
碱式氧化焙烧-水浸-还原法从电镀污泥中制备三氧化二铬
2024-03-18 08:18周铭江李磊肖阳吴国东
中国有色冶金 2024年1期
周铭江 ,李磊 ,肖阳 ,吴国东
(1.东华大学 环境科学与工程学院,上海 201620;2.昆明理工大学省部共建复杂有色金属资源清洁利用国家重点实验室,云南 昆明 650093)
0 引言
我国大约有15 000 家电镀生产企业,每年会排放约40 亿m3的电镀废水,废水产生约1 000 万t 电镀污泥[1]。电镀污泥是电镀废水中和沉淀或絮凝沉淀的产物,含有大量的铜、铬、镍、锌、铁等重金属元素,其中铁和镍的平均含量分别达到了16.0%和13.1%[2],且富集一定的氰化物、丙烯磺酸钠等毒害物质,早已多次被列入国家危险废物名录,类别为HW17,危险特性为毒性[3-7],对其进行去毒化和资源化处置意义重大。
电镀污泥中重金属组分多以氧化物(CuO,NiO 和Cr2O3等)和氢氧化物(Cu(OH)2,Ni(OH)2和Cr(OH)3等)形式存在[8],现有处置方法主要有固化/稳定化法、热处理法、湿法浸出及火法还原等。固化/稳定化法是将电镀污泥与固化剂混合,继而通过熔融固化等强化处理方式,将其中重金属毒害元素固定在固化体内,减弱其流失和迁移[9-10]。该方法处理时间短、适用范围广,但有二次浸出风险,且其中有价重金属组分未得到有效回收[11]。热处理法是通过微波等热处理方式对电镀污泥进行脱水和有机毒害物质高温氧化、分解,并使其中有价金属富集和重金属稳态化转变[12]。该方法可实现电镀污泥体积的有效缩减,但高温处理过程中重金属存在挥发逸出风险,同时重金属富集回收率偏低[13]。湿法浸出中酸浸法能使金属组分高效溶出和富集,但金属浸出选择性差、酸耗大且易造成二次污染[14-16]。氨浸法相对酸浸法,可有效控制杂质元素的溶出,但目标金属浸取率较低,且对设备要求高,工程化实施难度大。同步去除电镀污泥中有机毒害物并回收其中有价金属,近些年火法-湿法联合处理受到了广泛关注。Huang等[17]以CaCl2为添加剂采用氯化焙烧-湿法浸出联合法对电镀污泥中Cu、Zn、Cr 的回收进行了研究,控制氯化钙添加量为氯化钙/电镀污泥质量比1∶1、焙烧温度1 000 ℃和焙烧时间4 h,Zn、Cu、Cr 的回收率分别可高达99%、98%和96%,但氯化体系易造成环境污染,难以实现工程化应用。郭茂新等[18]采用钠化氧化法将电镀污泥中Cr 组分转化为Na2CrO4,再通过对焙烧渣进行水相浸出,实现了焙烧渣中Cr 的有效回收,铬回收率高于90%,后续对浸出液中铬的分离回收有待进一步探索。电镀污泥中的铬经过处理进入了水相,针对水相中铬的回收,冯彦琳等[19]以Na2SO3为还原剂将废水中的Cr(Ⅵ)制备成Cr2O3进行回收,采用尿素除铁、Na2SO3还原、NaOH 沉淀等步骤,将废水中的Cr(Ⅵ)还原为Cr2O3,一定程度上实现了铬的回收,但回收率只有81.20%。
本文以Na2CO3为添加剂采用碱式氧化焙烧-水相浸出-硫化钠还原联合工艺进行电镀污泥中Cr 的分离回收,研究借助热力学分析、EPMA-mapping、化学分析等手段,系统研究了氧化焙烧过程中Na2CO3添加量、焙烧温度和时间等因素及浸出液Na2S 还原过程中Na2S 添加量、反应时间等因素对过程中铬物相转变和铬回收率的影响规律。
1 试验
1.1 试验原料
试验所用电镀污泥来自江苏某电镀厂,其化学组成见表1。表1 显示该电镀污泥中Cu、Cr、Ni 含量较高,具有较高回收价值。图1(a)为该电镀污泥XRD 衍射图谱,但铜、镍、铬晶体结构差,无法由图谱中衍射峰表示,因此补充EPMA-mapping 扫描图加以表征。图1(b)为电镀污泥EPMA-mapping 扫描图,显示电镀污泥中铜、镍、铬组分与氧重合区域较多,表明三者主要以氧化物形式存在,结合前期研究[6],电镀污泥中铜、镍、铬等金属组分主要以氧化物(CuO,NiO 和Cr2O3) 和 氢氧化物(Cu(OH)2,Ni(OH)2和Cr(OH)3))形式存在。

