
面向复杂微装配的宏微视觉单元*
2024-03-23 07:30杜宏宇杨一帆王晓东王彦琪
传感器与微系统 2024年3期
徐 征,杜宏宇,杨一帆,王晓东,王彦琪,韩 刚
(大连理工大学机械工程学院,辽宁 大连 116085)
0 引 言
微装配是将多个不同尺度的微小零件精密集成的工艺过程。受异质材料、不同结构、生产成本等因素影响,目前还很难通过成形制造流程完成多个微小单元的高度集成,惯性导航器件[1]、核聚变靶[2]、光学器件[3]、灵巧制导装置[4]等复杂微小系统制造均需要微米级精度的微装配技术。基于显微视觉引导[5~8]的定位和操纵是实现微装配任务的主要方法,视觉测量分辨率与定位操纵准确性密切相关。
理论上,物镜数值孔径越大,显微视觉成像的分辨率越高,但相应的视野、景深和工作距离也随之减小,有些装配任务要在高分辨率下才能保证精度,而有些姿态调整则要在大视野条件下进行,以避免执行器、镜头、工件之间的干涉碰撞。在这类工作场景下,如何兼顾显微成像大视野和高分辨率就成为微装配的突出问题。传统上常采用动态调度高分辨率视觉单元位置多次拼接来解决这一矛盾,但对效率和精度均有影响。目前,解决上述问题主要采用多点成像和变倍成像两类方法。
Lee S J等人[9]研制的显微视觉采用多个相机采集同一区域内的多幅图像,利用低倍视觉在大视野内搜索检测对象确定其位置,再采取高倍视觉进行特征精确定位。Eisinberg A等人[10]采用多个视觉成像单元反馈信息,其中主成像单元负责反馈全局图像,其他成像单元安装在关键位置获取局部精确定位信息,实现微镜头的精密装配。Allegro S等人[11]搭建的微装配系统中采用低分辨率和高分辨率结合以及由粗到精的定位方法,装配的传感器线圈精度达到25 μm。Chen W H等人[12]采用双路显微视觉,其中一路高分辨率成像视觉确定微零件的具体位置,另一路负责大视野下同时获取多个零件的相对位置,使得光纤和U型槽的装配位置误差优于5 μm。
为满足零件多尺度检测需求,Zhao H T 等人[13]建立了基于变倍镜头的视觉测量模块。张娟等人[14~17]将变倍显微镜搭载在微装配系统中,通过调整放大倍率使零件特征保持在视野范围内,采集从低倍到高倍的图像,实现零件相对位姿的粗调和精调。应用变倍镜头需要在多个倍率下进行标定校准,还要通过运动控制尽量减小变倍变焦误差。
