
JWF1109型单轴流开棉机的技术特点及生产实践
2024-03-25 09:43梁航闫循斌任光业
纺织学报 2024年2期
文 | 梁航 闫循斌 任光业
高含杂机采棉的广泛应用对于传统高产清梳联提出了新的要求。基于JWF1107型单轴流开棉机的优势和不足,青岛宏大纺织机械有限责任公司开发出了适用于高产高含杂原料的JWF1109型单轴流开棉机。该机减少了原料在打手室的旋转次数,拓宽了棉流通道的横截面积,提高了单位时间内原料的转移效率。对原棉采用自由打击模式,确保了纤维长度、弹性和强力等指标不受影响,避免了过度打击而增加棉结和短纤维,减少了原料的损伤。
1 单轴流开棉机的基本结构
清梳联是纺纱工艺流程中的重要工序,也是成纱的质量控制点。其中清花工序的主流理念是精细抓取,渐进开松,大块杂质早落少碎,均匀混合,少伤纤维。单轴流开棉机在清梳联流程中起到首道开松除杂的作用,因此单轴流开棉机既要满足高产的要求,又要对抓棉机抓取的原料进行充分开松、除杂。JWF1109型单轴流开棉机由导流板部件、打手部件、尘棒部件、落棉排杂部件及排风部件等组成,基本结构如图1 所示。

图1 JWF1109型单轴流开棉机概图
2 单轴流开棉机的工作过程
2.1 原棉的开松
喂入机内的原棉在高速转动的打手和导流板的双重作用下螺旋前进,在此过程中原料反复经由打手角钉的打击、扯松,如图2 所示。包含在纤维内部的杂质在打击撕扯的作用下,裸露在外侧的杂质在离心力的作用下与尘棒发生碰撞,致使杂质脱离原料并落入正下方的吸杂小车内。整个开松除杂过程作用柔和,对减少纤维损伤和短绒极为有利。
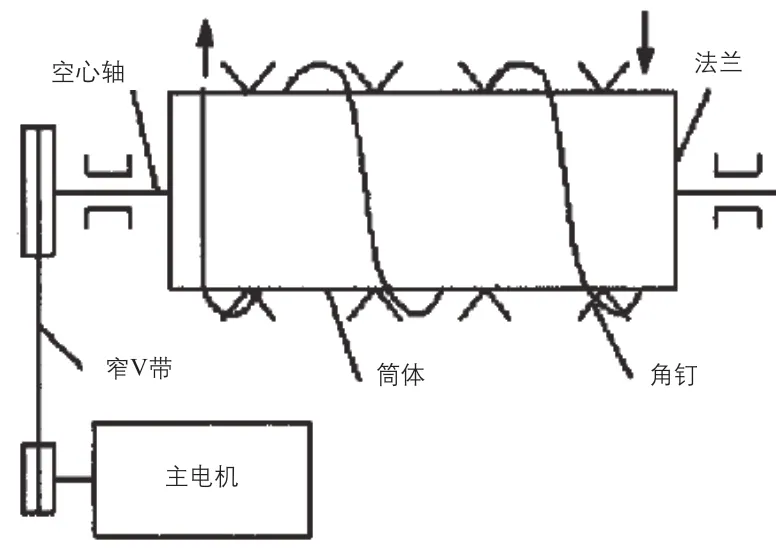
图2 单轴流开棉机中棉流运动轨迹示意图
如图3 所示,当棉块处在打手筒体与导流板之间时,主要受到两个力的作用:其中P是打手对棉块的打击力,可以分解为径向P1和法向P2两个分力;F是棉块与棉流导板间的摩擦力,也可分解为径向F1和法向F2两个分力。从图3 中可以看出,棉块在F1和P1的作用下受到瞬间的径向拉力,当F1与P1的合力大于棉块内部纤维间的抱合力时,棉块随即被撕扯成若干体积较小的棉块,从而达到开松原料的作用。反之当F1与P1的合力小于棉块内部纤维间的抱合力时,棉块将在气流和其他原料与其摩擦力的综合作用下在导板中翻滚移动,直至受到另一个角钉的瞬间打击。上述过程不断重复并达到开松原料的作用。
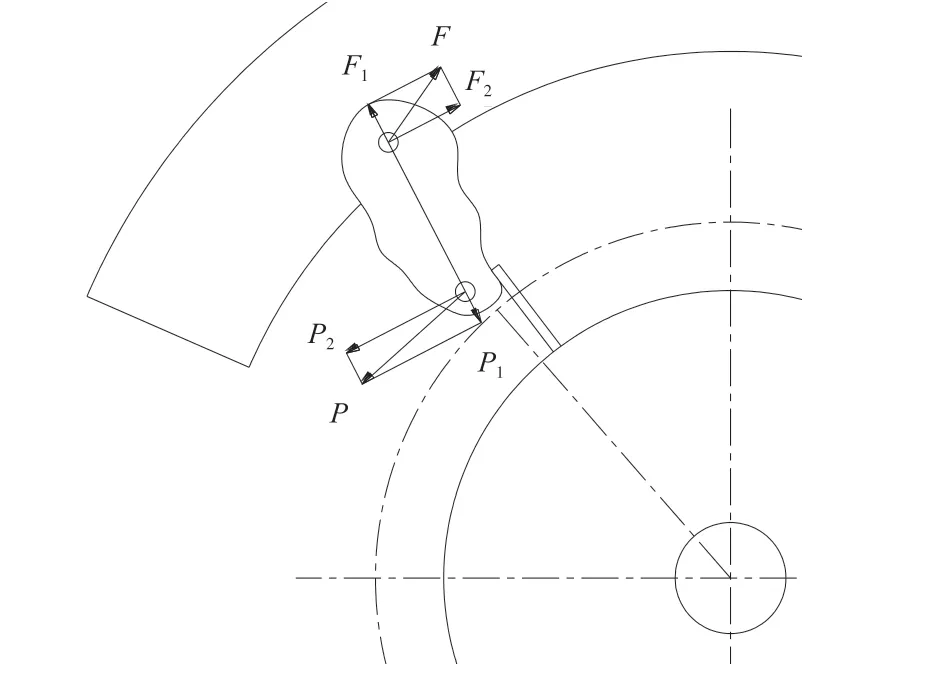
图3 单轴流开棉机棉块开松示意图
2.2 原棉的排杂
当原棉处在打手筒体与尘棒之间时,受到打手筒体高速旋转和离心力的双重作用,原料与三角尘棒发生碰撞接触,原料中的杂质从尘棒之间的隔距落入吸杂小车内并被输送至滤尘机组。尘棒机构主要由尘棒、托板以及调节机构等组成,全机共有 4 组尘棒,每组16根,共64根。这 4 组尘棒区域分别组成了轴流开棉机的 4 个落杂区域,如图4 所示。

