
中国白酒企业酿酒废水处理现状与展望
2024-04-02 01:46李蓓遥黎崎均高志渊郑兴文
酿酒科技 2024年2期
李蓓遥,苏 建,孙 铜,黎崎均,高志渊,郑兴文*
(1.四川轻化工大学化学与环境工程学院,四川自贡 643000;2.宜宾五浪液股份有限公司,四川宜宾 644000)
白酒作为我国特有的蒸馏酒品种,有着三千多年的发展历史,对我国国民经济建设和发展起着举足轻重的作用。白酒是以淀粉质或糖质植物作为原料,加入发酵剂后,经过原料粉碎发酵、蒸馏、贮存及勾兑等工艺而制成的蒸馏酒。在此过程中会产生大量废水,即酿酒废水。酿酒废水通常分为低浓度有机废水和高浓度有机废水。前者主要包括冷却水、洗瓶水、场地冲洗水,其污染物浓度较低,可以循环利用或处理后可直接排放;后者指底锅水、黄水、粮食浸泡水等,富含淀粉、还原糖、有机酸、酯类、醇类等有机物,是引起环境污染的主要原因[1]。据统计,每生产1 t 白酒就要排出12~20 t 废水[2],这使得酿酒成为我国排放有机污染物浓度最高的行业[3]。酿酒废水具有高化学需氧量(COD)、生化学氧量(BOD)、悬浮物(SS)、可生化性好等特点,若将废水直接排放,则会造成水体的严重污染。本文就目前酿酒废水的处理现状、工艺与流程、技术特点等进行了总结介绍,并对酿酒废水的处理和资源化利用进行了展望。
1 酿酒废水处理工艺概述
目前,酿酒废水的处理主要从达标排放为主,主要的处理技术如图1 所示,包括物理化学技术、生物技术和联用技术等。此外,许多研究者还采用新技术如电解法[5]、催化法等[7]对白酒废水的处理进行了研究。在这些处理技术中生物技术和联用技术凭借高效、绿色、经济等特性在酿酒废水治理中脱颖而出并占主导地位。酿酒废水由于有机物浓度高、悬浮颗粒多、B/C 值较大等特点,利用单一技术手段进行处理,往往难以达到排放标准,因此在实际处理中多采用联用技术。通常酿酒废水处理过程包括预处理、主体生化和深度处理[10]。
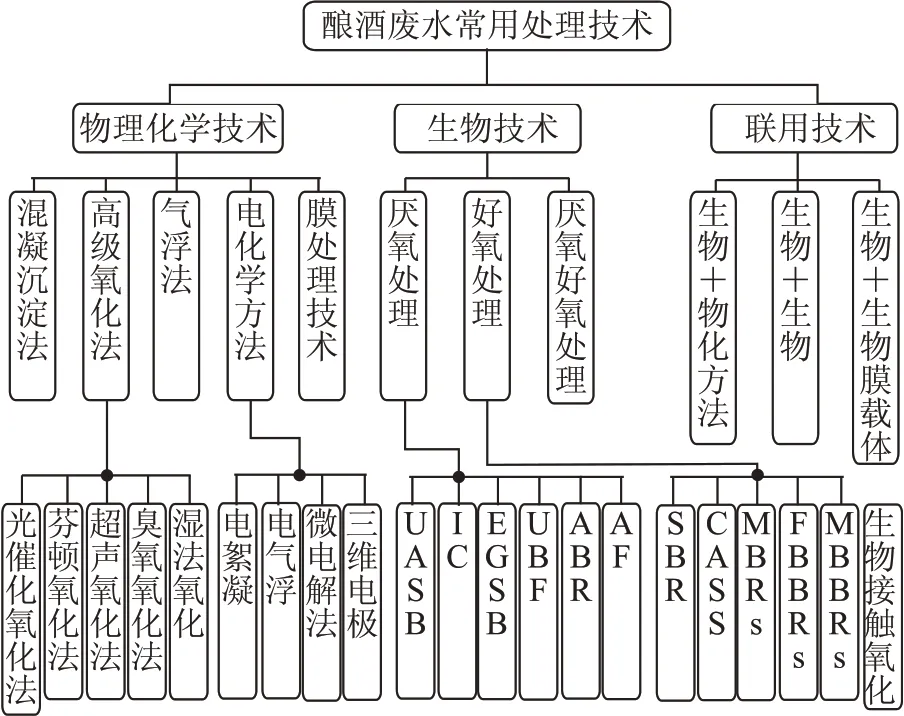
图1 酿酒废水常见处理技术及分类
1.1 预处理
酿酒废水中通常含有谷壳、麦麸、破碎粮食颗粒等悬浮物质,悬浮物浓度较高,为避免管道等设施的堵塞和保障后续处理设施正常运行,对废水进行预处理以实现废水中悬浮物的去除就显得十分必要。通常酿酒废水中悬浮物的去除主要是通过沉降、离心或气浮等方式来实现的,包括栅/筛网、调节池、气浮池、沉淀池等物理分离设施。另外,为了降低后续生化处理的难度,预处理也常常包括混凝、微电解、水解酸化和高级氧化等手段或措施[11]。酿酒废水pH 值低、水质水量变化大以及大分子有机物含量高,并不能直接被微生物所利用,常通过设置调节池来稳定pH 值和水质水量,设置水解酸化池将大分子有机物转化为小分子有机物,提高酿酒废水的可生化性,以此减轻生化处理及后续处理的负荷,为其深度处理创造良好的条件。
1.2 主体生化
