应力迭代法重构电弧增材AA7075铝合金薄壁件残余应力场研究
2024-04-10 13:00周志杰池元清蔡舒鹏唐雪松张永康
计算机集成制造系统 2024年3期
周志杰,池元清,蔡舒鹏,张 琪,唐雪松,张永康,4+
(1.广东工业大学 机电工程学院,广东 广州 510006;2.广东省海洋能源装备先进制造技术重点实验室,广东 广州 510006;3.沈阳飞机设计研究所扬州协同创新研究院有限公司,江苏 扬州 225002;4.广东镭奔激光科技有限公司,广东 佛山 528200)
0 引言
电弧增材制造(Wire Arc Additive Manufacturing, WAAM)是一种基于分层制造与逐层叠加原理,利用电弧作为热源沉积金属丝材的技术。该技术适用于制造体积较大以及结构较为复杂的构件。电弧增材制造具有效率高、成本低、可以提高设计自由度等优点,在航空航天、轨道交通、船舶等领域表现出巨大的应用前景[1-2]。然而,由于电弧增材制造过程中的高温度梯度以及不均匀加热与冷却导致构件发生复杂的塑性变形,使得构件内部存在较大的残余拉应力[3-4]。尤其是针对薄壁件与大尺寸零件,过高的残余拉应力极易引起构件的变形与裂纹,降低构件的疲劳寿命[5]。因此,研究与控制电弧增材构件内部的残余应力,对于有效提高增材构件成形质量至关重要。
残余应力是一种无任何外部载荷的固体内部的锁定应力[6]。目前,已有大量学者从实验测量与数值模拟的角度开展电弧增材制造构件的残余应力研究[7-11]。实验测量作为获得构件残余应力最直接的手段,分为破坏性与非破坏性测量方法。破坏性的测量手段包括钻孔法与轮廓法等[12-13],非破坏性的测量手段包括X射线衍射法与中子衍射法等[7,14]。然而,仅凭实验测量难以完整分析构件的残余应力场分布,同时存在损伤构件的可能性。数值模拟则较好地弥补了实验测量的缺陷,可以更为详尽地获得增材构件时空上的应力数据。潘宇等[14]基于Simufact Welding有限元分析软件,对钨极气体保护(Tungsten Inert Gas,TIG)电弧增材镍基高温合金GH4169单道多层应力场进行了数值模拟。结果表明电弧增材成形件的残余应力主要集中于起弧与熄弧处底端,总变形量呈对称分布且在横向上翘曲程度最大。