图4 轴流开棉机的 4 个落杂区
尘棒的旋转支点在中间位置,当调节尘棒安装角度Φ时,可同时调节尘棒与尘棒间的隔距a,尘棒和打手隔距b以及尘棒间的顶面距c,如图5 所示。

图5 尘棒调节示意图
安装角度Φ与其他参数呈如下关系:当角度Φ=0时,尘棒间隔距a与尘棒间的顶面距c均为最小,而尘棒和打手隔距b则为最大,在这种情况下排出的杂质是最少的;当安装角度Φ为最大时,尘棒间隔距a与尘棒间的顶面距c均是最大,而尘棒和打手隔距b是最小,在这种情况下排出的杂质是最多的。进入开松机的原棉随着逐步的开松其体积越来越小,为了防止干净的原料不被排出,尘棒与打手间的隔距b应逐渐增大,而尘棒间隔距a则相应减小,即尘棒的角度Φ从第 1 落杂区到第 4 落杂区应逐渐减小。在工程使用中,第 1 落杂区由于距离正压较大的进棉口较近,尘棒的角度偏小为宜,以防止不必要的原料损失;对原棉清洁的区域主要集中在第 2 和第 3落杂区,尘棒角度可适当调大;第 4 落杂区由于靠近下道设备,负压作用明显,为了防止杂质和短绒回吸,角度应偏小为宜。
3 JWF1109型单轴流开棉机的技术特点
(1)为了适应高产需求,JWF1109型单轴流开棉机导流板的焊接螺旋导板减少到 9 块,如图6 所示。棉流通道的横截面积相应增大50%,使原料在打手室的螺旋行程为 5 圈,原料转移效率相较原有机型JWF1107提高了16%。
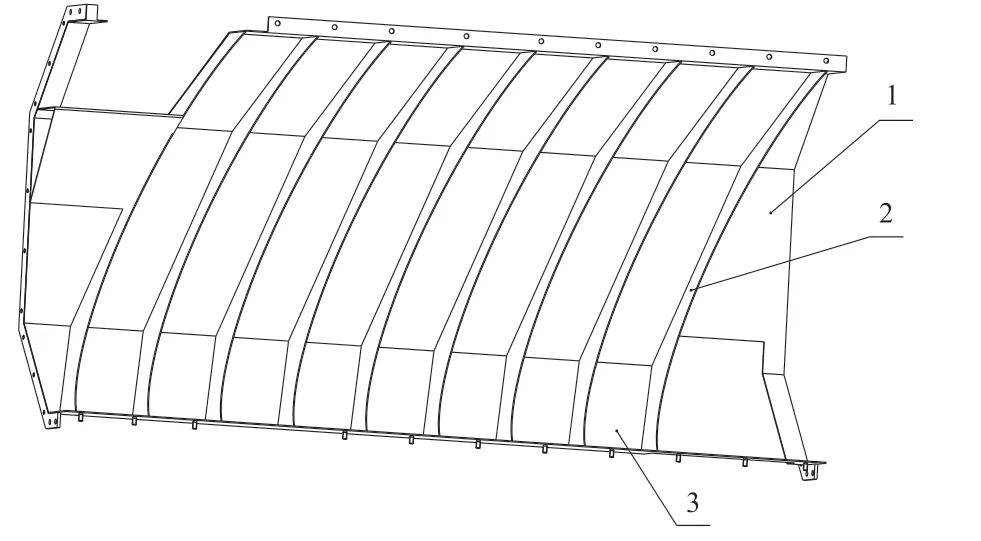
图6 导流板排列示意图
(2)打手筒体采用新型工艺结构,通过连接轴将左右两侧的铸钢法兰联结,提高筒体整体刚性和一致性,如图7 所示。18排共计204个富有弹性的角钉按双螺旋曲线在筒体上均匀分布,角钉排列密度提高了40%,以满足高产量时的原棉开松和除杂要求。
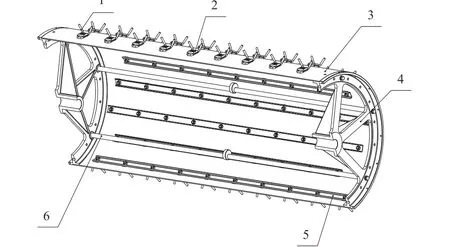
图7 轴流开棉机打手剖视图
(3)采用自由落杂,连续吸尘,减少人工维护频次,自动化程度高。
4 生产实践
JWF1109型单轴流开棉机主要应用于含杂较高的纯棉高产清梳联流程中,现以山东夏津某纺织企业纯棉普梳环锭纺纱为例,介绍JWF1109型单轴流开棉机的生产应用。具体配棉情况如表1 所示。

