
滤棒成型机导丝舌漏丝的原因分析与维修方法
2024-03-15 09:54王光磊李孝泉于治林
设备管理与维修 2024年3期
王光磊,李孝泉,汪 蓉,于治林
(红云红河烟草(集团)有限责任有限公司红河卷烟厂,云南红河 652399)
0 引言
醋酸纤维滤棒成型机生产中,导丝舌在输送与导引丝束时,如果有少量的纤维丝被气流吹出导丝舌之外,将造成丝束纤维外溢。外溢的纤维丝会粘附在施加搭口胶的成形纸上,阻碍了另一侧的成形纸与之粘接。粘有纤维丝的滤条搭口粘接力不够,在丝束的膨胀下容易使搭口爆开,形成爆口滤棒。滤棒爆口会使滤棒成型机切割和输送无法正常进行,导致生产中断,影响成型机设备的生产效率。同时,爆口滤棒会影响卷烟工艺烟支与滤嘴的对接,给卷烟生产带来障碍。滤棒爆口是漏丝的主要危害,既影响设备运行效率又带来质量隐患。因此,如何有效避免导丝舌出现漏丝是滤棒质量控制过程中的重要技术要求。因此深入分析导丝舌工作原理及漏丝形成的原因,有利于有针对性的解决滤棒漏丝爆口问题。
1 导丝舌工作原理
导丝舌是滤棒成型机将开松后施加了甘油酯的丝束导入烟枪的主要部件(图1)。机器系统高压空气经调压阀减压后进入比例阀,比例阀依据主机车速由电磁线圈的吸力控制阀芯移动,从而打开气路,向捕丝器及导丝舌输送压缩空气。开松后的丝束通过捕丝器的射流真空,将高压空气形成的负压吸入捕丝器左侧腔,然后在高压空气作用下吹入导丝舌,由导丝舌导入烟枪,并逐步被布带和成形纸包裹,在烟舌、烟枪的配合下形成滤条。
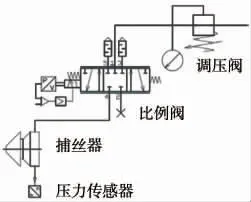
图1 导丝舌工作原理
2 导丝舌漏丝的原因分析
2.1 调压阀内过滤器污染问题
由于系统提供的压缩空气并不完全清洁,再加上输送管道内壁锈蚀,脱落下来的粉末会混入压缩空气中。掺杂着粉尘的压缩空气在经过每台成型机总气阀时会污染过滤器,影响其通透性。如果污染情况严重,压缩空气在经过过滤器时,压力和流量就会出现波动,造成比例阀分配给捕丝器的空压流量与实际要求存在差距,且忽大忽小,从而引起作用在丝束上的作用力不稳定。如果过大压力的压缩空气作用在丝束上,使其进入导丝舌,就会造成漏丝。
2.2 比例阀响应速度降低问题
控制捕丝器气流的比例阀,按照主机车速控制比例分配阀芯开度,从而控制合适大小的气流供给捕丝器。比例阀阀芯被污染后,动作不灵活,输出的实际气流往往低于设定气流,使丝束输捕速度降低、局部堆积,阻碍气流的通过。此时,气流压力瞬间增大,将部分丝束纤维吹出导丝舌两侧,从而形成漏丝。
2.3 捕丝器气腔内环状气流问题
(1)捕丝器气腔被丝束溶浆污染,造成进入气腔的环状气流分布不均匀、局部压力增大,丝束未能正常吹入导丝舌。局部压力增大的气流可以使部分纤维被吹出导丝舌之外,造成漏丝。
(2)气流通道横截面积的大小影响吹出气流的压力。由流量公式Q=V×A 可知,相同流量的气流Q 通过时,如果通道横截面积A 不同、流速V 不同,其压力也不同。通道横截面积的大小由气腔内的垫片厚度决定。如果垫片厚度减小,在相同流量的气流通过时,气流压力增大。但是如果垫片厚度增加,通流面积A 增大,压力降低。需要保持压缩空气的压力与流量处于合理范围,才能保证丝束的正常输送。
(3)气腔垫片锈蚀或垫片安装不良。垫片安装位置与气腔中心形成中心对称,才能使环状气流的分布较为理想。垫片安装不对称或垫片锈蚀造成局部厚度不同,都会造成气腔形状不理想或漏气,影响作用在丝束上的气流分布。
(4)捕丝器的安装角度和横向位置。捕丝器与导丝舌的对接角度应保证在一条直线上,以减少气流损耗。另外,两者中心线应处于烟枪中心线垂直平面内,以保证丝束的输送方向与气流方向一致。方向偏差会导致部分纤维受到横向作用力被吹出,从而形成漏丝。
2.4 导丝舌位置问题
(1)正常气流应沿着丝束形成滤棒条的倾斜向前的方向。如果导丝舌后端过高,则会使气流向下的角度较大,部分丝束受到向下的作用力,从导丝舌尾部下面漏出;如果导丝舌前端过低,则会造成丝束经过时通道过小,部分丝束会被挤压出导丝舌与布带形成的空间之外,从而形成漏丝。
(2)导丝舌沿着成型腔的纵向位置不合适,使丝束未能较好地被导入成型腔。如果导丝舌纵向位置靠后,开松的丝束导入深度则不够,不能够有效地被布带和盘纸卷入包裹起来,从而造成漏丝现象。而如果导丝舌纵向位置超前,导丝舌本身在卷曲的布带内占据的空间大,使丝束进入的空间狭小,导入不通畅,从而造成漏丝现象。
