finishing
2024-04-11 23:54:34YINYingtingFENGMaoYAOJinboNIUJiarong
YIN Yingting,FENG Mao,YAO Jinbo ,NIU Jiarong
(School of Textile Science and Engineering,Tiangong University,Tianjin 300387,China)
Abstract: A nonionic waterborne polyurethane(WPU) was synthesized by the self-emulsification method using polyether diol (N220),isophorone diisocyanate (IPDI),trimethylolpropane poly (ethylene glycol monomethyl ether) (N120),1,4-butanediol (BDO) and trimethylolpropane (TMP) as the main materials.The effects of the NCO/OH ratio on the emulsion and film properties of NWPU were explored.The experimental results show that the NWPU prepared at an NCO/OH ratio of 1.1 has good emulsion stability and easy film formation,and the resultant film was elastic,soft,and transparent.The sample was used for wool finishing and the application performance was evaluated.When the NWPU dosage reached 40 g·L-1,the fabric area felt shrinkage rate reduced from 8.97% to 4.75%,the pilling rating raised from grade 2-3 to grade 4,and the whiteness value only decreased by 3.87%.
Key words: waterborne polyurethane;nonionic;wool finishing;anti-pilling;anti-shrinking
1 Introduction
As a natural fiber with good performance,wool fibers possess many incomparable properties that are unable to emulate by the other fibers,such as exceptional warmth,resilience,softness,and smoothness,which make the wool fibers occupy an important position in the textile materials[1,2].Nevertheless,the scale structure of the wool fiber cuticle is susceptible to cause felting shrinkage,fuzzing,and pilling subjected to damp heat and mechanical action,especially during laundering,which affects the aesthetic properties and the dimensional stability of wool fabrics[3,4].Traditionally,wool antifelt modification is usually done with chlorine or its derivatives.However,chlorination not only has a harsh production environment but also leaves a large amount of adsorbable organic halides (AOX) in both the treatment solution and the product,which seriously endangers human health and pollutes the ecological environment[5,6].Commonly used non-chlorine shrinkage prevention methods include the bio-enzyme method and the waterborne polyurethane finishing method[7].Biological enzyme treatment of wool has low efficiency,long action time,and poor anti-shrinkage effect,and needs to be used in conjunction with other methods[8,9].In addition,biological enzymes may diffuse into the wool fiber and affect its mechanical properties[10].All of this may significantly limit the practical application of bio-enzyme technology.Waterborne polyurethane (WPU),a more generally used chlorine-free anti-felt shrinkage finishing agent,can cross-link to form a film on the surface of wool fibers and seal the scale layer of wool fibers,thus reducing the felt shrinkage rate.
Currently,WPUs are almost always stabilized in water by introducing nonionic and/or ionic hydrophilic groups into the polymer chain (i e,internal emulsification)[11].Based on these hydrophilic groups,WPUs can be classified as anionic (eg,dimethylolpropionic acid (DMPA) and sulfonates)[12-15],cationic (eg,N-methyl diethanolamine (MDEA))[16-18],or nonionic.Nonionic WPUs rely primarily on the hydrophilicity of polyethylene glycol chain segments(-CH2-CH2-O-) introduced into the main or side chains to achieve dispersion of the polyurethane in water.Since there is no double electric layer structure as in ionic polyurethane emulsions,nonionic WPU emulsions are insensitive to electrolytes and pH,and thus have good biocompatibility and excellent acid and alkali resistance and electrolyte stability[19,20].Nevertheless,WPUs used for wool anti-felting are anionic[11]or cationic[21],with few reports of nonionic types.
In this study,a series of nonionic waterborne polyurethane (NWPU) emulsions were prepared using IPDI and N220 as the main raw materials,N120 as a nonionic hydrophilic agent,and BDO and TMP as chain extender and cross-linking agent,respectively.The NWPU dispersions with good emulsion stability and easy film formation were prepared by adjusting the cyano-hydroxy ratio.The emulsion stability of the dispersions was measured by Turbiscan Tower at 25 and 55 ℃,respectively.Meanwhile,the properties of NWPU films were characterized by FTIR,DSC,TG,and tensile tests.Finally,the obtained NWPU was finished onto wool fabrics by the dip-rolling method to explore its application in anti-pilling and anti-felt shrinkage.