酿酒废水属于典型的高浓度有机废水,可生化性强,但水质成分复杂,采用单一的水处理工艺很难实现达标排放。因此,酿酒企业大多采取厌氧和好氧结合的复合工艺来进行处理。厌氧工艺具有投资少、效率高、耗能低、负荷高等优点,并能利用产生的甲烷气供热等,特别适用于处理高浓度的有机废水如“黄水”“底锅水”“发酵盲沟水”等。常见适合于酿酒废水处理的厌氧处理生物反应器有上流式厌氧污泥床反应器(UASB)、内循环厌氧反应器(IC)、厌氧膨胀颗粒污泥床(EGSB)、上流式污泥床-过滤器(UBF)、折流式厌氧反应器(ABR)和厌氧过滤器(AF)等。厌氧生物法处理技术尽管可大幅降低COD 和BOD5,但对总磷和氨氮的去除效果有限。好氧法处理白酒废水中磷酸盐和氨的效果好,常用的方式有序批式活性污泥法(SBR)、周期循环活性污泥法(CASS)、膜生物反应器(MBRs)、固定床生物膜反应器(FBBRs)、移动床生物膜反应器(MBBRs)以及生物接触氧化法等。好氧处理设备由于投资大、能耗高、有机负荷低,一般适合处理中、低浓度的有机废水。因此,国内大部分白酒生产企业采用厌氧好氧联用工艺处理酿酒废水,充分利用了厌氧工艺和好氧工艺对COD 的耐受性差异,结合了两种工艺的优势,不仅实现了酿酒废水中有机污染物、氨氮以及总磷的有效去除,而且通过厌氧作用生成沼气,进一步实现了资源化利用,为酿酒企业绿色低碳发展做出了重要贡献。
1.3 后处理
经主体生化处理后,由于色素的存在酿酒废水仍为红褐色或黑褐色。因此,酿酒废水的后处理要解决色度和悬浮物的问题,通常采用的方法有:吸附法、膜过滤法、催化氧化法、混凝沉淀法等。
2 国内白酒企业酿酒废水处理
随着水处理技术的发展和完善,我国大型白酒企业大多具备自己独特的污水处理工程,形成了以厌氧生物处理工艺为主,预处理、好氧微生物工艺和深度处理工艺为辅的处理方式,优势在于工艺稳定,处理后的水质符合国家的排放要求,且厌氧所产甲烷可供热或发电,极大提高了酿酒废水处理的经济性。下面对文献报道的我国白酒生产企业的酿酒废水处理工艺进行了总结。
2.1 UASB+好氧处理工艺
2.1.1 UASB+SBR处理工艺
UASB,即上流式厌氧污泥床反应器,因其容积负荷高、水力停留时间较短、结构紧凑、操作运行简单以及适用范围广等特性,在酿酒废水的厌氧处理中应用较多。由于酿酒废水水质复杂,在实际过程中采用单一的厌氧处理并无法满足酿酒废水处理的需求,因此,其往往与其他好氧处理联用,才能实现酿酒废水达标排放。
四川五粮液集团根据白酒生产的工艺技术特点和水质特性选择采用两级常温UASB-UBF-SBR工艺处理生产废水[12],其工艺流程如图2 所示。在窖房酒锅处设置滤网拦截回收糠壳及淀粉,在各管网交汇处设置沉井,废水进入酸化调节池前再次集中除渣,去除废水中的大颗粒杂质及悬浮物,之后废水进入酸化调节池预处理,实现水质、水量调节和废水可生化性的提高,极大地保障了UASB 装置的运行稳定性。经长时间运行,各单元设计COD去除率为:酸化调节池20 %,两段UASB 为95 %,SBR 为75 %。除此之外,该工艺运行过程中无需化学药剂调节pH 值,仅前段有机污染物的去除率就大于95 %,具有一池多能特点的酸化调节池在整个酿酒废水处理过程中发挥了重要作用。