本文针对微装配中显微视觉成像大视野和高分辨率难以兼顾的问题,以无限远成像为基础,提出了集成宏-微并行成像的视觉单元,通过调配后端的镜筒透镜实现单物镜双通道变倍。仿真分析和测试了成像质量。最后搭建了微装配实验平台,通过光纤和微流控芯片流道对准装配实验验证了基于宏微成像单元实现微装配的能力。
1 宏微视觉单元设计与实现
1.1 宏微视觉单元设计与实现
无限远显微成像是指通过显微物镜的光线不在物镜后端直接成像,而以平行光束形式进入后级镜筒透镜(成像透镜),由镜筒透镜在像面上成像,由于物镜不直接聚焦光线,就可以在物镜与镜筒透镜之间插入光学元件调整光路,且不需要改变最终像面位置。无限远成像的放大倍率计算公式为M=ftube/fobj,其中,ftube为镜筒透镜焦距,fobj为物镜焦距。
宏微视觉单元结构如图1 所示,在无限远物镜后端放置2 个分光镜和1 个反光镜,分光镜1 将照明光引入物镜,单色光经准直扩束后,经分光镜1 进入物镜,汇聚到检测对象后反射,反射后的光线经过物镜和分光镜1 到达分光镜2。分光镜2 将光线分为两束,分别通过镜筒透镜1 和镜筒透镜2 分别在2 个相机上成像。由于镜筒透镜1 和镜筒透镜2 焦距ftube不同,从而实现了宏微并行成像。

图1 宏微视觉单元成像原理
1.2 设计指标与光学器件选择
根据实际装配需要,设定宏微视觉单元设计指标:分辨率=1 μm,物方视野≥1.5 mm,工作距离≥30 mm,检测精度≤5 μm,畸变≤1%。
根据宏微视觉分辨率1 μm 和工作距离大于30 mm 的要求,选择fobj=20 mm的长工作距离物镜,所用光学器件参数如表1 所示。根据瑞利判据计算,微成像分辨率d=0.991 μm,宏成像视野FN=1.8 mm。其中,镜筒透镜和物镜均可根据需求变化更换。此外,受限于微装配的作业空间,这里没有采用多物镜塔式转盘结构。
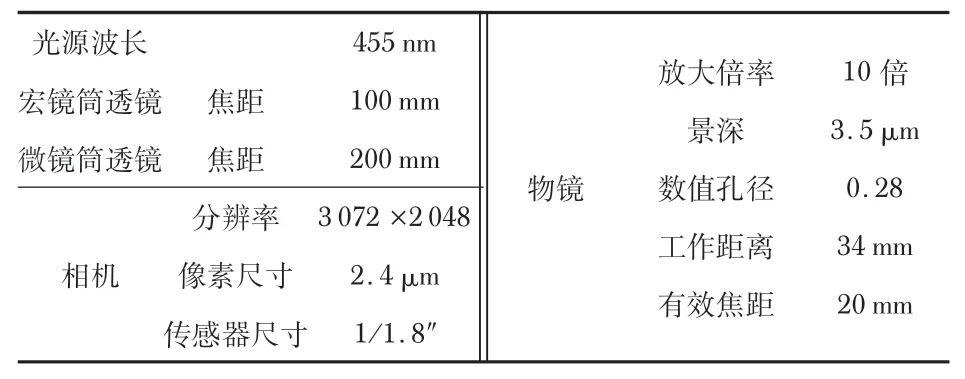
表1 光学参数
利用Zemax软件对宏微视觉单元成像光路仿真,建立光学模型,设置物方视野为2 mm,波长为455 nm,选择光程差和畸变对成像质量评价,仿真结果如图2所示。

图2 像质评价
由图2 结果可知:宏成像的光程差为0.05 个波长,微成像的光程差为0.01波长,均小于1/4 波长。宏成像最大畸变率为0.63%,微成像最大畸变率为0.01%,均为枕形畸变。上述指标满足引导微装配的显微成像对像质的要求。
1.3 成像单元搭建与测量精度测试
搭建宏微视觉单元如图3所示。根据文献[18 ~20]对宏微视觉单元参数进行标定,标定模板为1951 USAF 标准板,所用公式如下