2 Experimental
2.1 Materials
Polyether diol (N220,industrial degree) with a molecular weight of 2000 Da was purchased from Shandong Moore Chemical Co.,Ltd.Isophorone diisocyanate (IPDI,CP),trimethylolpropane (TMP,CP),1,4-butanediol (BDO,CP) were supplied by Kemet (Tianjin) Chemical Technology Co.,Ltd.Trimethylolpropane poly(ethylene glycol monomethyl ether) (N120,CP) with a molecular weight of 1000 Da was obtained from Perstorp (Shanghai) Chemical Products Trading Co.,Ltd.Stannous octanoate (T-9,AR) was provided by Beijing Inokai Technology Co.,Ltd.Pure acetone (AC,CP) was procured from Sinopharm Chemical Reagent Co.,Ltd.Pure wool knitted fabric was provided by Yantai Yelin Textile&Dyeing Co.,Ltd.Elastron BAP was produced by Tianjin Dai-ichi Fine Chemicals Co.,Ltd.
2.2 Synthesis of NWPU
Firstly,N220 which was dehydrated at 110 ℃under vacuum for 1.5 h,and IPDI were added into a 500 mL four-necked reaction vessel equipped with a mechanical stirrer,thermometer,nitrogen protector and condenser tube,according to a certain metering ratio.Under a nitrogen atmosphere,catalyst T-9(0.02wt% based on prepolymer mass) was dripped into the mixture after mixing evenly.Then,The reaction temperature was heated up to 90 ℃ for 2 h which was controlled by an electric heating sleeve.Thereafter,an appropriate amount of nonionic diol N120 and T-9(0.02wt% based on prepolymer mass) were put into the obtained reaction mixture and reacted at 85 ℃ for 1 h.Subsequently,chain extender BDO and crosslinker TMP were dripped into the reaction system carried out at 75 ℃ for 1.5 h,and the viscosity of the system was adjusted with solvent AC.Finally,the prepolymer was cooled down to 45 degrees and was dispersed into distilled water with a high-speed stirring (2000 rpm min-1) for about 60 min.And acetone was completely removed from the NWPU emulsion by vacuum distillation.The proportion of the prepared NWPUs is listed in Table 1 and the synthesis scheme is illustrated in Fig.1.
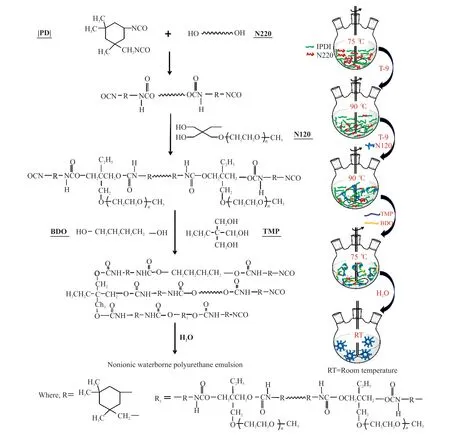
Fig.1 Schematic illustration for the synthesis of NWPU

Table 1 The components of the NWPUs
2.3 Preparation of NWPU films and wool finishing fabrics
To obtain good quality film,NWPU emulsion was cast onto a non-sticking Teflon mold (8 cm×8 cm)and stored at room temperature for 5 days,followed by drying at 80 ℃ for several hours until a constant weight was obtained.The NWPU films were prepared and stored in the desiccator for 1 day.
Preparation of wool finishing fabrics: several concentrations of NWPU solutions were prepared,then the wool fabrics were immersed in the finishing solutions for 10 min.Afterward,the soaked fabrics were treated with two dips and two rolls,keeping the liquid carrying rate at 70%.Finally,the fabrics were dried at 85 ℃ for 6min and baked at 150 ℃ for 3 min.
2.4 Characterization
2.4.1 Particle size distribution
The emulsion was diluted to a concentration of 1% with deionized water and then ultrasonic oscillated at 25 ℃ for 10 min to ensure uniform dispersion.The average particle size and distributions of the samples were measured with a Malvern Zeta-sizer Nano ZSE(UK) at room temperature.
2.4.2 Viscosity
The viscosity of the emulsion was determined by NDJ-8S Digital Viscometer (Shanghai Fang Rui Instrument Co.,Ltd.) at 25 ℃.
2.4.3 Acid,alkali and salt resistance
5% HCl,5% NaOH,and 10% NaCl solution were slowly dripped into the emulsion respectively,shaken violently,and kept at room temperature for 10 min to observe whether it was demulsifying and the pH value was measured.