姚波等[15]采用商业有限元分析软件ABAQUS分析了3种典型电弧增材制造薄壁构件的热-应力场演变,并探究了基板厚度对成形过程热应力变形演化的影响。结果表明,对于矩形框构件来说,基板结构和约束方式对成形件热应力变形演化行为有较大影响。LI等[16]研究了激光与冷金属过渡(Cold Metal Transfer,CMT)混合增材制造中路径策略对残余应力和变形的影响。将有限元分析与实验相互验证,以增材制造一架商用飞机载重架为例,证明了分段往复路径策略为最佳沉积路径策略。事实上,增材制造构件的断裂与疲劳寿命评估往往是需要在相对小的感兴趣区域分析精确的残余应力,而这通常需要消耗大量的计算资源进行全过程模拟。以GORNYAKOV等[17]研究的CMT电弧增材制造有限元分析为例,模拟沉积20层长度为500 mm的薄壁件需要88小时才能完成。
因此,在工艺实验与数值模拟的基础上,确定残余应力场的另一种方法是使用MURA[18]介绍的基于实验测量值的本征应变(固有应变)分布重构法。他首先提出残余应力的产生是由于固体内部产生的不相容应变。这种不相容应变被称为“本征应变”,包含了因塑性变形、热膨胀失配或相变等非弹性过程而导致的任何永久性应变。文献[19-21]在该基础上提出了本征应变的可转移性,他们认为一旦在一定的加工参数下得到本征应变沿深度方向的分布,在加工参数不变的情况下,可以简单地将其引入新的或复杂的几何模型中。目前,已有部分学者使用本征应变法重构不同工艺下构件的残余应力分布。尹清远等[22]通过改进固有应变理论,从有限元热力耦合分析模型中提取固有应变矢量,转移至结构更复杂的模型中,实现了激光增材构件应力与变形的高效预测。SMITH等[23]将这一理论运用至板材焊接残余应力场重构的研究中。董志波等[24]通过将轮廓法与固有应变理论相结合,使用切比雪夫多项式叠加获得焊接构件的固有应变函数,验证了所提方法的可靠性。
上述学者均是以“正向”进行残余应力重构,即构件的本征应变场是规定的或已知的,通过重构获得完整的残余应力场。本文从“逆向”的角度出发,在前期针对激光冲击应力场重构的研究基础上[25],提出一种通过应力迭代重构电弧增材AA7075铝合金薄壁件残余应力场的新方法。相较于前期研究使用“伪实测点”,本研究从实际应用角度出发,即基于构件有限的残余应力测量值,将其应力分量使用基函数表示并引入有限元静力平衡分析生成应力场,再采用比例积分调整的迭代方法使输出应力与实测应力之间的误差最小,最终实现利用有限测量点高效重构完整残余应力场。为证明所提方法应用于电弧增材构件上的有效性,本文分别从残余应力的试验真实值与热弹塑性模型仿真值进行对比验证。