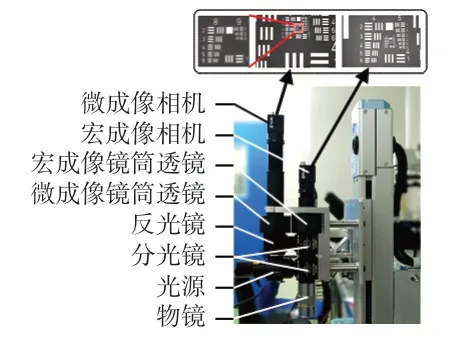
图3 宏微视觉单元
式中Sx和Sy为像素代表的实际尺寸;u0和v0为图像中心;Zc为光心到图像平面的距离;θ为Z轴转角;Tx,Ty和Tz为相机坐标系原点相对世界坐标系原点3 个方向轴的平移参数。
标定后,利用标准板对其分辨率进行初步测试。如图3所示,微成像可以分辨线宽小于1 μm 的相邻线对,即分辨率优于1 μm。采用显微镜标定板对其自动测量精度进行测试,特征点拾取方法为:1)Sobel算子计算梯度;2)取最大梯度点作为特征点;3)最小二乘法拟合直线。
分别选取标准板中的四组线对,每组测量10 次计算均值为线条测量长度,然后比对线条测量长度与测试板标称长度差异,计算其测量偏差和均方差如表2 所示。测量结果显示:宏成像测量误差小于1 μm,均方差小于0.3 μm;微成像测量误差小于0. 5 μm,均方差小于0.2 μm。
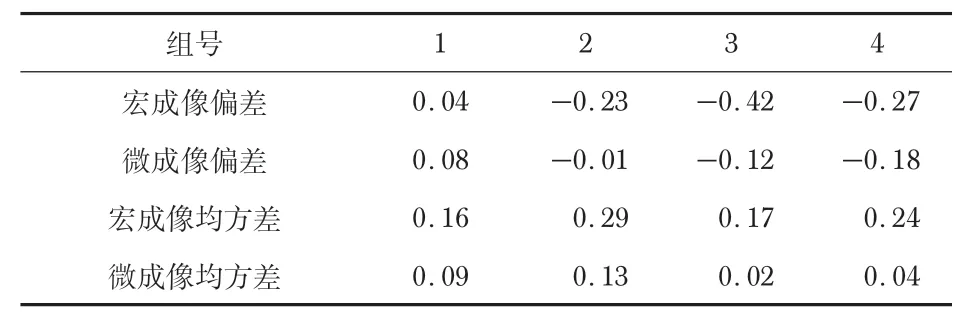
表2 测量结果μm
2 基于宏微视觉单元定位与装配实验
为检验利用宏微视觉单元进行精密运动检测和微装配作业的效果,本文搭建了如图4 所示的实验平台,除视觉单元外,还包括搭载视觉单元的显微视觉进给模块、零件调整模块。显微视觉进给模块由三维精密滑台和夹具组成。零件调整模块主体由2 个精密滑台和3 个精密转台组成的五轴零件调整模块和Z轴单向零件调整模块组成,实现待测或待装配零件的姿态调整,其滑台分辨率为2 μm。
2.1 定位实验
选取标准板特定区域,控制精密滑台移动给定距离,然后采集图像和自动拾取特征点,计算特征偏移位置,并将像素数转换为实际长度。定位实验测量5 组数据,每组测量10次计算均值为检测结果,通过比对精密滑台实际移动距离和位置检测结果,确定宏微视觉单元定位偏差。其中较长距离定位采用宏成像,短距离精确定位采用微成像。宏微视觉单元定位实验数据如表3所示。
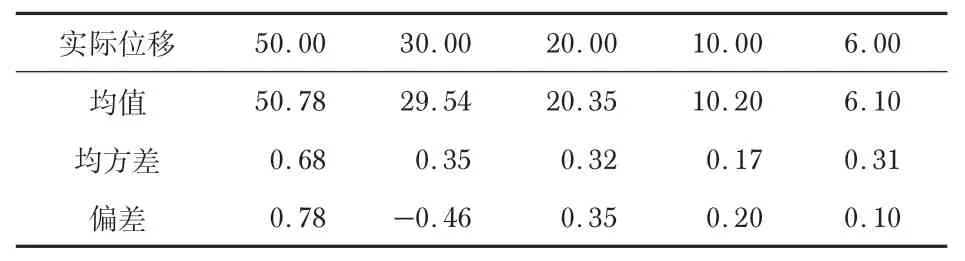
表3 精密定位实验数据μm
实验结果显示,宏微视觉单元定位误差小于2 μm,均方差小于1 μm。
2.2 微装配实验
宏微视觉单元引导的微装配实验,将待装配零件固定在零件调整模块,视觉进给模块调整宏微视觉单元使零件进入视野。然后,通过宏微视觉单元的宏成像引导零件姿态对准,微成像引导零件位置对准。本文以微流控光纤芯片为对象进行了装配实验,此芯片将光纤与微流道连接以实现紫外光度检测。微流控芯片的基片利用聚二甲基硅氧烷(polydimethylsiloxane,PDMS)制作,然后用玻璃盖片封装,所用光纤为单模光纤。