2.4.4 Dispersion stability
Turbiscan tower (Formulaction) was used to determine the long-term stability of NWPU emulsion.The samples were transferred to glass cylindrical cells and were scanned from bottom to top at 40 µm intervals to measure the change in backscattering of a pulsed near-infrared LED (λ=880 nm).The measurements were taken at 25 and 55 ℃ for a total of 48 h to determine the stability of the samples at room temperature and high temperature,respectively.
2.4.5 Fourier transform infrared (FTIR) spectroscopy
FTIR spectra of samples were recorded on an FTIR in a range of wavenumbers from 4 000 to 500 cm-1,using a Nicolet IS50 instrument.
2.4.6 Thermogravimetric analyses (TGA)
Thermal gravimetric analysis (TG 209 F3 Tarsus,Germany) was used to test the thermal properties of the NWPU film under a nitrogen atmosphere at a heating range from room temperature to 600 ℃.The heating rate was 10 ℃·min-1.
2.4.7 Differential scanning calorimetry (DSC)
DSC analysis was performed on a differential scanning calorimeter (NETZSCH DSC 200F3,Netzsch,
Germany) and the scanning temperature ranged from-100 to 200 ℃ with a heating rate of 10 ℃·min-1.
2.4.8 Water absorption
The water absorption testing of the film was performed at room temperature by soaking the film in water for 48 h.The weight increase of a film was measured to determine the water absorption,calculated with the formula (1):
where,m0andm1are the weight of the film before and after immersion,respectively.
2.4.9 Tensile test
An electronic universal testing machine was used to examine the tensile properties of NWPU films (YG(B) 026H-250).The films were tested at a speed of 50 mm·min-1according to GB/T 1040.1-2006.
2.4.10 Anti-felting test
Measurements were taken according to FZ/T 70009-1999 and GB/T 8629-2017 using a washing machine (Y (B) 089E automatic shrinkage machine) for one 4G and five 4N programs.
2.4.11 Pilling property
According to GB/T 4802.2-2008,the fuzzing and pilling properties of wool fabrics were tested by the pilling box method (YG (B) 511-Ⅱ rolling box pilling instrument).
2.4.12 Scanning electronic microscopy
SEM photos were taken by a Phenom XL scanning electron microscope.
3 Results and discussion
3.1 Properties of NWPU emulsion
3.1.1 Physical properties of NWPUs
The viscosity,average particle size,acid,alkali,salt-resistance,and emulsion state of NWPUs are given in Table 2.Obviously,the three samples have good acid,alkali and salt resistance,which are in line with the performance of nonionic waterborne polyurethane.During emulsification,the hydrophilic groups extend outwards into the water phase,while the hydrophobic groups are arranged closely towards the interior by van der Waals forces.This forms a nonionic micelle structure with hydrophilic surface and hydrophobic core (Fig.2) which makes the hybrid system a stable oil-in-water dispersion[22].In virtue of the absence of electric bilayer structure,NWPU is not as sensitive to pH as ionic polyurethane and is suitable for a wide range of applications.
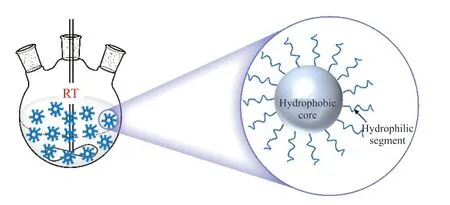
Fig.2 Diagram of micelle structure in NWPU emulsion

Table 2 Properties of NWPUs
From Table 2,it is also found that the viscosity and particle size of A-3 has increased dramatically compared with A-1 and A-2.The reasons could be listed as follows: on the one hand,with the increase of NCO/OH ratio,the relative molecular weight of the pre-polymer decreases and the molecular chain becomes shorter,increasing particles number per unit volume and the intensification of inter-particle collision;on the other hand,the rise of isocyanate content makes the corresponding carbamate and urea bond increase,which leads to the increase of physical crosslinking points in the macromolecule chain,adding much more internal friction resistance of the solution.Both of them cause an increase in the viscosity and particle size of the NWPU emulsion.In addition,the increase of hard segment content reduces the content of hydrophilic groups,abating the self-emulsifying ability of NWPU,which increases particle size[23].It is said that the appearance of WPU emulsion is caused by the macroscopic expression of particle size.As shown in Table 2,the emulsion of A-1 and A-2 carry blue light,while A-3 does not.It could be explained that when the diameter of the dispersed particles is small,the light could bypass the WPU particles and continue to move forward,resulting in blue light.
