酱油中铅的测定能力验证结果与整改情况分析
2024-04-10 00:50赵晓霞
现代食品 2024年3期
◎ 赵晓霞
(云南省弥勒市疾病预防控制中心,云南 弥勒 652399)
铅是一种有害的蓄积性重金属,长期摄入铅超标的食品,可能导致铅中毒。铅中毒可能造成血红蛋白功能障碍,引起贫血等血液系统疾病,伤害神经系统,影响儿童生长发育,导致儿童智力发育障碍以及身高体重发育不良等。而酱油是日常饮食的调味品,它因风味独特,成为人们日常生活中最常用的调味品。国家卫生标准规定调味品中铅含量应小于1.0 mg·kg-1。而作为重要调味品的酱油,如果在原料选择或制作工艺过程中,引入或受到了铅的污染,容易造成铅含量过高甚至超标,因此整个过程需要严格控制。食盐作为酱油中的主要成分,其主要生产方式为海水晒盐。近年来,海洋环境受铅等重金属污染严重,因此高盐食品中铅的检测具有十分重要的意义。
《食品安全国家标准 食品中铅的测定》(GB 5009.12—2017)[1]一共有4 种方法,根据云南省弥勒市疾病预防控制中心认证方法和实验室条件,本次考核选择了第一法(石墨炉原子吸收光谱法)测定酱油中铅的含量。该方法灵敏度高,检测限低,但对于高盐食品,其中氯化钠会产生干扰,容易使检测结果偏高。
1 材料与方法
1.1 样品来源
云南省市场监督管理局向实验室发放了3 个编号分别为267、491 和655 的酱油样品,每份样品为50 mL,检测项目为酱油中氨基酸态氮和铅(以Pb 计)的含量。其中2 个为考核盲样,一个为干扰样。因酱油中氨基酸态氮检测结果反馈合格,本文仅就本次铅的能力验证结果不合格整改情况进行探讨。
1.2 主要试剂与仪器
硝酸(优级纯),国药集团化学试剂有限公司;硝酸钯(优级纯),山东西亚化学股份有限公司;磷酸二氢铵(优级纯),国药集团化学试剂有限公司;铅元素标准溶液[GBW(E)08619 23061,浓度为1 000 µg·mL-1,20 mL/瓶,有效期至2028 年8 月],中国计量科学研究院;酱油中铅含量质控样品[CFAPA-QC600B-4,(4.15±0.40) mg·kg-1,有效期至2023 年12 月30 日],大连中食国实检测技术有限公司;实验用水为去离子水(电导率≥18.1 MΩ·cm)。
ICE3500 原子吸收光谱仪,赛默飞世尔科技(中国)有限公司;MWD-600 微波消解仪,上海元析仪器有限公司。
1.3 样品前处理
分别称取3 个编号的样品各2 份(精确至0.001 g),共6 份,置于微波消解罐中,加入6 mL 硝酸,按照实验室使用的微波消解仪操作步骤对试样进行消解,冷却后置于赶酸器中于160 ℃赶酸至1 mL 左右,放凉,转移消化液至25 mL 容量瓶中,用去离子水洗涤消解罐并定容至刻度,每个编号的样品制作两份平行样,备测,同时做空白实验。微波消解程序见表1。

表1 微波消解程序表
1.4 标准溶液的配制
(1)铅标准储备溶液I(10 mg·L-1)。用单标线刻度吸管准确吸取1.0 mL 1 000 mg·L-1的GBW(E)08619 23061 铅标准溶液于100 mL 容量瓶中,用1%硝酸定容至刻度,混匀备用。