图2 四川五粮液集团白酒废水处理工艺流程图
四川绵阳市丰谷酒业有限责任公司采用了类似的酿酒废水处理工艺[13],其具体的工艺流程为:废水→除渣机→调节池→水解酸化池→UASB 池→SBR 池→过滤池→水生生物净化池→排水口在线监测→排水。酿酒废水经过好氧、厌氧微生物水解酸化,再进行厌氧微生物消化,把有机物转化成沼气和污泥,污水流入SBR 池内进行曝气,以消化水中的有机物和无机物,并转化成气体溢出,同时形成其他有机体浮游于水中排出或结成固体颗粒沉降;又通过水生动植物的新陈代谢作用,消化水中的有机体,达到净化水质的目的。丰谷酒业在白酒废水治理运行过程中,通过对生态系统的分析、研究,逐步改进,各种产物都得到了很好的利用,整个废水治理中的生态系统既起到环保作用又收到良好的经济效益。
青岛第一酿酒厂同样采用了UASB-SBR 联合工艺处理酿酒精废醪[14],具体流程为:沉砂降温→固液分离→酸化调节→厌氧消化→气浮除渣→SBR 好氧处理。废水经处理后,悬浮物和化学需氧量的去除率都在95%以上,pH 值由处理前的平均4.5 提高到处理后的7~8,污水处理设施出水口处的出水指标也均达到了国家污水综合排放标准一级排放标准,固液分离出来的醪渣作为饲料添加剂出售,厌氧过程产生的沼气也为该公司带来经济效益。
河北衡水老白干酿酒(集团)有限公司采用DDG-UASB-SBR 工艺处理玉米酒精糟液,流程如图3 所示[15]。玉米酒精糟COD 高,直接处理,投资较大,且玉米酒精糟的蛋白质含量大于28%,饲用价值很高,故采用固液分离,固体糟经干燥后作饲料。固液分离后的滤液CODcr降到25000 mg/L 以下,后续采用UASB-SBR 工艺。经处理的排放水,其BOD5、CODCr、SS、pH 值等均符合GB 8978—1996 污水综合排放标准的有关规定。实践证明,该工艺运行稳定、可靠,处理效率高,投资少,占地面积小,DDG 饲料和沼气回收,提高了企业经济效益,避免了资源浪费,实现了循环经济。