3.1.2 Turbiscan measurements of stability
The measurement principle is based on the change of the droplet migration or coalescence,resulting in the variation of the backscattering (BS) signal[24].The initial BS of the sample is taken as the conference,and the difference value (ΔBS) between it and other BS at different observation times reflects the variation of the emulsion system which amplifies the change of microscopic characteristics of the sample during the determination time.The time necessary for judging long-term stability can be curtailed with Turbiscan Tower,because the stability can be assessed much more efficiently than that with the naked eye by the variation of ΔBS[25].An unstable formulation will be represented,once the ΔBSvariation is greater than the ±10% value in the graphical scale of backscattering.Besides,the time and ΔBScurve can be used to calculate the Turbiscan stability index (TSI) by using the following equation (2),
where,xirepresents the average BS for each minute,xBSthe averagexi,andnmeans the number of scans[26].And a high TSI demonstrates poor dispersion stability.
Table 3 shows theTSIand average ΔBSvalue of the emulsions obtained at different times and temperatures.From Table 3,it is obvious that A-3 is more unstable than A-1 and A-2 no matter the temperature at 25 or 55 ℃,because of its higherTSIvalue.And with the increase of temperature,the Brown motion of emulsion particles is accelerated,resulting in the intensification of collisions between particles,which raises the possibility of size increase through particle aggregation.Therefore,the stability of emulsion at high temperatures is a little weaker than that at room temperature.
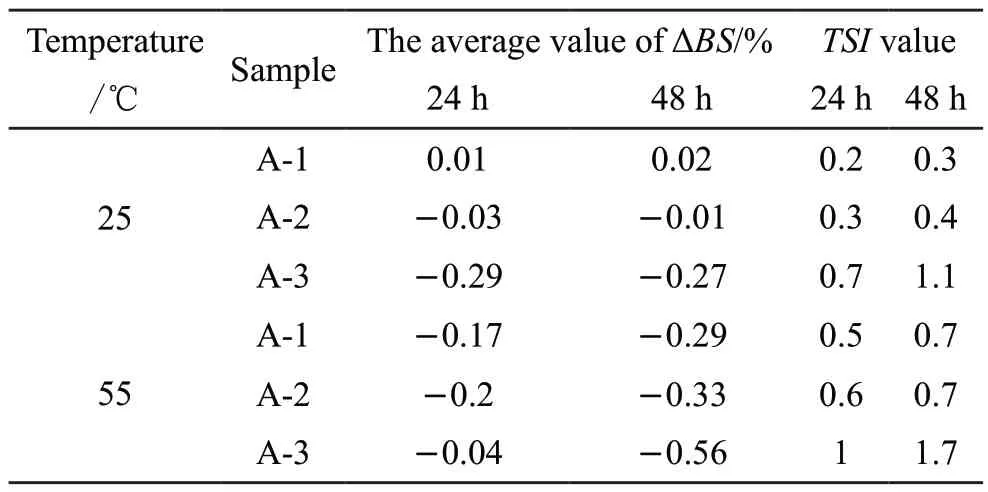
Table 3 TSI and average ΔBS value of NWPUs at 25 and 55 ℃
Fig.3 displays ΔBSprofiles of the three samples depending on the time at 55 ℃,which can be used to quickly determine the cause of system instability.As shown in Fig.3(c),the ΔBSvalue of A-3 at the bottom layer increases as the storage time increases,while the middle and top layers decrease.According to the physical model of reflection,the downward migration of the top layer particles leads to an increase in volume concentration at the bottom,resulting in an increase in ΔBSat the bottom and a decrease in ΔBSat the top.Therefore,the instability of the A-3 system is caused by precipitation.