(2)铅标准储备溶液Ⅱ(500 µg·L-1)。用单标线刻度吸管准确吸取5.00 mL 铅标准储备溶液I 于100 mL 容量瓶中,用1%硝酸定容至刻度,混匀备用。
(3)铅标准使用溶液(50 µg·L-1)。用单标线刻度吸管准确吸取10.0 mL 铅标准储备溶液Ⅱ于100 mL容量瓶中,用1%硝酸定容至刻度,混匀备用。
1.5 仪器条件
开机,检查各部件是否正常。设置器仪器作条件,即波长283.3 nm,狭缝0.5 nm,灯电流9 mA,干燥100 ℃/30 s,灰化700 ℃/20 s,原子化1 300 ℃/3 s,净化2 500 ℃/3 s。预热,待仪器处于稳定状态,将配制好的铅标准系列及考核样品、质控样品分别注入仪器,加入5 μL 基体改进剂磷酸二氢铵-硝酸钯溶液,测定其吸光度。
1.6 样品中铅含量的计算
样品中铅含量的计算公式为
式中:X为样品中铅含量,mg·kg-1;c为样品消化液中铅的浓度,µg·L-1;c0为空白消化液中铅的浓度,µg·L-1;m为样品取样量,g;v为试样消化液总体积,mL。
2 结果与分析
2.1 标准曲线绘制
以1.4(3)配制好的50 µg·L-1铅标准使用溶液为母液,配制7 个标准浓度点(0 µg·L-1、5 µg·L-1、10 µg·L-1、20 µg·L-1、30 µg·L-1和40 µg·L-1和50 µg·L-1),以吸光度值为纵坐标,铅元素质量浓度为横坐标,绘制铅元素的校准曲线。由图1 可知,铅在0 ~50 µg·L-1线性关系良好,线性方程为y=0.009 7x-0.001 7,相关系数大于0.999。
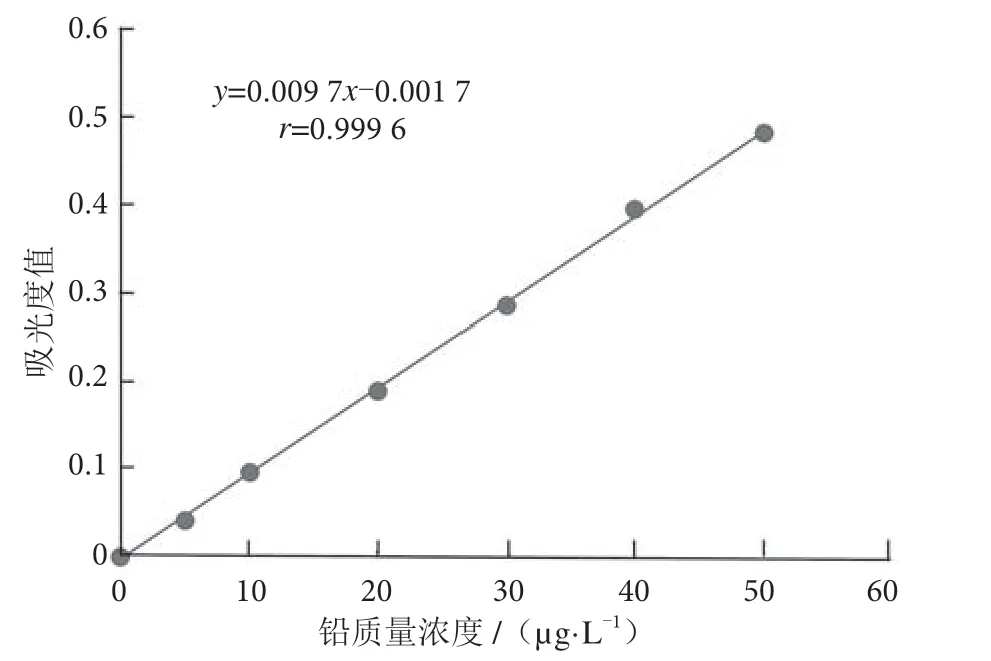
图1 铅的标准曲线图
2.2 样品测定
实验采用测定平行样取平均值的方法确保数据的准确性和精密度[2]。空白平行样(KB-1、KB-2),质控平行样(QC600B-4-1、QC600B-4-2),考核样267(267-1、267-2), 考 核 样491(491-1、491-2),考核样655(655-1、655-2)测定吸光值代入标准曲线计算出溶液中铅的浓度,再根据式(1)计算出各样品中的铅含量。由表2 可知,实验室质控样品中铅含量的平均值为3.84 mg·kg-1,在参考值(4.15±0.40) mg·kg-1范围内,平均值误差为-0.31(<±0.40),满足其不确定度范围。说明实验操作过程满足检测要求,实验结果相对可靠,否则需要找出相对误差产生的原因,并加以排除,再进行实验。

表2 样品测定结果表
2.3 能力验证结果、原因分析以及纠正措施
2.3.1 能力验证结果
组织方以编号267、655 为考核样,491 为干扰样(检测结果不计入能力验证结果评价),依据《能力验证结果的统计处理和能力评价指南》(CNAS-GL002:2018)、《检验检测机构能力验证管理办法》计算出公议值、标准化IQR 值以及实验结果的Z值。评判方法如下。当|Z|≤2,评价结果为满意,判定为合格;当2 <|Z|<3,评价结果为有问题,判定为不合格;当|Z|≥3,评价结果为不满意,判定为不合格。能力验证结果见表3。