1 试验与方法
1.1 电弧增材试验与残余应力测定
图1为电弧增材AA7075铝合金薄壁件及其过程中应力分布机制示意图,直径为1.2 mm的AA7075铝合金焊丝通过惰性气体保护(Metal-Inert Gas,MIG)焊枪逐层往复沉积至尺寸为100 × 100 × 20 mm3的AA7075铝合金基板表面。如图1b所示,在WAAM过程中,热源所在区域急剧升温发生局部熔合。由于受热材料受到周围冷材料的约束而发生热膨胀,在熔合区前方产生压应力。由于高温显著降低了屈服应力水平,熔合区的应力非常低。当热源经过后,受热的材料在短时间内冷却收缩并受到周围冷材料的约束,从而产生拉应力。当这种拉伸和压缩应力超过材料的屈服极限时,则产生塑性应力。图1c和图1d为电弧增材新层加热与冷却过程中的应力分布示意图,当增材新层并对其进行加热时,新层发生热膨胀并受到下方温度较低的旧层限制,导致新层存在压应力,下方旧层部分存在拉应力。当热源经过后,新层迅速冷却收缩,此时新层中存在拉应力,旧层存在压应力。为满足弯矩平衡,WAAM零件底部的基板形成拉应力区,整体从上到下形成“拉-压-拉”的应力分布。

图1 WAAM过程中应力分布机制
试验材料AA7075铝合金化学成分如表1所示,电弧增材关键工艺参数如表2所示。

表1 AA7075铝合金化学成分

表2 电弧增材AA7075铝合金薄壁件工艺参数
使用XL-640型Х射线应力测定仪分析电弧增材AA7075铝合金薄壁件的残余应力分布。测点范围如图2所示,为避免边缘效应的影响,考虑到电弧增材薄壁件的主要残余应力在面内方向,选择位于薄壁件中心宽度的x-z截面进行纵向剖切释放大部分面外应力,而面内的约束和边界条件变化对所测面内主要残余应力造成的变化有限。从分别距基板上表面高度8.5 mm,10 mm,11.5 mm的A-A线,B-B线,C-C线上各均匀选取20个面内测点进行残余应力测量。应力测试前使用电火花加工对薄壁件进行切割,并对待测表面进行电解抛光。测量过程选取sin2ψ法,利用Cu-Κα X射线辐射位于2θ = 139°的Al {311}衍射晶面。每个测点采用9β角与5°振荡的侧倾角,使用高斯函数拟合计算残余应力。