图像处理过程为:1)对图像高斯滤波和直方图均衡;2)对图像阈值分割,寻找轮廓,根据轮廓面积特征过滤零件以外的轮廓,得到兴趣区域;3)在兴趣区域采用Canny算子提取边缘,然后通过聚类过滤干扰点;4)采用最小二乘法拟合直线。
微流控光纤芯片装配过程如下:1)将微流控芯片固定在Z向单轴零件调整模块,光纤固定在五轴零件调整模块;2)调整进给模块使芯片和光纤进入宏成像视野;3)调整视觉进给模块Z轴对光纤聚焦,然后通过Z向零件进给模块对微流控芯片上的流道聚焦;4)采集宏成像光路图像,通过图像计算光纤和芯片流道的相对角度,然后估计旋转角度,调整转台实现姿态对准,如图5(a)所示;5)采集微成像光路图像,通过图像计算光纤和芯片流道的相对位置,然后估计移动距离,调整滑台实现位置对准,如图5(b)所示;6)通过Z向零件进给模块调整微流控芯片,使得光纤和微流控芯片的Z向对准,然后进行装配连接,装配的芯片效果如图5(c)所示。
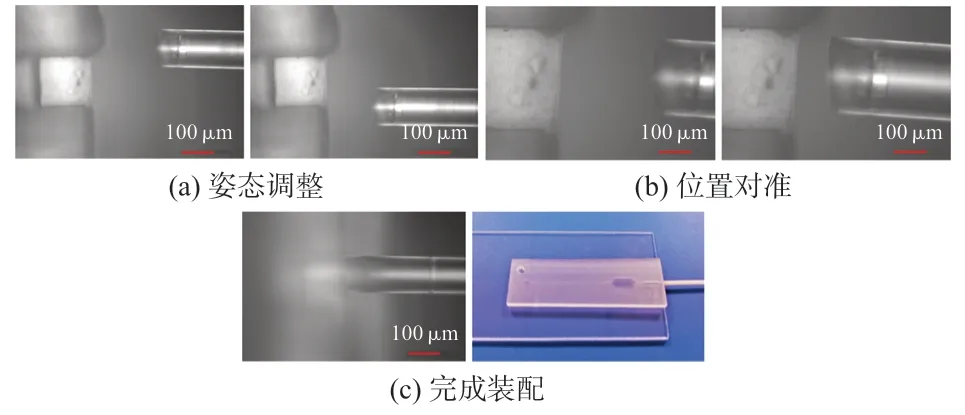
图5 装配实验
3 结 论
本文基于无限远成像原理研制了宏微视觉单元,实现了显微视觉高分辨率和大视野并行成像,避免了使用变倍成像和多次拼接产生的误差。在保证工作距离和视野的前提下,宏微视觉单元的测量特征尺寸的精度优于0.5 μm;测量运动定位的精度优于2 μm。利用研制的宏微视觉单元进行了微流控光纤芯片装配,通过宏姿态调整和微位置对准两步操作,实现微光纤与微流道的精确连接,这表明研制的宏微视觉单元可以胜任同时需要高分辨率和大视野的复杂微装配视觉引导任务。
猜你喜欢
环境技术(2021年2期)2021-07-03
科普童话·学霸日记(2021年11期)2021-05-30
百科探秘·航空航天(2020年2期)2020-03-02
天文学报(2018年6期)2018-12-20
东华大学学报(自然科学版)(2018年1期)2018-06-29
光学精密工程(2016年4期)2016-11-07
光学精密工程(2016年3期)2016-11-07
分析测试学报(2015年4期)2016-01-13
分析测试学报(2015年3期)2016-01-13
分析测试学报(2015年3期)2016-01-13