图1 电镀污泥分析图Fig.1 Analysis on the electroplating sludge

表1 电镀污泥化学成分分析Table 1 Chemical compositions of the electroplating sludge %
试验试剂: Na2CO3,分析纯;氧气,纯度99.99%;还原剂Na2S,分析纯;去离子水。
1.2 试验步骤
焙烧试验在水平管式炉(合肥科宁材料技术有限公司GSL-1500X)内进行(图2),温度由Pt-Rh 热电偶测定并由KSY 智能温度控制器控制(精度±1 K)。具体试验步骤如下。①氧化焙烧:取电镀污泥10 g,干燥后经球磨机研磨至粒度小于75 μm,与一定量碳酸钠(粒度小于75 μm)混合均匀并置入长方体刚玉坩埚(100 mm×20 mm×30 mm)内,氧气气氛下电阻炉升至设定温度后,将坩埚置于电阻炉加热区进行氧化焙烧,达到设定焙烧时间后取出;②水浸:焙烧渣经球磨机研磨至粒度小于75 μm,并以去离子水为浸出剂对焙烧渣进行浸出,控制温度为20 ℃、液固比10∶1和浸出时间1 h,浸出液和浸出渣过滤分离后,对浸出渣进行干燥、研磨和取样分析;③还原:取适量浸出液于锥形瓶中,加入一定量硫化钠,将锥形瓶置于磁力搅拌器上,在300 r/min 的转速和设定温度下,充分反应120 min 后抽滤,滤液与滤渣分离后,对滤渣在氮气氛围下进行焙烧脱水、研磨和取样分析。

图2 反应装置示意图Fig.2 Experimental installation
过程中铬浸出率W1计算见式(1)。
铬回收率W2计算见式(2)。
式(1)~(2)中:m0和m1分别为原电镀污泥和浸出渣质量,g;wCr,0和wCr,1分别为原电镀污泥和浸出渣中铬含量,%;m2为滤渣质量,g;wCr,2为滤渣中铬含量,%。
1.3 分析方法
采用化学分析和火焰原子分光光度计测定样品化学组成;采用TTR-III X 射线衍射(XRD,日本理学电机公司)分析法测定样品物相成分,参数为:Cu靶Kα 射线、管电压35 kV、管电流20 mA、扫描范围10°~90°和扫描步长8°/min;采用电子探针(EPMA,JXA82-JEOL)和扫描电子显微镜(SEM,HITA144 CHI-S34)结合X 射线能谱(EDS)分析样品的微观结构和元素分布特征;采用X 射线光电子能谱技术(XPS,ESCALAB 250Xi)表征样品中Cr 价态分布。
2 反应机理分析
2.1 氧化焙烧试验热力学分析
取电镀污泥质量为10 g,根据吉布斯自由能最小原理,采用热力学软件Factsage 8.1 对焙烧过程进行反应平衡计算分析,如图3 所示。由图3 可知,Na2CO3加入量为2 g 和焙烧温度为700 ℃时,不通入O2的条件下,电镀污泥中CuO 消失,Cu2O 大量出现,同时Cr2O3转变为(Na2O)·(Cr2O3) 和Na2CrO4,并一部分Cr 进入尖晶石物相形成FeCr2O4和AlCr2O4,过程中发生的反应可能为式(3)、(4)和(5)[图3(a)~(b)]。