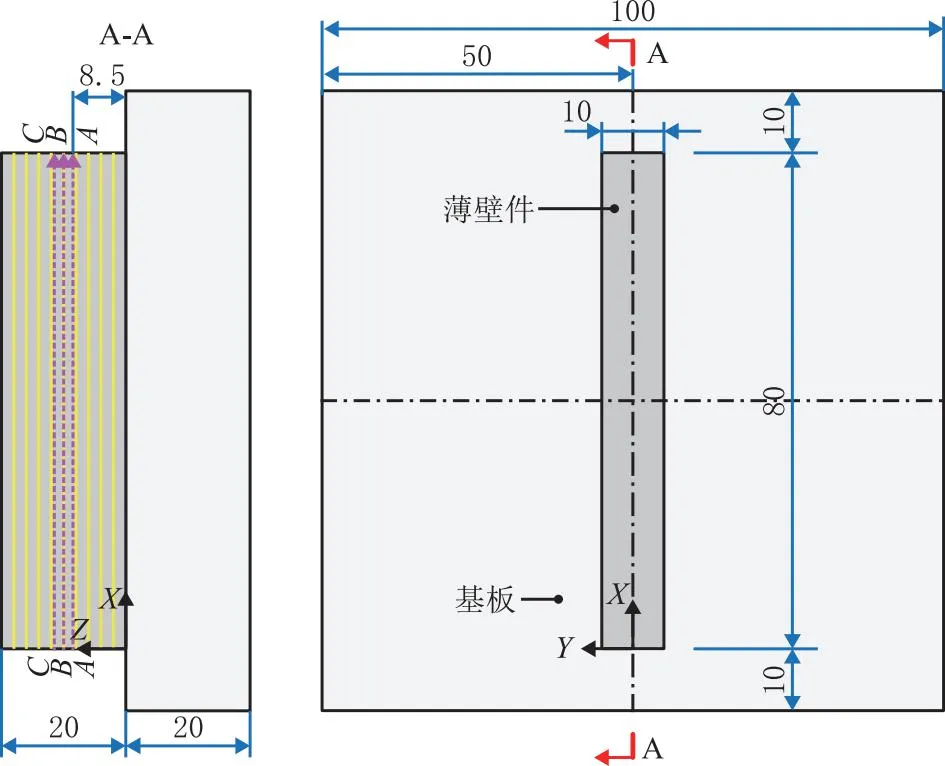
图2 残余应力测点范围
1.2 热弹塑性模型电弧增材有限元分析
电弧增材AA7075铝合金薄壁件的热弹塑性模型如图3所示,其网格尺寸最小为1 mm,由25 408个单元和30 145个节点组成,整个分析过程使用ANSYS进行顺序热力耦合分析。首先使用网格类型为八节点简化积分六面体单元Solid70进行三维瞬态热分析,通过施加移动热源与生死单元技术来模拟增材过程。其次采用了与各向同性硬化相关联的Von-Mises屈服准则热弹塑性材料模型,使用ETCHG指令将单元从Solid70转换为Solid185,使用LDREAD等指令加载温度场结果作为应力分析模型的初始条件来进行力学分析,在热分析与力学分析中网格保持不变。
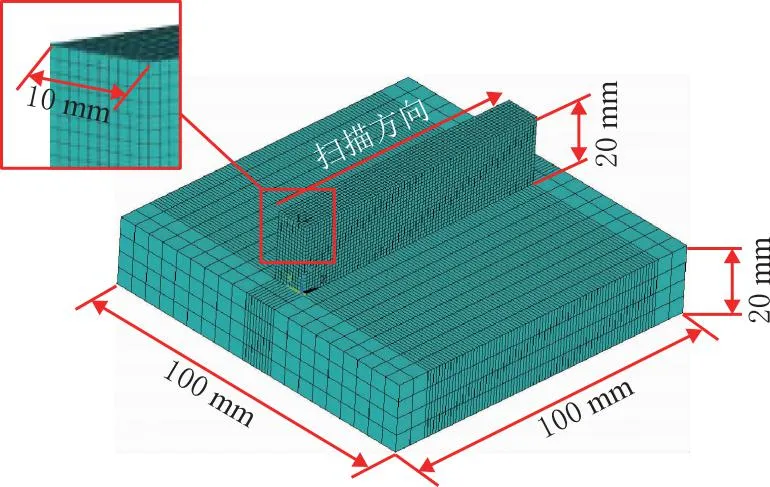
图3 电弧增材制造热弹塑性模型
考虑到AA7075铝合金的热物理参数在公开文献中并不完备,特别是在接近熔化状态的高温区域,这些参数的缺乏限制了有限元分析中对材料性能模拟的能力。因此,本研究采用了热力学模拟软件Jmat-Pro,对AA7075铝合金在不同温度条件下的材料性能进行了详细计算与分析,如图4所示。此外,由于实际电弧增材制造过程中复杂的物理和化学变化,为提高计算效率,本研究对模型进行了简化,并进行一些必要的假定[26]:

图4 AA7075铝合金热物理参数
(1)基材和沉积材料被假设为连续的均匀介质,材料的热物理性能随温度变化而变化。
(2)设定环境温度为25℃,忽略模型与工作台的热传导作用。
(3)沉积层均简化为具有统一厚度的矩形。
(4)忽略电弧增材过程材料的相变效应。
本文使用GOLDAK等[27]提出的三维双椭球模型来模拟电弧增材的热源,如图5所示,其数学表示为:
(1)
(2)
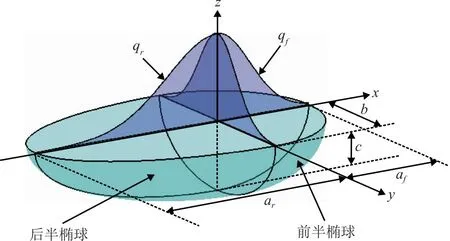
图5 双椭球热源模型
式中:Q为有效热输入量;af与ar分别为前后半球的长半轴;b为短半轴;c为热源深度;ff与fr分别为热源前后部分的能量分布系数。