表1 纯棉普梳环锭纺配棉情况 %
4.1 工艺流程
JWF1013型往复抓棉机→FT247(B)输棉风机→AMP3000V5-P金属火星金属探除器→FT217-70气流分离器+JWF0007-70重物分离器→JWF1109型单轴流开棉机→JWF1029-160型多仓混棉机→(JWF1115型精清棉机→(JWF1173B棉箱+JWF1211A梳棉机+FT209A圈条器)×8)×2。在试验中所取得的数据均为取值10次数据的平均值。
4.2 开棉机尘棒角度设置
JWF1109单轴流开棉机尘棒主要工艺参数如表2 所示。

表2 JWF1109型单轴流开棉机尘棒主要工艺参数
4.3 开棉机生产过程中的主要技术指标
JWF1109型单轴流开棉机主要技术指标如表3 所示。从表3 可以看出,在产量900 kg/h左右,打手速度为450 r/min时,重量除杂效率为43.78%,落棉含杂率为75%,数量除杂效率为38.15%,短绒增长率为0.6%,棉结增长率为8.78%;在产量900 kg/h,打手速度为540 r/min时,重量除杂效率为46.91%,落棉含杂率为68%,数量除杂效率为40.38%,短绒增长率为0.9%,棉结增长率为10.47%。

表3 JWF1109型单轴流开棉机主要技术指标
由以上数据可以看出,在相同的产量条件下,随着打手速度的提高,重量除杂率虽然有所增加,但落棉含杂率有所降低,短绒和棉结的增长率也有不同幅度的提高。综合各方面的因素,各纺织企业在实际生产中开棉机的打手转速通常在450 ~ 500 r/min范围内进行调整。
4.4 梳棉机的主要技术指标
JWF1211A梳棉机的主要技术指标如表4 所示。由表4 可知,JWF1211A梳棉机的生条棉结去除率为81.5%,籽皮棉结去除率为87.5%,杂质去除率为95.9%,重量短绒率负增长0.5%,生条的指标都达到了较高水平。

表4 JWF1211A梳棉机的筵棉、生条各项主要技术指标对比
4.5 成纱指标
该生产线的最终产品是30S普梳纯棉环锭纺纱线,主要成纱指标如表5 所示。从2018版乌斯特公报中的纯棉普梳环锭纺30S机织纱管纱指标来考量,纺制成的管纱CV值为13.42%,乌斯特公报水平为12%;-50%细节为5 个/km,乌斯特公报水平为7%;+50%粗节为66个/km,乌斯特公报水平6%;+200%棉结为118个/km,乌斯特公报水平为7%;断裂强力为414 cN,乌斯特公报水平为10%。成纱的各个指标均达到了较高水平,满足下游客户的需求。

表5 30S普梳纺纯棉环锭纺主要成纱指标
5 结语
JWF1109型单轴流开棉机可减少原料在机内的旋转次数,拓宽棉流通道横截面积,提高单轴流开棉机单位时间对原料的转移率。采用高效的开松除杂结构,既能提高开棉机本身的竞争力,又能优化整个清梳联流程,真正做到“精细抓棉、充分开松、均匀混合、高效除杂”的高产短流程工艺,是单轴流开棉机的未来发展趋势之一。
猜你喜欢
燃气涡轮试验与研究(2021年4期)2022-01-18
纺织器材(2021年3期)2021-07-27
中国农机化学报(2021年4期)2021-05-11
国际纺织导报(2021年8期)2021-03-17
新疆农机化(2021年1期)2021-03-09
安徽农业科学(2020年12期)2020-07-14
纺织器材(2020年2期)2020-06-05
现代纺织技术(2019年5期)2019-01-14
中国交通信息化(2016年6期)2016-06-06
装备环境工程(2015年4期)2015-02-28