图3 O2量、焙烧温度和Na2CO3添加量对电镀污泥焙烧过程中物相平衡(a,c,e)和尖晶石相平衡组成(b,d,f)的影响Fig.3 Effects of O2 amount,roasting temperature and Na2CO3 amount on the equilibrium phase (a,c,e)and spinel phase compositions (b,d,f) in the roasting of electroplating sludge
O2通入量由0 增至0.2 g 时,(Na2O)·(Cr2O3)平衡量减少至0 g,Na2CrO4质量则有明显增加,原因是O2增加推进了反应(6)的发生;O2通入量由0.2 g 继续增至0.3 g 时,反应(7)和(8)开始发生,导致尖晶石相中含铬物相FeCr2O4和AlCr2O4质量减小(图3(b)),Na2CrO4质量进一步增加(图3(a))。
图3(c)和(d)显示焙烧温度为550 ℃和O2通入量为0.3 g 时,电镀污泥中Cr2O3可大量转化为Na2CrO4,其余铬分布在FeCr2O4和AlCr2O4尖晶石物相里;温度升高时,CuO 分解生成Cu2O 和O2(式(3)),促进了反应(7)和(8)的发生,导致FeCr2O4和AlCr2O4质量减少(图3(d)),Na2CrO4质量增加(图3(c));温度达700 ℃时,FeCr2O4和AlCr2O4完全转化为Na2CrO4。
图3(e)显示,Na2CO3添加量由0 增至1.5 g 时,体系中Cr2O3可通过反应(5)转化为Na2CrO4,Na2CO3添加量继续增加至2.0 g 时,通过反应(7)和(8),Cr 从尖晶石物相FeCr2O4和AlCr2O4中(图3(f))移出并生成Na2CrO4(图3(e))。综上,氧化焙烧过程中,电镀污泥中铬可转变为铬酸钠物相,通过水浸法可将铬酸钠溶于水中[18]。
2.2 还原试验E-pH 图分析
本研究以Na2S 为还原剂,将浸出液中Na2CrO4还原为Cr2O3,通过沉淀进行分离回收。
除H+与OH-以外,体系中Na2S 和Na2CrO4的浓度均为0.25 mol/L,采用热力学软件Factsage 8.1对Cr-S-H2O 进行电位-pH 分析,如图4 所示。从图4 可知,293 K 条件下高电位区主要是稳定区;电位降低情况下,pH 值偏酸性时,主要是Cr与S 的化合物稳定区,pH 值偏碱性时,主要为Cr2O3的稳定区(图中绿色区域)。可推断得出,将转化为Cr2O3进行沉淀回收,需在碱性环境中向反应体系加入还原剂,以降低体系电位。本研究以Na2S 作为还原剂,不仅容易失去电子使体系电位降低,而且S2-的水解还可以使体系pH 值升高呈碱性,Na2CrO4作为氧化剂得到电子转变成Cr2O3以实现回收,反应式见式(9)。

图4 Cr-S-H2O 体系的电位-pH图Fig.4 Potential-pH diagram of Cr-S-H2O system
3 结果与讨论
3.1 氧化焙烧试验
3.1.1 Na2CO3添加量对铬浸出率的影响
在焙烧温度700 ℃、焙烧时间90 min 和O2流量40 mL/min 条件下,考察Na2CO3添加量(以Na2CO3与电镀污泥的质量比计,%)对电镀污泥中铬浸出率的影响,结果如图5 所示。电镀污泥焙烧后的焙烧渣EPMA-mapping 表征结果如图6 所示。