图3 河北衡水老白干酿酒(集团)有限公司酿酒废水处理工艺流程图
湖北黄鹤楼酒业咸宁生态酿酒基地的废水处理采用预处理-UASB-SBR-BAF(C)-BAF(N)-气浮-纤维球过滤-紫外线消毒的工艺[16],工艺流程图如图4 所示。经处理,废水的SS、BOD5、COD 去除率达99%以上,NH3-N 去除率达97%以上,排放水质达到《发酵酒精和白酒工业水污染物排放标准》GB 27631—2011 要求,且该工艺有效治理了有害气体CH4的排放,并将其转化为电能,创造了良好的经济效益。

图4 湖北黄鹤楼酒业咸宁生态酿酒基地酿酒废水处理工艺流程图
2.1.2 UASB+接触氧化工艺
贵州某白酒企业地处赤水河支流,以高粱为主要原料,生产酱香型白酒,产生大量污染极为严重的酿酒废水,该企业采用UASB+缺氧+二级接触氧化法为主体处理工艺进行处理[17],其工艺流程见图5。

图5 贵州某白酒企业酿酒废水处理工艺流程图
全厂所有生产废水混合后经机械滤网流入调节池,对进水量进行匀质调节,保证工艺运行的稳定。废水用泵抽入混凝气浮装置中,去除废水中的悬浮物,达到固液分离效果,以降低废水中的有机污染物浓度,为后续处理做好准备。气浮池出水进入UASB 反应器进行厌氧反应,然后废水进入缺氧池,在缺氧池内进行反硝化脱氮,后进入两级生物接触氧化池,通过池底曝气对废水进行充氧,并使池体内废水处于流动状态,以保证废水与废水中的填料充分接触,在好氧的条件下,通过好氧微生物的新陈代谢作用将废水中的高浓度有机污染物去除。二级生物接触氧化池出水进入混凝沉淀池,通过投加混凝剂去除废水中的悬浮物,后进入化学除磷池中,通过投加铝盐去除废水中的磷,使其达到GB 8978—1996 污水综合排放标准中的一级标准排放。该工艺的特点是通过厌氧降解高浓度有机废水的COD 指标,好氧进行补充处理,增加的缺氧池通过混合液回流能有效的去除废水中的氨氮,整个系统运行平稳,耐冲击负荷能力强,且具有高效低耗、结构紧凑、占地面积小的优点。
河南省宋河酒业股份有限公司的酿酒废水采用的是两级UASB-絮凝沉淀-两级好氧滤池工艺处理[18],流程如图6所示。废水进入格栅井,初步去除大颗粒固体杂物,用污水泵把水输进调节池,在调节池中污水进行混合,存盈补缺,如果温度低还可以在此加热,使水温升到25 ℃以上。用泵将污水送到一级厌氧池,污水从池底布有小孔的数根管道均匀进入池中,在水流上升过程中有机物与厌氧菌种作用而降解,气体也随着上升进入三项分离器的集气罩,排出后集中处理,反应过程中产生的污泥从池底排泥管送入污泥浓缩池。上升的水流通过溢水口以自流方式进入二级厌氧池,使有机物进一步降解,再自流到絮凝沉淀器,在这里可以加药使大量悬浮物絮凝下沉,排入污泥系统。废液以自流方式进入一、二级好氧滤池,在这里用罗茨鼓风机进行曝气,使有机物与好氧菌接触,进一步降解到排放标准以下。工艺运行结果表明,废水经处理后,COD 和SS 均低于GB 8978—1996 污水综合排放标准中的二级排放标准,并且该工程操作弹性大,对COD、温度、流量变化适应性较强。

