砂型铸造固体废弃物综合利用概述
2024-03-04 02:14:10胡胜利任文强吴武灿廖朝宗
中国环保产业 2024年1期
胡胜利,任文强*,吴武灿,廖朝宗
[1.柳晶科技集团股份有限公司,江苏 常州 213300;2.柳晶机械设备(溧阳)有限公司,江苏 常州 213300]
中国铸造历史悠久,2000 年以来,我国铸件总产量稳居世界第一。我国铸件年产量约为5200 万t,约占世界总产量的50%[1,2]。在各种铸造工艺中,以原砂为主要骨料的砂型铸造工艺历史最为悠久。其具有不受铸件形状、大小和复杂程度限制,生产周期短,原材料来源广泛,成本低等诸多优点,我国及世界80%以上的铸件都源自砂型铸造工艺[2]。
尽管大部分铸造用砂可以在铸造企业内循环使用,但仍有20%—30%的废砂由于破碎变细、耐火度降低、砂性能变差等原因被废弃。而且,为保证芯砂、型砂的性能在规定的工艺范围之内,需要在添加新砂及粘结剂等材料时抛弃部分旧砂[3,4]。因此,为了实现绿色化铸造[5,6],必须对废旧砂进行综合利用。
废旧砂已成为砂型铸造企业产生的主要固体废弃物,废旧砂包括采用黏土砂型、水玻璃砂型、有机粘结剂自硬砂型和其他各种有机或无机粘结剂砂芯等工艺产生的废砂、粉尘、无法破碎的砂块、熔炼废渣等。
20 世纪80 年代,我国首届旧砂再生会议在昆明市召开,气流横吹式再生机和机械逆流式再生机等旧砂再生技术得以应用,在黏土砂和水玻璃砂再生领域取得初步成效。如今,随着国家环保政策日益严格和全民环保意识的提高,铸造工作者开始采用多种方法对砂型铸造废旧砂进行再生,并对固体废弃物进行综合利用。
目前,铸造用硅砂大多来自内蒙古、辽宁、河北、福建、海南等地。其中,福建省与海南省已开始限制开采,需求与资源消耗之间的矛盾日益突出。而铸造废旧砂的再生循环利用,可极大地缓解该矛盾。2020 年3 月,中国铸造协会牵头编制的《排污许可证申请与核发技术规范 金属铸造工业》(HJ1115—2020)正式颁布并实施。2020 年9 月,第二次修订后的《固体废物污染环境防治法》(以下简称《固废法》)颁布实施。由此所见,铸造固体废弃物资源化利用,已成为我国铸造产业绿色发展的大势所趋,对产业发展有着重大的意义。
1 砂型铸造有机混合废旧砂再生
粘土型砂与树脂芯砂产生的混合旧砂占铸造旧砂的70%—80%,是经浇注、冷却、落砂后,废砂芯或和一部分黏土砂混合形成的固体废弃物。这些有机废旧砂经过650℃—700℃焙烧、冷却、机械研磨、除尘、筛分后,成为再生砂,可用于造型、制芯。焙烧和机械研磨的目的是去除砂粒表面的有机和无机残留物,使砂粒尽量恢复到原始状态[7,8]。经再生后的砂可用于制芯或造型,以替代原砂,而且再生过程中没有二次污染[9]。
1.1 工艺流程
利用高温焙烧的方法去除废旧砂中的有机成分,再使用机械研磨的方法去除再生砂表面的黏土附着物(流程见下图)。

热法+机械法再生流程图
1.2 主要设备及参数
沸腾式热法再生焙烧炉,焙烧温度670℃—690℃、3—7t/h;高速研磨机,磨轮速度为1440r/min;滚筒破碎机,10—20t/h。
1.3 再生主要指标
经过热法和机械法再生,再生砂可满足后续铸造生产需要,可达到的质量指标见表1。

表1 热法+机械法再生砂质量控制指标
2 无机废旧砂处理
无机废旧砂主要包括铸钢用普通水玻璃废旧砂和有色合金用无机废旧砂两类。
2.1 铸钢用普通水玻璃废旧砂再生
水玻璃砂,主要用于铸钢件生产的造型和制芯,所用的黏结剂为水玻璃。这种砂型及砂芯经过浇注和落砂后,废旧砂可以采用湿法再生处理。因为水玻璃溶于水,所以可通过浸泡擦洗,溶解掉废旧砂表面包覆的水玻璃,使砂粒基本恢复原始状态。除此之外,中机铸材可将水玻璃废旧砂再生后产生的细粉制作成建筑涂料中使用的彩砂。需要强调的是,湿法再生工艺的废水可循环利用。
2.2 有色合金铸造的无机废旧砂再生