图5 Na2CO3添加量对电镀污泥中铬浸出率的影响Fig.5 Effects of Na2CO3amount on leaching rate of Cr from electroplating sludge

图6 (a) 无Na2CO3添加时焙烧渣EPMA-mapping 表征结果;(b) Na2CO3添加量为120%时焙烧渣SEM-EDS 表征结果Fig.6 (a) EPMA-mapping result of the roasting residue without Na2CO3added;(b) SEM-EDS result of the residue roasted with Na2CO3 amount of 120%
由图5、图6 可知,当Na2CO3添加量为0 时,铬组分主要通过尖晶石化反应分散在尖晶石相FeCr2O4和AlCr2O4中,铬浸出率较低,仅9.9%,这是由于电镀污泥自身含有一定钠盐组分(表1),氧气气氛下,可将小部分的Cr2O3转化为Na2CrO4,实现较低程度的铬回收;当Na2CO3添加量由0 增至100%时,促进了反应(5)、(7)和(8)的发生,铬浸出率由9.9% 增至97.8%,渣含铬由3.83% 降至0.09%;当Na2CO3添加量继续增至120%时,铬浸出率降至89.6%,原因是Na2CO3添加过量时,未反应的Na2CO3颗粒易对Cr2O3形成包裹,一定程度上阻碍了O2向Na2CO3、Cr2O3、O2、FeCr2O4、AlCr2O4等多相反应界面的扩散传输,按照气-固反应动力学模型[20-22],反应(5)、(7)和(8)得到抑制,使铬浸出率降低并浸出渣含铬增加至0.41%。图7 为Na2CO3添加量为120%时焙烧渣铬组分XPS 分析图谱,显示焙烧渣中仍有未反应Cr2O3物相和未转化FeCr2O4物相,表明Na2CO3过量添加时对反应(5)和(7)有动力学抑制作用。综上,Na2CO3添加量优选为100%(即10 g)。

图7 Na2CO3添加量为120%时焙烧渣铬组分XPS 分析图谱Fig.7 XPS spectrum of Cr from the surface of the residue roasted with Na2CO3 amount of 120%
3.1.2 焙烧温度对铬浸出率的影响
在Na2CO3添加量100%、焙烧时间90 min 和O2流量40 mL/min 条件下,考察焙烧温度对电镀污泥中铬浸出率的影响,结果如图8~9 所示。焙烧温度为800 ℃时焙烧渣EPMA-mapping 表征结果如图10所示。
由图8~9 可知:当焙烧温度由550 ℃提高至750 ℃时,反应(5)的标准吉布斯自由能下降,即Cr2O3氧化转化为水溶性Na2CrO4的反应热力学驱动力得到提升,使Na2CrO4生成反应容易进行,水浸过程中铬回收率由79.84%增至99.13%。焙烧温度升高同步促进了电镀污泥CuO 热分解产生O2(反应(3)),产生的O2通过内扩散方式提高了Na2CO3、Cr2O3、O2等多相微观反应界面的氧分压,使反应(5)的热力学驱动力和反应速率得到同步提升,也促进了铬的回收。此外,结合图3(c)和(d),焙烧温度升高促进了Cr 由尖晶石相FeCr2O4和AlCr2O4向水溶性Na2CrO4的转变,也提高了水浸工艺中铬的浸出率。然而焙烧温度继续升高至800 ℃时,对比图10 和图5(a),发现焙烧渣颗粒尺寸明显增大,即电镀污泥开始发生团聚现象,一定程度上限制了焙烧环境中O2向焙烧物料的有效扩散,减慢了铬尖晶石相(FeCr2O4和AlCr2O4)和Cr2O3氧化转化为Na2CrO4的发生速率,最终导致铬浸出率下降至95.62%(图9)。图10 显示经焙烧后物料中仍有大量未转化的FeCr2O4、AlCr2O4和Cr2O3物相。为平衡电镀污泥中铬浸出率和过程能耗,选择焙烧温度700℃较适宜。