图6 河南省宋河酒业股份有限公司酿酒废水处理工艺流程图
湖北省劲牌酒业有限公司毛铺基酒基地采用图7所示的UASB-生物接触氧化法-活性污泥法处理酿酒废水[19],运行结果表明进水CODcr浓度在10000 mg/L 以下时,出水CODcr、BOD5等各项污染物指标均达到国家污水综合排放标准的一级标准。该工艺中好氧处理采用氧化沟池型(椭圆型)的活性污泥法,出水部分回流与进水混合,稀释了进水浓度,大大提高了处理效率,同时以此取代了常规处理白酒废水采用的气浮工艺,降低污泥的含水率,节省了药剂费用,降低了运行成本。整个废水处理系统运行平稳,耐冲击负荷能力强,具有高效低耗、结构紧凑、占地面积少、污泥产量少、操作管理方便、运行可靠等特点。

图7 湖北省劲牌酒业有限公司毛铺基酒基地酿酒废水处理工艺流程图
湖南湘泉集团酒鬼酒股份有限公司采用的是UASB-生物接触氧化-气浮的工艺处理废水[20],好氧处理部分采用二级串联接触氧化池,泥水分离采用气浮工艺,处理流程如图8 所示。高浓度生产废水经格栅截阻漂浮状态污物,在沉淀池内去除一部分悬浮颗粒。通过调节池,加碱调匀酿酒废水的酸性水质,加盐提供后续生物处理的营养物。当水温较低时,开启加热器使水温升至中温,提高UASB反应器对BOD、COD、SS 等的去除率。废水在UASB 反应器中经过厌氧处理后污染物浓度大幅降低,至一级接触氧化池进行好氧处理,一级氧化后的出水再进入二级接触氧化池进行残留有机污染物的处理。接触氧化过程中,填料表面脱落下来的生物污泥含有大量气泡,因此须采用气浮工艺将这些接触氧化过程中脱落的生物膜和剩余的无机污染物转化成浮渣,并从废水中分离出来实现固液分离。经整个流程处理后的达标水直排浪头河。当污染物浓度超标时,送二级接触氧化池,处理后排放。运行结果显示,废水经处理后,COD 为150 mg/L,BOD为30 mg/L,SS为150 mg/L,达到了GB 8978—1996污水综合排放标准中的二级排放标准。

图8 湖南湘泉集团酒鬼酒股份有限公司酿酒废水处理工艺流程图
青海省青稞酒厂是国内最大的青稞酒生产基地,该厂采用图9所示的UASB-生物接触氧化处理工艺处理酿酒废水[21],该工艺的运行结果显示该工艺污水处理效果明显,出水指标要求达到了GB 8978—1996污水综合排放标准中一级排放标准。

图9 青海省青稞酒厂酿酒废水处理工艺流程图
湖南某白酒生产企业采用了图10 所示的“沉砂/集水池+斜筛/pH 调节+UASB+好氧”的处理工艺路线处理废水[22]。前端采用“沉砂/集水池+斜筛过滤/pH 调节(冷却塔)”的物化预处理工艺,可以有效去除废水中无机颗粒以及密度比较大的有机悬浮物,降低废水中悬浮物SS 的浓度,同时通过投加液碱来提高废水pH 值,保证厌氧系统的处理效果。然后通过“厌氧+好氧”生化组合处理工艺,对废水中的有机污染物进行彻底降解,确保各项出水指标达到设计标准。实际调试运行表明,该工艺技术路线选择合理,系统出水COD、BOD分别为60~80 mg/L和8~15 mg/L。

图10 湖南某白酒生产企业酿酒废水处理工艺流程图
贵州省某名酒工业园采用的是两级UASB+A/O 反应+BAF 组合工艺[23],经图11 所示的工艺处理后,废水中的污染物质能被有效去除,COD、BOD5、SS、NH3-N 去除率分别为99.6 %、99.6 %、95.1 %、85%。出水的水质达到GB 27631—2011 发酵酒精和白酒工业水污染物排放标准中企业水污染排放限值。该工程实例证实,利用两级UASB+A/O 反应+BAF 组合工艺处理白酒高浓度废水效果显著,能有效去除高浓度的COD 和BOD 等有机物质,特别是增加了后续工艺BAF 工艺,能有效保证COD出水到100 mg/L以下。