表3 能力验证结果评价表
2.3.2 酱油中铅检测不合格原因分析
造成酱油中铅(以Pb 计)检测结果不合格的原因主要表现在3 个方面。①人、机、料、法、环和测各个环节都有可能影响测定结果,如取样、消解和定容等处理不当都有可能产生误差。②由于酱油中含盐成分比较高,在用石墨炉法检测铅的过程中,会不可避免地产生基体干扰。取样量较大,定容体积较小时,浓度增高,会加剧基体干扰,影响结果的准确性[3-4]。③微波消解温度和时间选择不当,赶酸是否完全,石墨炉操作温度是否合适,铅是否消解完全以及是否有挥发损失等都会影响检测结果。
2.3.3 纠正措施
①所有检测人员对检测方法以及检测过程中的人、机、料、法、环、测所有因素进行学习培训。②根据所使用微波消解仪情况,优化微波消解条件,优化后分3 个步骤,即120 ℃升温5 min,恒温5 min;160 ℃升温5 min,恒温20 min;180 ℃升温5 min,恒温10 min。③按照国标方法,严格控制赶酸过程,保证在将酸赶尽的同时,不使溶液干涸,避免铅元素在赶酸过程中的损失。④优化石墨炉原子吸收仪光谱仪程序升温程序,干燥分两步,即120 ℃/30 s,300 ℃/10 s,灰化700 ℃/20 s,原子化1 300 ℃/3 s,净化2 500 ℃/3 s。
为验证以上整改措施的有效性,实验室于2023 年12 月8 日参加云南省市场监督管理局委托大连中食国实检测有限公司举办的测量审核,样品编号为170,测量审核报告编号MA0035-202312-067,实验室检测结果为1.62 mg·kg-1,公议值为1.39 mg·kg-1,稳健标准差为0.15 mg·kg-1,实验室Z值为1.53,结果反馈满意,实验室圆满完成了整改工作。
3 结论
能力验证[5]可以帮助实验室评估自身能力、提高技术水平和管理水平。当实验室能力验证结果不满意时,必须及时对不合格原因进行深入分析,包括对人、机、料、法、环和测等所有检测环节的深入审查,找出具体原因,并制定纠正措施,改进实验流程,优化实验操作条件,更新、维护设备,提高操作人员技能,重新培训学习等。在纠正措施实施后,需要重新参加能力验证或其他质控方法来监控和验证,以确保措施的有效性。通过此次能力验证和对照能力验证结果进行整改,以及对整改措施的再次验证,实验人员的质量意识、实验室的检测能力和整体水平都得到了很大的提升,同时证明了实验室拥有检验能力和有效的质控管理方法。
猜你喜欢
宝钢技术(2021年4期)2021-09-10
环境影响评价(2020年3期)2020-09-18
上海包装(2019年2期)2019-05-20
机电安全(2018年3期)2019-01-29
现代园艺(2017年19期)2018-01-19
化工进展(2015年3期)2015-11-11
电源技术(2015年7期)2015-08-22
电测与仪表(2015年7期)2015-04-09
电测与仪表(2014年9期)2014-04-15
电测与仪表(2014年11期)2014-04-04