图9 焙烧温度对电镀污泥中铬浸出率的影响Fig.9 Effects of roasting temperature on the leaching rate of Cr from electroplating sludge

图10 焙烧温度为800 ℃时焙烧渣EPMA-mapping 表征结果Fig.10 EPMA-mapping result of the roasting residue at roasting temperature of 800 ℃
3.1.3 焙烧时间对铬浸出率的影响
当Na2CO3添加量100%、焙烧温度为700 ℃和O2流量40 mL/min 条件下,研究焙烧时间对电镀污泥中铬浸出率的影响,如图11~12 所示。

图11 焙烧时间对电镀污泥中铬浸出率的影响Fig.11 Effects of roasting time on the leaching rate of Cr fromelectroplating sludge
焙烧时间由15 min 延长至90 min 时,Cr2O3氧化转化为Na2CrO4的反应进行更为充分,有利于下一步铬的水浸法提取回收,相应的铬浸出率由91.5% 增至97.8%,浸出渣含铬由0.33% 降至0.09% (图11);然而焙烧时间进一步延长至105 min 时,铬浸出率却呈一定下降趋势,原因可能是较长焙烧时间作用下,电镀污泥中SiO2组分与Na2CO3反应生成Na2SiO3(反应(10),图13),其在700 ℃时发生部分熔化,并对部分已生成的Na2CrO4形成包裹,造成此部分Na2CrO4在水浸过程中难以溶出,使铬浸出率下降。图12 显示焙烧温度为700 ℃时,反应(10)可以发生。综上,选择焙烧时间为90 min 较适宜。

图12 焙烧温度对反应(10)吉布斯自由能的影响Fig.12 Effects of roasting temperature on the Gibbs free energy of reaction (10)

图13 焙烧时间为105 min 时焙烧渣XRD表征结果Fig.13 XRD result of the roasting residue at roasting time of 105 min
3.1.4 综合条件验证
O2流量40 mL/min 条件下,单条件试验确定的最优焙烧工艺条件为:Na2CO3添加量100%,焙烧温度700 ℃,焙烧时间90 min。对此条件下的焙烧渣以去离子水为浸出剂,在温度20 ℃、液固比10∶1和浸出时间1 h 的条件下,进行水浸处理,铬浸出率达97.8%,浸出液中铬浓度为0.67 g/L。对水浸渣进行成分分析,结果见表2。表2 中浸出渣Cr 含量降至0.09%,Cu、Ni 含量分别提高至6.62% 和7.47%,将其转入到传统铜冶炼工艺可实现Cu 和Ni 的有效回收[22]。

表2 水浸渣化学成分分析Table 2 Chemical composition of the water leaching residue %
3.2 还原试验
3.2.1 Na2S 添加量对铬回收率的影响
控制反应时间90 min、温度20 ℃,考察Na2S 添加量对铬回收率的影响,如图14 所示。试验表明,当为8∶3时,铬的回收率为5.4%;当为8∶9时,铬的回收率最高,增加至85.3%;当nn(S2-)进一步减小,Na2S 添加量增多时,由于S2-的水解作用,体系pH 值随之增大,生成的Cr2O3沉淀与OH-反应生成(反应(11))[23],而在为8∶3时,体系pH 值已达12.45,呈强碱性环境,所以随着Na2S 添加量的增多,沉淀反溶的量会进一步增加,铬回收率有所下降,不利于铬的回收。综上,选择为8∶9较适宜。