在力学分析中,程序读取由热分析产生的温度分布历史,并将其作为热负荷应用。网格和材料性能保持与热分析中相同,单元类型从Solid70切换到Solid185进行力学分析。使用普遍用于WAAM仿真的简化夹紧约束[28],即对基板底面上所有节点的运动进行全方位的约束。这种几何简化避免了分析过程中可能发生的单元畸变,并且在不牺牲关键物理条件的情况下显著提高了模型收敛速度。
1.3 应力迭代法重构电弧增材残余应力场
1.3.1 本征应变相容原理
固体内部因任何一种非弹性过程而引入的不可恢复永久性应变被称为本征应变。本征应变引起固体材料内部发生变形不相容,从而导致残余应力的产生。因此,残余应力被定义为在没有任何外部载荷存在的固体中的锁定应力。电弧增材过程中由于温度梯度与热膨胀系数的差异导致塑性变形不均匀而形成残余应力,因此电弧增材过程中零件内部因热应力发生的塑性应变即为本征应变。基于小变形理论,当含有残余应力的固体要达到平衡状态,必须满足小应变不相容条件。在小变形近似条件下,总应变εr可以分解为弹性应变e和本征应变ε*两部分:
εr=e+ε*。
(3)
在线性弹性材料中,总应变必须相容以保持变形连续性。因此,引入本征应变时,三维固体的小应变相容方程可表示为[29]:

(4)
式中:Δ(x,y,z) = [Δ1,Δ2,Δ3,Δ4,Δ5,Δ6]T为方程右侧本征应变不相容而产生的额外载荷项。固体内部应变完全相容时,Δ= 0。
当固体内部含有残余应力时,边界条件要求该物体在所有边界处没有应力牵引,因此在没有外部载荷的情况下,应力张量σ的平衡方程表示为:
divσ=0。
(5)
对于刚度张量为C的线弹性材料,应力张量σ可通过胡克定律定义如下:
σ=C∶e。
(6)
对于各向同性的线弹性材料,上述公式可改写为:
(7)
式中:G为材料的剪切模量;E为材料的弹性模量;ν为材料的泊松比
以额外载荷项Δ1为例:
(8)
综上所述,当本征应变与材料弹性性质可以确定后,通过计算额外载荷项Δ,就可确定不相容固体内完整的残余应力场,即为本文所提应力迭代法的基本原理。在本研究WAAM过程中薄壁件发生的塑性应变为本征应变,然而基于ANSYS的有限元分析后处理中只能提取单元或节点的等效塑性应变,无法直接提取塑性应变分量,而总应变分量与弹性应变分量是已知的,因此可间接计算出本征应变分量。
1.3.2 残余应力迭代重构