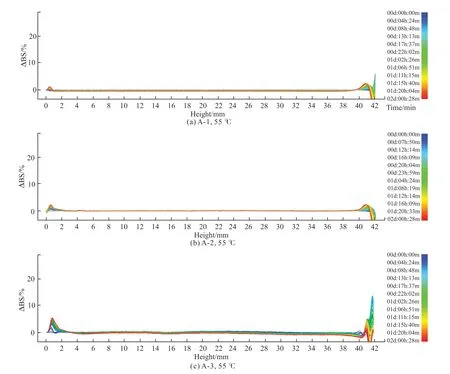
Fig.3 Time-depended changes in ΔBS profiles of emulsion at 55 ℃ for 48 h
3.2 Properties of NWPU films
3.2.1 FTIR analysis
The structure of the NWPU was characterized by FT-IR,and the result is shown in Fig.4.There is no obvious peak at 2 300 cm-1which is attributed to the NCO group,showing the complete reaction of IPDI.The absorption peaks at 3 326 and 1 714 cm-1are owning,respectively,to the N-H and C=O stretching vibration of the carbamate group.The 2 890 cm-1absorption peak is assigned to the stretching vibration of -CH2-,and the peak at 1 533 cm-1belongs to the bending vibration absorption of C-N-H.The strong absorption peak at 1 100 cm-1is caused by the stretching vibrations of C-O-C in polyether N220 and N120.The structure of the synthesized nonionic waterborne polyurethane is confirmed by infrared spectroscopy.
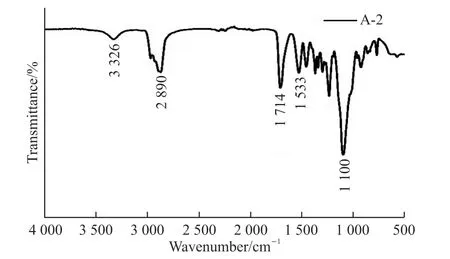
Fig.4 FTIR spectra of the NWPU
3.2.2 Thermal properties
TGA and DTG were used to determine the thermal stability of NWPU films,and the results are revealed in Fig.5(a) and Table 4.The DTG curve has two obvious peaks,indicating that the decomposition process contains two steps.The first decomposition of the NWPU film starts at approximately 240 ℃ and ends at 368.6 ℃.It is known that the thermal stability of WPU principally depends on the thermal stability of the hard segments,because the main structure of the soft segment is C-C or C-O-C,and its stability is higher than that of carbamate[12].Thus,this stage generally starts with the breaking of the C-O bonds in the carbamate units of the NWPU chain.The WPU is first broken down into isocyanates and polyols,and then into amines,alkenes and carbon dioxide[27].Nevertheless,the weight loss of the first decomposition is about 45%,which is slightly higher than the content of the hard segment in the formula of 37%.This might be caused by the decomposition of a small part of soft segments at this stage with the increase of temperature.At 370-420 ℃,the mass loss is likely resulted by the decomposition of ether units in N220 and N120.Besides,it could be seen from the TGA curve that the limitation of weightlessness in these two steps is not obvious.Because of the use of TMP,the chemical crosslinking between the molecular chains formed a network structure,which lead to the un-conspicuous separation of the hard and soft segments and showed excellent thermal stability.

Fig.5 (a) TGA and DTG curves of the A-2.T1,T2,temperatures at which maximum decomposition is produced (for each of the two decomposition processes);(b) DSC curve of the A-2(Tgs and Tgh represent the glass transition temperature of soft segment and hard segment,respectively)

Table 4 The decomposition and glass transition temperatures of the NWPU film
The DSC cave of the NWPU is shown in Fig.5(b),and the values ofTgare summarized in Table 4.According to the data in Table 4,theTgsof the A-2 was -47 ℃,which was higher than that of the pure soft section N220 at -70 ℃.On the one hand,-NHin the hard segment could not only form a hydrogen bond with the carbonyl group contained in the hard segment itself,but also form a hydrogen bond with the ether group of the soft segment,so as to increase the compatibility between the soft and hard segments,then to improveTgs[28].On the other hand,the molecular weight of the polyether (Mn=2000 g·mol-1) is large,and the content of the hard segment does not exceed 40%,which means the soft segment is a continuous phase,and the hard segment is compatible with it.The limiting effect of the long soft chain segment on the hard segment would be reduced,which courses the improvement of micro-phase separation degree,then to reduceTgs.The synergistic effect of these two aspects endows the NWPU’s good low-temperature properties.
3.2.3 Basic properties of NWPU films
Table 5 lists the mechanical properties and water absorption of the NWPU films.It is known that the WPU chain consists of both hard and soft segments alternately,and flexibility is offered by the soft segment,while rigidity is offered by the hard segment[27].With the increase of the NCO/OH ratio,the tensile strength of the films increases,and the elongation at break decreases (as shown in Table 5).A larger NCO/OH ratio produces more residual NCO groups which react with water in the emulsification process to form a more polar urea group.So,more hydrogen bonds can be formed to enhance the intermolecular force,resulting in excellent mechanical strength of the films.However,the reduction of flexible segment proportion leads to the decrease of elongation at break simultaneously.What’s more,the number and density of hard segments in NWPU increase by the rise of the NCO/OH ratio,which is equivalent to increasing the cross-linking point of hard segments in the microphase region.It makes the molecular chains more compact and water molecules are not easy to penetrate,so the water absorption decreases.