图11 贵州省某名酒工业园酿酒废水处理工艺
安徽金沙酒业有限公司根据该公司酿造废水中有机物浓度较高、氨氮浓度较低、可生化性较好的特点,采用两级预处理加两级厌氧处理,再加A/O 工艺处理方法[24],工艺流程如图12 所示。运行结果显示,一级厌氧处理不能达到理想的废水处理效果,因此,采用UASB 厌氧反应器和高效厌氧生物滤池两级厌氧处理,去除大部分有机物,减轻了后续好氧处理工艺的处理压力,达到较好的处理效果,经该工艺处理后,废水中的COD、BOD5等指标均能达标。
图12 安徽金沙酒业有限公司酿酒废水处理流程图
2.1.3 UASB+CASS工艺
四川沱牌集团白酒废水综合治理工程所采用的是预处理-UASB+CASS 工艺[25],工艺流程如图13所示。通过试运行期间的调试,污水处理各单元能连续正常运行,处理后的出水持续稳定达标,正常运行中,CASS 池平均MLSS 约为5.0 g/L,SV30约为70%。

图13 四川沱牌集团白酒废水处理工艺流程图
安徽文王酿酒股份有限公司也采用了相似的处理工艺,处理流程如图14 所示[26]。运行结果表明,酒精废醪经固液分离后,采用“两级UASB-CAAS”组合处理,处理后的废水COD 去除率达99.4 %,BOD去除率99.6%,出水COD低于150 mg/L,BOD5低于50 mg/L,达到了GB 8978—1996 污水综合排放标准的要求。

图14 安徽文王酿酒股份有限公司酿酒废水处理工艺流程图
2.2 其他厌氧-好氧联用工艺
泸州某白酒酿造厂采用如图15 所示的预处理-AF-ABR-CASS 工艺处理废水[27],结果表明,经该工艺处理后,废水中COD、BOD5、SS、氨氮、TP、TN 等指标浓度均能达到GB 8978—1996 污水综合排放标准一级排放标准。废水经收集管网在集水井中聚集,经粗细格栅过滤后,再由提升泵泵入旋转式固液分离机,去除较大悬浮物。废水经pH 值在线检测系统进行加碱调节,之后进入调节池进行水量和水质的充分调节,以便达到微生物生长所需要求。调节池出水先泵入前3 个并联的AF 池,后依靠液位差流经3个串联的AF池,之后进入5个串联的ABR 池,通过厌氧生物降解去除污水中大部分的COD,经厌氧反应区处理后的废水再泵入高效气浮系统,之后加絮凝剂去除废水中残留的厌氧污泥及悬浮物,再流入CASS 反应池进行好氧处理。CASS 出水流入氧化塘进行加药除磷,后流经在线监测站达标排放。该工艺具有运行稳定、耐冲击负荷能力强、运行管理自动化、处理成本低、去除效率高、效益明显等优点。

图15 泸州某白酒酿造厂白酒废水处理工艺流程图
四川省古蔺郎酒厂采用ABR+接触氧化组合工艺处理酿酒废水,工艺流程见图16[28]。工程实践表明,接触氧化组合工艺具有容积负荷率高、处理能力强、抗冲击能力好、运行经济稳定、投资少、维护省、节约占地面积等优点,是一种很具有吸引力的处理技术。