无机砂,是近年来出现的用无机黏结剂代替冷芯盒制芯工艺中的有机黏结剂芯砂或型砂,主要用于铝合金铸造。无机废旧砂再生利用包括热法和湿法两种工艺。热法再生工艺需先将废砂破碎、去除金属物,经300℃风力研磨后,进入650℃焙烧炉中钝化处理,经冷却筛分后的再生砂产品可用于制芯。
湿法再生工艺过程为:旧砂经过水浸泡清洗,再用离心机脱水烘干,经筛分除尘后得到再生产品。处理该工艺产生的废水不需要添加化学药剂,固液分离后即可循环利用。
3 除尘灰综合利用
除尘灰是指经由除尘器收集的、来自以上各种砂型铸造工艺中的粉状固体废弃物。回收利用时,除尘灰可通过造粒工艺制成不同粒径、不同强度的颗粒,根据其成分可用于制作覆膜砂、建筑用陶粒等产品,也可通过高温烧结工艺,将其制成保温陶瓷板、种植保水陶粒、高强度建筑陶粒等。免烧结陶粒性能指标见表2。
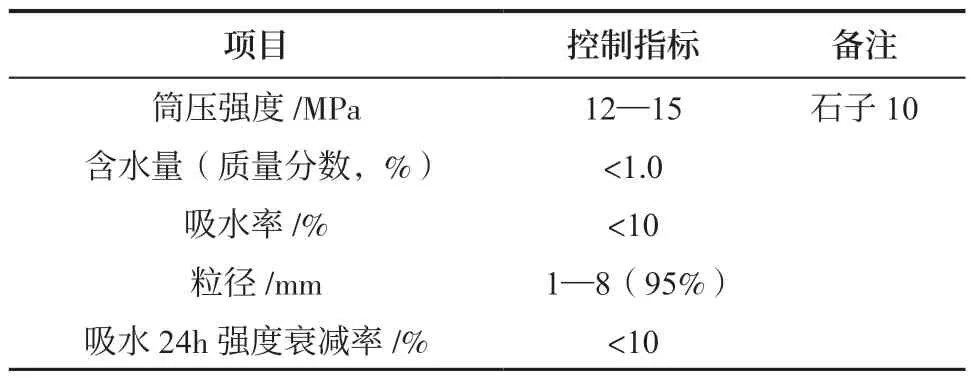
表2 免烧结陶粒性能指标
4 铸造废渣综合利用
铸造炉渣是指火法冶金过程中生成的浮在金属等液态物质表面的熔体,其组成以二氧化硅、氧化铝、氧化钙、氧化镁等氧化物为主,还常含有硫化物并夹带少量金属。其中,高炉渣是很好的水泥原料,高磷渣可用于化肥生产,含钒钛渣可作为提炼钒、钛的原料。此外,炉渣还被广泛应用于路基道砟、建材制造等领域。
5 铸造固体废弃物管理
2020 年9 月新修订的《固废法》开始实施,要求产生工业固体废物的单位应当建立健全工业固体废物产生、收集、贮存、运输、利用、处置全过程的污染环境防治责任制度,建立工业固体废物管理台账,如实记录产生工业固体废物的种类、数量、流向、贮存、利用、处置等信息,实现工业固体废物可追溯、可查询,并采取防治工业固体废物污染环境的措施。根据相关要求,柳晶科技集团股份有限公司利用物联网技术建立了铸造固体废弃物管控系统,实现了铸造固体废弃物收集、运输、储存和处置过程的可追踪和可查询,该系统包括铸造固体废物跟踪系统和固体废物处置管理(MES)系统。
固体废物跟踪系统实时更新,实现了铸造固体废弃物的收集、运输和贮存过程的实时跟踪,对相关数据的统计和分析,实现了可追踪可查询的目的,可为客户提供处置证明,也可供相关部门进行监督检查。
固体废物处置管理(MES)系统可对铸造固体废弃物的处置进行全程实时记录,实现生产计划、生产数据、设备管理、生产预警、质量管理、库房管理、产品追溯、能耗管理、员工管理和报表分析等模块的信息化和自动化管理,可为固体废物处置企业提供固体废物处置证明。
6 结语
(1)采用先焙烧后研磨的方法对砂型铸造的有机混合废旧砂进行再生循环利用,可实现再生砂替代铸造用原砂。
(2)可采用先高温研磨再高温钝化的方法对有色砂型铸造无机废砂进行再生,如果采用湿法再生,污水处理是重点。
(3)将铸造除尘灰进行免烧结造粒,制成免烧结陶粒替代建筑骨料。
(4)通过固体废物跟踪系统和固体废物处置管理系统,实现铸造固体废物的可追踪可查询。
猜你喜欢
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
建材发展导向(2021年11期)2021-07-28 06:57:24
中国民间疗法(2021年6期)2021-06-09 06:18:58
陶瓷学报(2021年1期)2021-04-13 01:33:48
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
城市建筑空间(2018年12期)2018-08-26 09:06:20
中国设备工程(2017年2期)2017-03-06 05:36:55
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:22
应用化工(2014年12期)2014-08-16 13:10:46
无机化学学报(2014年6期)2014-02-28 17:31:57