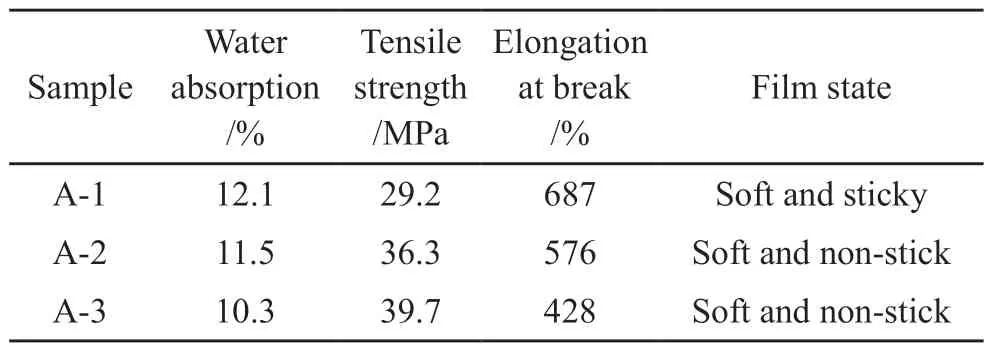
Table 5 Basic properties of NWPU films
3.3 Application properties of NWPU
Taking into account the emulsion and film properties of NWPU,the best performance sample (A-2) was obtained with an NCO/OH ratio of 1.1,which had good emulsion stability and produced a transparent film with good mechanical properties.A-2 was used as a finishing agent for knitted wool fabrics and the antishrinkage,anti-pilling,and whiteness of the treated fabrics were measured to investigate its application properties.
3.3.1 Application properties of treated wool fabrics
The self-made NWPU and Elastron BAP wool shrinkable agent produced by the dai-ichi company were compared in application experiments.As shown in Fig.6,the effect of NWPU and BAP concentration on wool fabric in terms of area shrinkage,whiteness,and pilling rating were investigated.Figs.6(a) and 6(b) indicate that the treatment of wool fabrics with NWPU significantly improves both the anti-shrinkage and anti-pilling properties.When the NWPU dosage reaches 40 g·L-1,the fabric area felt shrinkage rate is reduced from 8.97% to 4.75%,and the pilling rating is raised from grade 2-3 to grade 4.This is because the auxiliaries form a dense,continuous film on the surface of the fabric after the heat-set treatment,which can cover the entire scale layer and reduce or eliminate the mutual embedding of the scales,thus reducing or eliminating the sliding friction between the cashmere fibers,preventing the fibers from moving and sticking together and improving their application performance.In addition,too low or too high a dosage of auxiliaries is not conducive to the improvement of wool antifelting and anti-pilling performance.Because a low dosage would result in a discontinuous film on the surface of the fabric,while too high a dosage might lead to a rough,uneven film,neither of which could achieve a complete coating of the scale layer.Fig.6(c)demonstrates that the whiteness of the fabric decreases as the concentration of auxiliary increases.At an additive dosage of 40 g·L-1,the whiteness value of the fabric is 19.32%,with a difference of about 3.87 from the original sample,which is within the acceptable range.On balance,the NWPU dosage of 40 g·L-1is more suitable.