图16 四川省古蔺郎酒厂酿酒废水处理工艺流程图
广东省九江酒厂有限公司采用两级EGSB-生物接触氧化法[29],工艺流程为:废水→沉淀池→配水池→提升泵→EGSB 反应器→排水。通过该工艺的运行结果显示,EGSB 反应器出水COD 去除率保持在80%以上,这表明应用EGSB 厌氧反应器能有效地降低酒糟中的有机物。
广西桂林湘山酒业有限公司所产生的酿酒废水采用的是中和混凝沉淀-IC 厌氧反应器-接触氧化-曝气生物滤池工艺进行处理[30],其工艺流程如图17 所示。运行结果表明,该工艺对酿酒废水CODCr、BOD5、SS 和TN 去除率分别为99.6 %、99.4 %、98.1 %和86.8 %,出水水质达GB 27631—2011 发酵酒精和白酒工业水污染物排放标准中污染物排放限值。同时,该工艺的特点是采用下向流曝气生物滤池,气水为逆向流,空气在一定程度上阻止水流将污水中的固体物质带入滤床深处,从而使固体物质聚集在滤池的表面,滤池容易堵塞,使运行周期变短。

图17 广西桂林湘山酒业有限公司酿酒废水处理工艺流程图
贵州醇酒厂污水处理的方案为沉降池及循环水池处理,在沉降池中加入人为培养硝化菌和光合细菌,利用废弃的陶坛和陶瓶及再生颗粒活性炭作为硝化菌附着载体和吸附剂,增设三级处理,工艺流程如图18 所示[31]。COD 浓度的降低率分别为84.79 %、89.30 %;TSS 浓度由118.11 mg/L 降低至0;pH 值由7.88 上升至8.50。贵州醇酒厂地处滇、黔、桂三省交界处,地势呈东低、南北西高的态势,利用地势落差特点,采用固液分离,多级污泥厌氧分解,多级有氧硝解和活性炭吸附及冷却水保温等一系列手段,进行污水处理,整个过程呈自流式,处理费用极低,操作管理简单,可行性强。

图18 贵州醇酒厂污水处理工艺流程图
2.3 其他处理工艺
山东银河酒业集团废水采用的是固液分离-厌氧消化-化学混凝三段处理工艺方法处理废水[32],工艺流程图如图19 所示。该工艺采用的复合厌氧反应器是由两个同心圆组合而成,结构见图20。内圆为上流式固体污泥床(USR),外圆为污泥沉淀床(SSB)。USR 由于其特殊的构造,使之能产生非常高的厌氧消化效率,COD 去除率达90%以上,SSB 主要起载留污泥和分离污泥的作用,最后使复合厌氧反应器排出的厌氧出水COD 浓度低于3000 mg/L,SS 浓度低于2000 mg/L,用其他类型的厌氧反应器处理这种高有机物浓度、高悬浮物浓度的废水是难以达到的。由于复合厌氧反应器的出水水质好,后续处理直接采用化学混凝方法就可以达标,不但省去了耗能耗资的好氧处理环节,也节省了工程投资,节约了运行费用。