(3)导丝舌横向位置偏差大,不在布带中间。导丝舌与布带两侧的间隙不均匀,间隙大的一侧密封性不好,导致有纤维溢出,从而形成漏丝。
(4)导丝舌与烟舌对接不正。如果导丝舌与烟舌安装不正,结合面形成错位,纤维通过时会被挂断。断裂的纤维在压缩空气的作用下吹出,从而形成漏丝。
2.5 烟枪入口布带辊高度问题
滤棒条的形成是导丝舌、烟舌配合成形纸,与布带逐渐包裹而成的。丝束进入烟枪后,如果不能及时被包裹起来,就必然会漏出来。布带辊与烟枪入口导纸辊的高度直接决定布带与盘纸的卷曲速度。如果其位置过低,包裹速度滞后于从烟舌捕来的丝束,就会造成漏丝。
3 导丝舌漏丝的处理方法
3.1 合理设定终端压力与流量
导丝舌终端的工作压力和流量,与所生产的滤棒规格以及丝束辅料相关。过高的压力对丝束的冲击力过大,会使断丝飞出导丝舌之外,从而形成漏丝爆口;过低的流量无法输送丝束,就会造成滤棒缩头。所以应该以导丝舌两侧无飞花、滤棒不缩头、吸阻和重量等质量指标稳定为指向,合理调定工作压力和流量。
3.2 及时清洁或更换调压阀过滤器
操作或修理人员应定期对调压阀内的过滤器进行清洁,可采取超声波清洁方式进行清洁。如果过滤器污染严重,应更换新的过滤器,以保证送往开松系统高压空气清洁,从而保持压力、流量的稳定。压缩空气的清洁能够减少比例阀的污染,使其性能相对稳定可靠。进入比例阀内压缩空气的流量与压力稳定,能减少其对比例阀阀芯的非正常冲击,使其分配的气流更好地满足要求。
3.3 提高过滤阀器过滤精度
目前,滤棒成型机高压空气的过滤精度普遍采用8 μm 的过滤精度。可以将其改进为两级过滤,在8 μm过滤的基础上再增加一级5 μm 过滤器,提高过滤精度,以便更有效地保护流量比例阀等电气元件,保持高压空气流量控制的可靠性,减少漏丝现象的发生。
3.4 定期检查空气捕丝器
操作人员应当定期对空气捕丝器进行清洁,避免丝束溶浆固化后对气流造成干扰。修理人员对出现锈蚀的垫片也应及时更换,并涂抹润滑脂,增强其密封性。规范组装捕丝器,保持气腔气隙的均衡,使捕丝器达到最佳的工作状态。捕丝器垫片厚度的选取应该与调定的最高流量相匹配。
3.5 合理调定流量阀进气压力与流量阀开度
一般流量阀的阀芯开度在成型机高速运行时处于中间位置(50%左右)较为可靠。如果流量阀的阀芯开度处于最大极限位置才能达到捕丝器的压力和流量需求,则容易出现压力和流量的波动。因此,需要将流量阀的进气压力调到捕丝器最高需求压力的2 倍,这样才能使流量阀在工作时阀芯处于中间位置,保证其工作稳定可靠。
3.6 规范调整烟枪入口布带辊位置
烟枪入口布带辊的辊面高度与烟枪槽的底面等高,如果辊面高于烟枪槽底面,就会使布带与烟枪槽底面不平行,处于倾斜状态。而后续导丝舌的调整是以布带为基准的,所以也与烟枪槽不平行,使丝束输送阻力会增大。布带辊面低于烟枪槽底面,会使布带对丝束的包裹滞后,容易形成漏丝。
3.7 规范安装调整导丝舌
导丝舌两侧与布带间隙均匀,以4 层成形纸刚好通过为宜。若间隙过大,则会导致密封性下降,气流外泄造成漏丝。而且,导丝舌应与烟枪槽平行、中心对称,使导丝舌内的丝束受力均匀,减少横向压力偏差造成的漏丝。导丝舌与烟舌的对接面应无凸起现象,以保证丝束通过时流畅、不卡涩、不挂断纤维。
4 结束语
综上所述,解决成型机导丝舌漏丝爆口问题,首先应从工作介质,即高压空气的过滤精度、压力和流量的大小与稳定性方面入手,结合导丝舌、捕丝器、烟枪入口布带辊等安装调整技术要求等方面检查分析,从而实现快速精准的维修,保证滤棒产品质量和设备效率。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
科技与创新(2020年16期)2020-11-29
科学与财富(2020年2期)2020-04-01
小小说月刊(2019年8期)2019-08-22
金山(2019年7期)2019-07-31
阅读与作文(小学高年级版)(2016年11期)2016-12-10
湖南工业大学学报(2014年1期)2014-05-06
机械研究与应用(2014年4期)2014-04-02
机械与电子(2014年3期)2014-02-28
中国烟草学报(2012年1期)2012-04-09