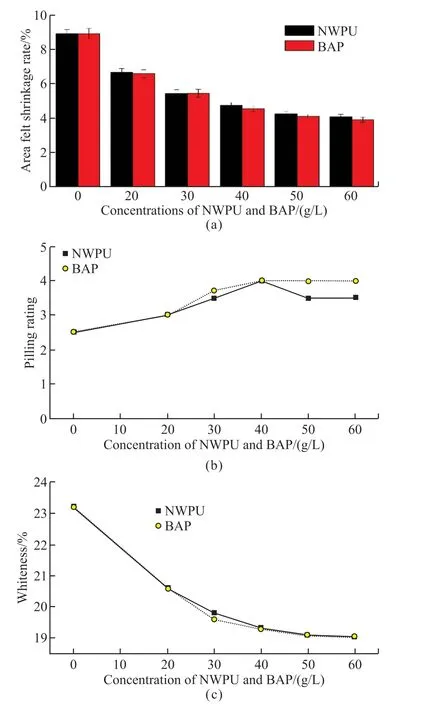
Fig.6 The effect of NWPU and BAP concentration on wool fabric in terms of (a)area shrinkage,(b)whiteness,and (c)pilling rating
As can be seen from Fig.6,the anti-shrinkage and anti-pilling properties of NWPU and BAP are equivalent.In comparison,the yellowing of BAP is more serious than that of NWPU,because the curing temperature of BAP is as high as 140 ℃.In addition,BAP is an anionic polyurethane,so it has poor acid and electrolyte resistance,which limits its use in combination with other emulsions.Therefore,NWPU has good advantages and application prospects.
3.3.2 Morphology of treated wool fabrics
Fig.7 reveals the SEM pictures of control and treated wool fabrics.The scale layer on the surface of the control fabric is visible in Fig.7(a),and the edges of the scales are clear and closely arranged.As seen in Figs.7(b) and 7(c),the surfaces of polyurethanetreated fibers are covered with a polymer film that wraps around the scale layer,and the higher the amount of NWPU,the thicker the film on the fiber surface.Compared with untreated wool fibers,the polymer film on the surface of treated fibers covers the original grooves between the wool scale layers to a certain extent,which could blunt the scales,thus reducing the directional frictional effect of wool fibers and achieving a good effect of anti-felting and anti-pilling.

Fig.7 SEM images of (a) control fabric,(b) treated with 30 g·L-1 NWPU,and (c) treated with 50 g·L-1 NWPU
4 Conclusions
As nonionic waterborne polyurethanes do not have the double electric layer structure found in ionic polyurethane dispersions,the emulsions are insensitive to electrolytes and have good stability against acids,bases,and electrolytes.This study used polyether diol (N220) and isophorone diisocyanate(IPDI) as the main ingredients,trimethylolpropane poly(ethylene glycol monomethyl ether) (N120) as a nonionic hydrophilic agent,1,4-butanediol (BDO) and trimethylolpropane (TMP) as chain extender and crosslinking agent respectively to synthesize a series of nonionic waterborne polyurethane.The effects of the NCO/OH ratio on the emulsion and film properties of polyurethane water dispersion systems were explored.Turbiscan Tower (Formulaction) was used to determine the long-term stability of NWPU emulsions at 25 and 55 ℃ respectively.The results demonstrated that the stability of the emulsions decreased as the NCO/OH ratio increased,with good storage stability at the NCO/OH ratio of 1 and 1.1.In addition,the properties of the NWPU films showed that with the increase of the NCO/OH ratio,the elongation at break decreased,and the breaking strength and the water-resistance increased.Considering the properties of emulsion and film,the NWPU prepared at an NCO/OH ratio of 1.1 has the most practical value which has good emulsion stability and produces a transparent film with good mechanical properties.This sample was used for wool finishing and the application performance was evaluated.When the NWPU dosage reached 40 g·L-1,the fabric area felt shrinkage rate was reduced from 8.97% to 4.75%,the pilling rating was raised from grade 2-3 to grade 4,and the whiteness value decreased only 3.87%.It can be seen that the use of NWPU for shrinkage and pilling resistance of fabrics has potential application value.
Conflict of interest
All authors declare that there are no competing interests.
 Journal of Wuhan University of Technology(Materials Science Edition)2024年2期
Journal of Wuhan University of Technology(Materials Science Edition)2024年2期
- Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Biotin-modified Galactosylated Chitosan-gene Carrier in Hepatoma Cells Targeting Delivery
- Mussel-inspired Methacrylic Gelatin-dopamine/Ag Nanoparticles/Graphene Oxide Hydrogels with Improved Adhesive and Antibacterial Properties for Applications as Wound Dressings
- Effect of Polyvinyl Alcohol in Inner Aqueous Phase on Stability of Millimeter-scale Capsules
- Fluorescent Double Network Hydrogels with Ionic Responsiveness and High Mechanical Properties for Visual Detection
- Damage Mechanism of Ultra-thin Asphalt Overlay (UTAO)based on Discrete Element Method
- Preparation of Laser Cladding Coating Undercooling Cu-based Alloy and Co on Non-equilibrium Solidification Structure