图14 Na2S 添加量对铬回收率的影响Fig.14 Effects of Na2S amount on the recovery rate of Cr
3.2.2 反应时间及温度对铬回收率的影响
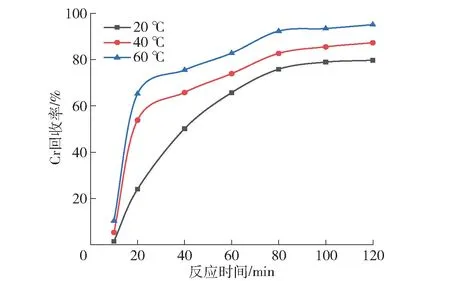
图15 反应时间及温度对铬回收率的影响Fig.15 Effect of reaction time and temperature on the recovery of Cr
试验表明,温度为20 ℃,反应时间由10 min 增加至80 min 时,Na2S 对Na2CrO4的还原越来越充分,铬的回收率迅速增加,由1.5%上升至75.8%;而80 min 之后,还原反应接近达到平衡,铬回收率提升趋于平缓,因此反应时间选择为80 min。反应温度由20 ℃升高至60 ℃时,离子扩散速率加快,反应速率加快,同等时间下铬回收率由10.4%上升至92.3%,反应温度确定为60 ℃。
图16 为反应时间分别为20 min,40 min,60 min,80 min,100 min 和120 min 时浸出液还原体系离心结果,显示反应时间延长时,体系颜色由黄色变为绿色,之后又慢慢出现沉淀,表明加入的Na2S 将Na2CrO4中黄色CrO2-4还原为绿色Cr3+,并最后生成绿色的Cr2O3沉淀。
3.2.3 综合条件验证

图17 Na2S 添加量为最佳时滤渣的XRD表征结果Fig.17 XRD result of the filter residue with Na2S amount of addition is optimal
4 结论
1)以Na2CO3为添加剂,碱性氧化焙烧法可将电镀污泥中Cr2O3转变为水溶性Na2CrO4,进一步通过水浸处理,可实现其中铬资源的高效浸出。一定范围内增加Na2CO3加入量或提高焙烧温度,可将铬尖晶石物相FeCr2O4和AlCr2O4转变为Na2CrO4,提高铬浸出率。然而Na2CO3添加量超过100%或焙烧温度高于700 ℃时,将削弱O2向Cr2O3、Na2CO3、O2等多相反应界面的有效扩散,恶化反应动力学条件,使铬浸出率下降。同时焙烧时间过长时,电镀污泥中SiO2与Na2CO3可反应生成大量Na2SiO3,并通过部分熔化对部分Na2CrO4形成包裹,造成Na2CrO4水浸出率下降。
2) 在O2流量40 mL/min 条件下,单条件试验确定的最优碱式焙烧反应工艺参数为Na2CO3添加量100%、焙烧温度700 ℃、焙烧时间90 min,该条件下,焙烧渣水浸工艺中铬浸出率可达97.8%。
3)以Na2S 为还原剂,在碱性条件下,可将浸出液中Na2CrO4还原为Cr2O3,再对滤渣进行焙烧脱水处理,可实现铬的回收。在一定范围内,Na2S 添加量增加,铬回收率升高。然而Na2S 添加量继续增加,即当小于8∶9时,S2-水解导致体系pH 值进一步增大,Cr2O3反溶量增加,溶解态进一步增多,铬回收率下降。
4) 在浸出液中铬浓度为0.67 g/L 的条件下,还原反应的最佳条件为Na2S 添加量(S2-)=8∶9、反应温度60 ℃、反应时间80 min,在该条件下,还原后铬回收率可达92.3%,实现了电镀污泥中铬的高效分离回收。
猜你喜欢
山东冶金(2022年4期)2022-09-14
耐火材料(2022年4期)2022-08-28
中国宝玉石(2022年2期)2022-04-25
世界有色金属(2020年4期)2020-05-16
中国有色金属学报(2018年2期)2018-03-26
广东饲料(2016年7期)2016-12-01
环境科技(2016年3期)2016-11-08
西南农业学报(2016年4期)2016-05-17
上海金属(2015年6期)2015-11-29
石油炼制与化工(2014年10期)2014-09-16