图6为基于有限元分析的应力迭代法重构电弧增材铝合金薄壁件残余应力场的流程图。在力学分析中,固体存在3个正应力分量与3个剪切应力分量。由于电弧增材制造中新的沉积层对先前沉积层产生的剪切应力十分有限,根据LIANG等[30]报道的在增材制造过程中,新的沉积层在竖直方向上的应变只使当前层收缩,对下面的沉积层不会产生应力。因此,本文只考虑纵向(σLR)以及横向(σTR)上的残余应力分量基本不会影响结果。首先,根据X射线衍射法测量WAAM薄壁件映射区域中假设包含所有本征应变的有限样本点的残余应力值,该残余应力实测值需要保证一定程度上的连续性,以提高后续拟合与重构精度。由于现有残余应力测量手段难以充分测量构件纵向以及横向上的残余应力分量空间分布,采用式(9)所示MASUBUCHI等[31]提出的电弧加工残余应力分量公式作为基函数,对有限样本点的残余应力测量值进行三维重构,构造的残余应力分量函数如图7所示。为避免边缘效应,选取图8所示模型的中间部位作为残余应力重构映射区域,将应力分量逐层分配到有限元模型中单元的高斯积分点。
(9)

图6 应力迭代法重构残余应力场流程图

图8 重构残余应力映射区域
式中:σr为残余应力分量;σm为最大残余应力;f为残余应力分量宽度;η为层间温度修正系数。
假设σinput为映射区域样本点实测应力,在第一次迭代中运行静力平衡分析。由于外部应力场的引入,映射区域和未映射区域的应力分量将会重新分布,假设σoutput是经过一次迭代后映射区域内的重分布应力。当发生应力重分布时,此时σinput与σoutput之间会产生偏差。为保证多次迭代后σoutput最终收敛于σinput,在后续迭代中对输出应力进行比例-积分(Proportional-Integral, PI)调整,使其达到目标实测值,调整方程如下:
(10)

本文使用ANSYS APDL编写程序脚本实现应力迭代重构。在整个迭代过程中,网格不变,应力分量通过APDL中的INFI语句分配给单元的高斯积分点。
2 应力迭代法重构残余应力场验证与分析
2.1 X射线衍射法测得残余应力
如图9所示分别为电弧增材制造AA7075铝合金薄壁件中心层x-z平面测定的纵向与横向残余应力值,以及根据式(9)构造的残余应力分量值。随着纵向沉积长度的增加,纵向残余应力基本呈对称分布,并在电弧的起弧与灭弧点发生了应力突变。在沉积层中垂线附近,较高的纵向残余拉应力是为了不断平衡因沉积层数堆积而引起的循环受热膨胀与冷却收缩。当远离沉积层中垂线时,高残余拉应力降低至接近于零的轻微残余拉应力。与此同时,横向残余应力明显低于纵向残余应力,但在中间区域仍具有明显的拉伸性质。