图19 山东银河酒业集团酿酒废水处理工艺流程图

图20 复合厌氧反应器
江苏省洋河集团有限公司根据其产生的废水水质特点采用的是水解酸化-生物接触氧化-气浮的工艺处理废水[33],具体的工艺流程如下:车间污水→机械格栅→集水井→调节池(兼氧池)→好氧生化池→高效气浮→清水排放。运行结果显示,处理后废水SS 下降,废水颜色澄清,CODcr下降至30~55 mg/L,BOD5下降至5~20 mg/L,其他指标也达到排放标准。
亚洲酿酒(厦门)有限公司根据废水中的主要污染物为有机物,BOD5/CODcr值为0.5~0.6,选择水解酸化-低负荷活性污泥的工艺处理废水[34],采用完全生化处理,通过微生物将废水中的有机物降解成CO2、H2O等无毒无害的无机物,可避免投加药剂造成污泥二次污染。其预处理系统处理工艺为:废水→粗格栅→机械细格栅→集水井→水力细格栅→调节池。生化处理工艺:调节池→酸化水解池→低负荷活性污泥池→二沉池→达标排放。工程实践显示,该工艺CODcr的去除率超过95%,BOD5去除率高达98 %,出水水质达到DB 35/322—1999厦门市水污染物排放控制标准一级排放标准。
江苏徐州房亭酒厂采用SBR 法对酿酒废水进行降解[35],结果表明,SBR 法不仅对COD、BOD5有一定的去除率,同时在好氧-厌氧交替运行的条件下有一定的脱氮除磷效果,对氨氮和磷酸盐的去除率最高分别达78%和90%,对SS 也有很好的去除率,达93 %。SBR 法处理酿酒废水的最终处理结果为CODcr浓度244.6 mg/L、BOD5浓度102.3 mg/L、出水磷酸盐和氨氮浓度分别为0.33 mg/L 和7.17 mg/L、SS 的出水浓度为12.7 mg/L、pH 值为6.8,虽然CODcr去除率不是很高,但都没有超出污染物排放最高允限值,达到了国家允许的排放标准。
2.4 资源化处理
黄水经酯化酶作用,其有机酸类和醇类被转化成含白酒香味成分的酯化液,酯化液可用于调酒、串蒸、灌窖、养窖,或者用作液体蛋白饲料的加工原料[36]。超临界CO2萃取技术被应用于探索从酿酒副产物中提取酒用呈香呈味物质,给酒厂带来了经济效益的同时又减少了污染[38]。谢国排[40]利用黄浆水中的大量有机酸生产饮料、单细胞蛋白饲料、酯化液,利用黄浆水进行沼气发酵等的应用,较全面体现了黄浆水的综合利用价值。谢国排[41]以底锅水为培养基培养己酸菌,己酸发酵产量得到提高。邓汉森等[42]利用底锅水进行酵母发酵,获得菌体蛋白产物的同时底锅水的COD 去除率高达77.33%,BOD 去除率高达72.19%。底锅水还可以用作乳酸及乳酸钙的加工原料,冯天炜[43]运用微生物发酵底锅水,生产乳酸和乳酸钙,经济效益和环境效益显著。周明罗等[44]探索用白酒酿造废水制备微生物絮凝剂。郭婉茜教授团队利用碳链增长技术(一种厌氧生物炼制方法)将酿酒废水中残留的高浓度乙醇、乳酸、短链脂肪酸等营养物质转化为中链脂肪酸,从而变废为宝,实现酿酒废水资源化[45]。孙霞等[47]的研究表明新型微生物电解池可显著促进酿酒废水的处理并提高甲烷产生速率和能量回收率。关于酿酒废水综合利用的研究虽然较多,但实现工业化生产的却有限。随着国家环保政策的进一步收紧,环保要求越来越高,一种可以充分循环利用资源,同时兼顾环境、社会和经济效益的治理方式是白酒行业废水处理未来的主要方向。
3 总结与展望
随着水处理技术的发展和完善,我国大型白酒企业形成了以“厌氧+好氧”联合工艺为主的污水处理模式,并针对不同酒种的水质特点,因地制宜地采用了预处理和末端处理技术,通过长时间的运行监测,处理后的水质完全达到国家的排放要求。白酒酿造以粮食为原料,黄水、底锅水等酿酒废水中天然有机物含量高,具有极高的资源化利用价值。当前酿酒废水中的有机资源利用率低,而且处理过程中附产的气体和污泥对环境造成潜在威胁。随着国家环保政策的进一步收紧和白酒企业规模的不断扩大,对酿酒副产物分类单一处理模式已经不适合现代企业的发展需求,需从源头探索统筹考虑三废的综合链式利用,打造白酒循环经济生产链,提升白酒酿造的生态性,积极响应国家双碳政策。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
酿酒科技(2021年8期)2021-12-06
军事文摘·科学少年(2021年1期)2021-02-04
中学生数理化·高一版(2020年2期)2020-04-21
昆钢科技(2020年6期)2020-03-29
资源节约与环保(2018年1期)2018-02-08
山东工业技术(2016年15期)2016-12-01
故事作文·低年级(2016年7期)2016-05-14
中国资源综合利用(2016年1期)2016-02-03
新疆农垦科技(2014年2期)2014-02-28