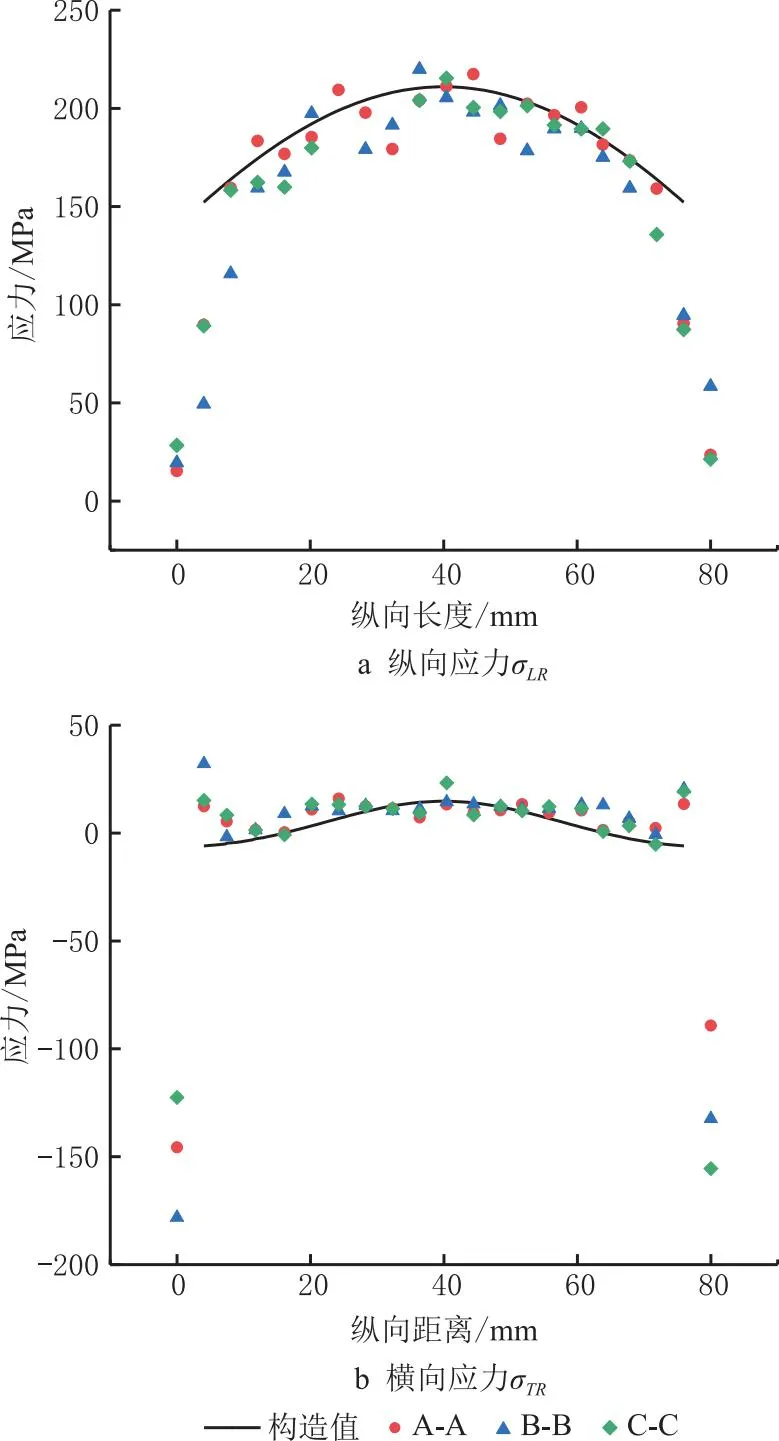
图9 X射线衍射应力值与基函数构造值
2.2 热弹塑性模型计算得残余应力
基于表2的电弧增材工艺,采用双椭球热源与热弹塑性模型模拟电弧增材制造AA7075铝合金薄壁件,图10为纵向中心截面的应力分布云图,应力仿真值与X射线衍射测得实验值的对比结果如图11所示。数值模拟与实验测量结果呈现相似的趋势,除了远离沉积层中垂线的起弧与灭弧区域外,残余应力的仿真值与实测值较为吻合,拉应力峰值均出现在沉积层中垂线附近,整体呈现对称分布,验证了有限元模型的准确性。二者存在一定偏差主要归因于模拟过程中的热源特征参数是恒定的,但在真实试验中是变化的,同时材料的热物理性质和模型的网格质量也影响模拟结果的准确性。另外,在X射线衍射法应力测试中,由于本文为避免边缘效应对试样进行了纵向剖切取样,释放了部分残余应力,同时样品表面质量对X射线衍射法测得的残余应力也会有较大影响。
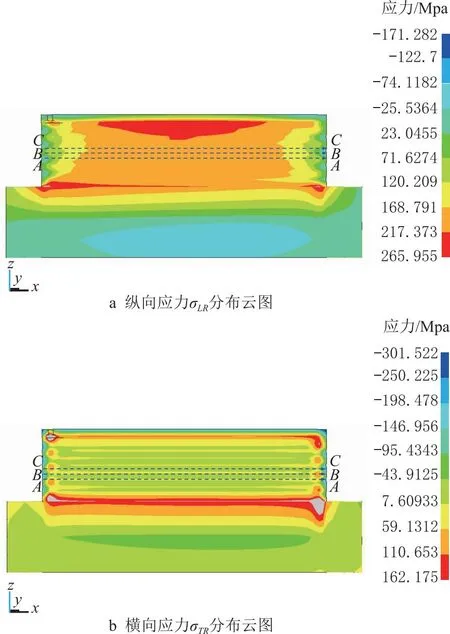
图10 热弹塑性模型应力分布云图
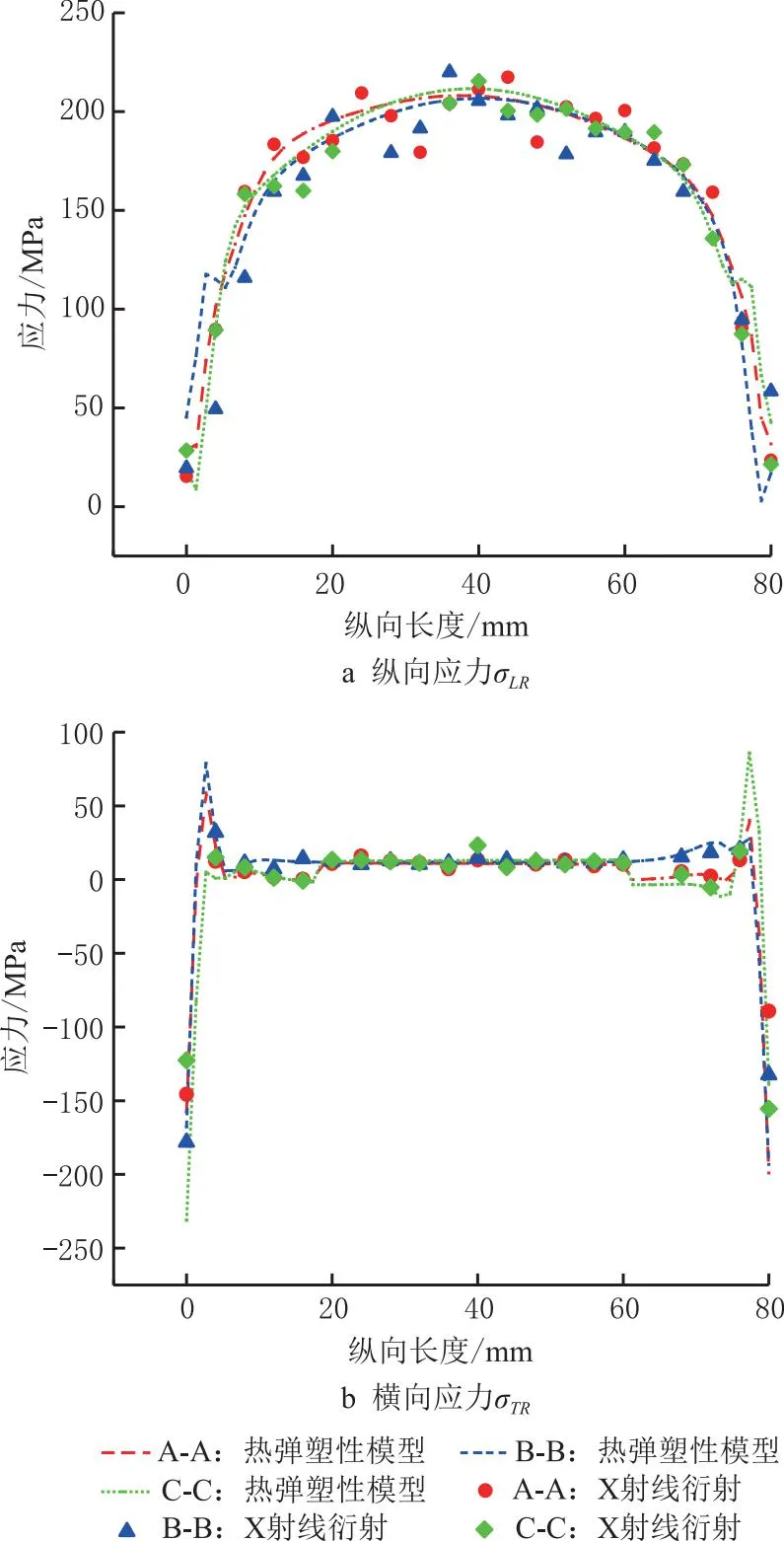
图11 热弹塑性模型与X射线衍射应力结果对比
2.3 应力迭代法重构残余应力场对比分析
经50次应力迭代,直到映射区域输出的残余应力与实测值满足收敛条件,总体上获得了完整的残余应力重构。热弹塑性模型与应力迭代重构的残余应力三维分布结果如图12所示。图13为各方法对B-B线的应力测量结果对比。应力迭代法重构的残余应力对比实测值与热弹塑性模型仿真值,其重构结果的一致性较好,可以在令人满意的水平上重构整个WAAM薄壁件的残余应力场。同时重构值存在一定的误差,这是由于考虑到本研究残余应力检测手段与成本,观测与迭代的应力张量仅为二阶张量(纵向与横向),并非包括所有方向(三个正应力分量与三个剪切应力分量),相当于是信息缺失的迭代。因此,在三维复杂应力状态分析时,会产生相对误差。需要注意的是,应力迭代法重构的应力最大值与仿真值相差较大,这是由于直接参与重构的应力分量位于薄壁件中心稳定区域,对于薄壁件与基板接合的应力集中处以及起弧与灭弧的应力突变区域会产生较大误差。为减小应力场重构误差,在这些应力集中与突变区需要使用更精细的网格进行计算。
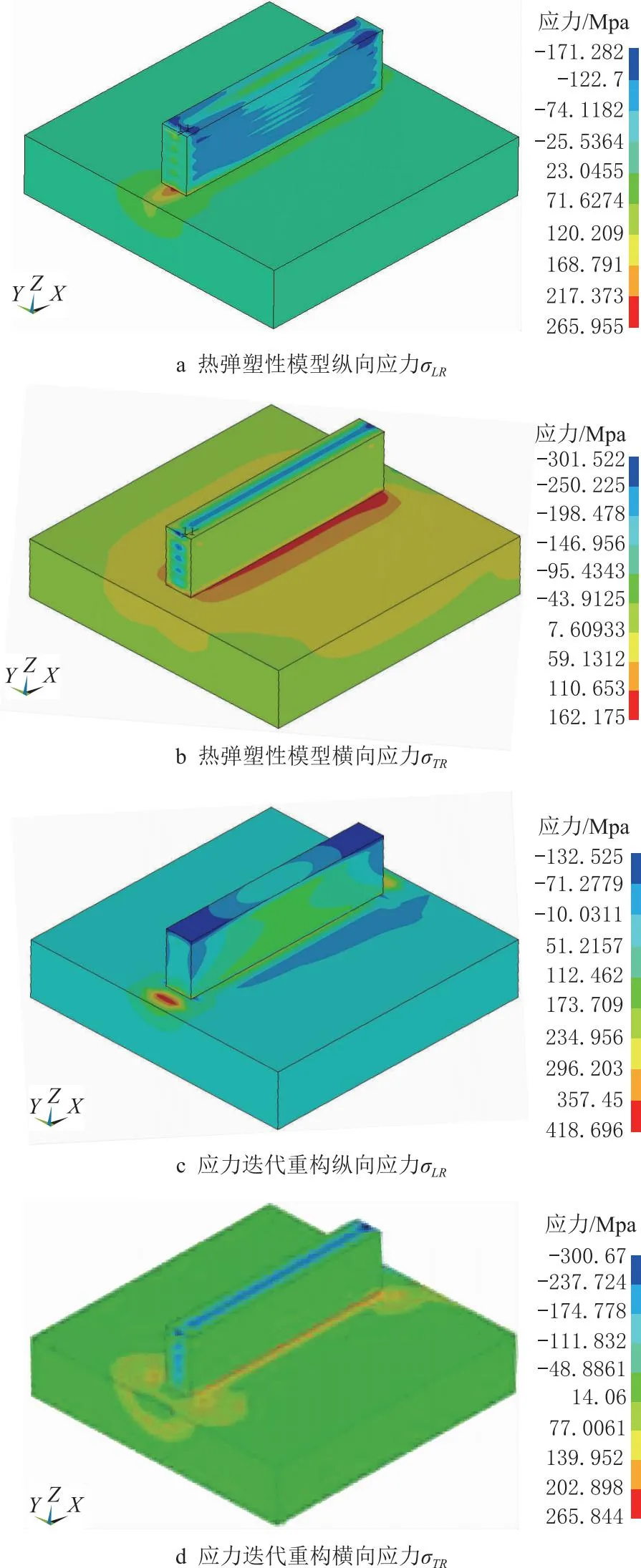
图12 热弹塑性模型与应力迭代重构的残余应力三维分布

图13 B-B线残余应力结果对比
本文提出的应力迭代法重构电弧增材AA7075铝合金薄壁件残余应力场省去了寻找合适本征应变分布的麻烦,直接利用有限实测应力值获得应力分量分布。该方法的优点在于避免了求解本征应变分量的逆问题,只需要有限的实测应力值就能求解应力平衡方程,无需消耗巨大的计算资源即可重构完整的残余应力场。
3 结束语
本文提出一种通过应力迭代重构电弧增材AA7075铝合金薄壁件残余应力场的新方法,基于X射线衍射法测得的有限残余应力值,利用有限元分析中的静力平衡实现了电弧增材薄壁件的完整残余应力场重构,同时对比了热弹塑性模型电弧增材仿真结果,得到以下结论:
(1)电弧增材制造AA7075铝合金薄壁件的中心层主要为残余拉应力,且呈对称分布,在起弧与灭弧区域发生应力突变。
(2)分别对比实测值与热弹塑性模型有限元模拟值,所提方法重构的残余应力场精度较高,相对误差均在10%以内,证明了应力迭代法重构电弧增材AA7075铝合金薄壁件残余应力场的有效性。
(3)将有限的实验数据与静力平衡相结合是一种简单且高效的残余应力场重构方法,可用于电弧增材薄壁件的全局残余应力场重构,但在应力集中与突变区域的重构精度较低,今后仍需进一步的研究来评估该方法对于电弧增材复杂几何构件的适用性。
猜你喜欢
农业工程学报(2022年7期)2022-07-09
石材(2022年4期)2022-06-15
数学物理学报(2020年1期)2020-04-21
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
数学物理学报(2018年4期)2018-09-14
焊接(2016年9期)2016-02-27
焊接(2016年4期)2016-02-27
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12
断块油气田(2014年5期)2014-03-11