
米勒板蜂窝夹套激光焊接技术及工艺
2024-02-29 12:26宋维建苏州领创普瑞玛智能装备有限公司
钣金与制作 2024年2期
文 宋维建 苏州领创普瑞玛智能装备有限公司
2001 年以前,中国的换热器板基本采用传统的焊接方式,如半管夹套氩弧焊、冲压拉深堆焊等,欧美等国较早使用了激光焊接新技术,并且大量向中国出口由激光焊接后的换热板及其罐体,导致我国相关企业在竞争中处于被动地位。领创激光的技术团队于2001 年成功研制出高速度、高精度和高可靠性的国内首套大型激光板焊加工设备,历经二十多年的潜心研发,已向市场推出近十个机型的产品和自动化产线。
米勒板蜂窝夹套激光焊接工艺制程的理论分析
米勒板蜂窝夹套是广泛应用于锅炉、医疗器械、轻工、化工、食品等行业的新型换热设备,通过激光焊接可以加工成蜂窝式、通道式、蜂窝通道混合式、瓦楞式四种形式的夹套结构,是先进制造技术和新型结构相结合的产物,具有制造方便、传热效果好、绿色低碳、经济效益明显等优点,应用前景广阔。由于米勒板蜂窝夹套的特殊制造工艺及其新颖结构,需要对其进行系统的实验研究和理论分析(主要是有限元数值模拟分析)。从2001 年起,浙江大学研究团队、领创激光团队及宁波乐惠工程技术人员主要开展了以下研究工作:⑴对夹套材料的弹性、塑性性能进行研究,为有限元分析打下基础。⑵对激光焊的焊缝进行金相分析和剖面放大观察,从焊缝组织和结构上分析其对整个夹套结构的影响。⑶对夹套的制造关键——压力鼓胀过程进行分析,解决压力鼓胀过程中的鼓胀压力—鼓胀高度关系的盲目性问题。⑷对夹套壳体进行结构强度分析,求出夹套的安全使用压力。通过以上的实验研究和有限元分析,提出了一套比较适合激光焊蜂窝夹套从生产制造到使用安全校核的系列有限元分析方法。该方法减少了工厂验证时间,具有极强的理论指导意义,促进了激光焊接米勒板技术和工艺在换热器领域的发展应用。
米勒板蜂窝夹套激光焊接工艺简介
米勒板蜂窝夹套激光焊接设备是换热器行业用不锈钢或ND钢的中心穿透熔化焊设备,该设备集光、机、电、气动及制冷技术于一体,采用计算机控制,具有极高的自动化程度。米勒板蜂窝夹套激光焊接采用先进的加工工艺,利用激光将上层薄钢板通过中心穿透熔化焊方式与下层较厚或相同厚度的钢板焊接在一起,被焊的上下板可以具有不同或相同的厚度,一般薄板小于3mm,厚板小于20mm,加工幅面可至2000mm×1200mm。通过焊接可以成形四类夹套,板片经过二次成形加工形成板式换热器等换热罐体和装置。该工艺可以极大减小工人的劳动强度,无焊条损耗,无环境污染。CNC 控制有效地提高了制件的精度,焊缝光滑无杂质,强度高,均匀致密,焊后工件变形小。材料利用率可达100%,加工效率成倍提高。另外通过专用自动编程软件控制,可以方便地更换焊接图样,以满足不同冷媒,耐压和换热需要。

图1 鼓胀成形

图2 板片焊接

图3 点环激光板片焊接
米勒板蜂窝夹套激光焊接分类
从使用光源分,领创激光可为用户提供两种3000 ~6000W激光器,即光纤激光器和CO2板条式激光器。光纤激光器又分为焊接版单模式和点环双模式两种,两种光纤激光器的焊接成形质量比较见表1。CO2板条式激光器焊接飞溅少,易于控制焊缝氧化,焊缝光滑,但光束易受等离子体遮蔽,不利于长焊缝的连续焊接;光纤激光器则相反,但如果采用点环双模式光纤激光器,则可以极大减少飞溅,焊缝成形接近气体激光器。点环双模式光纤激光器能量分布如图4 所示。
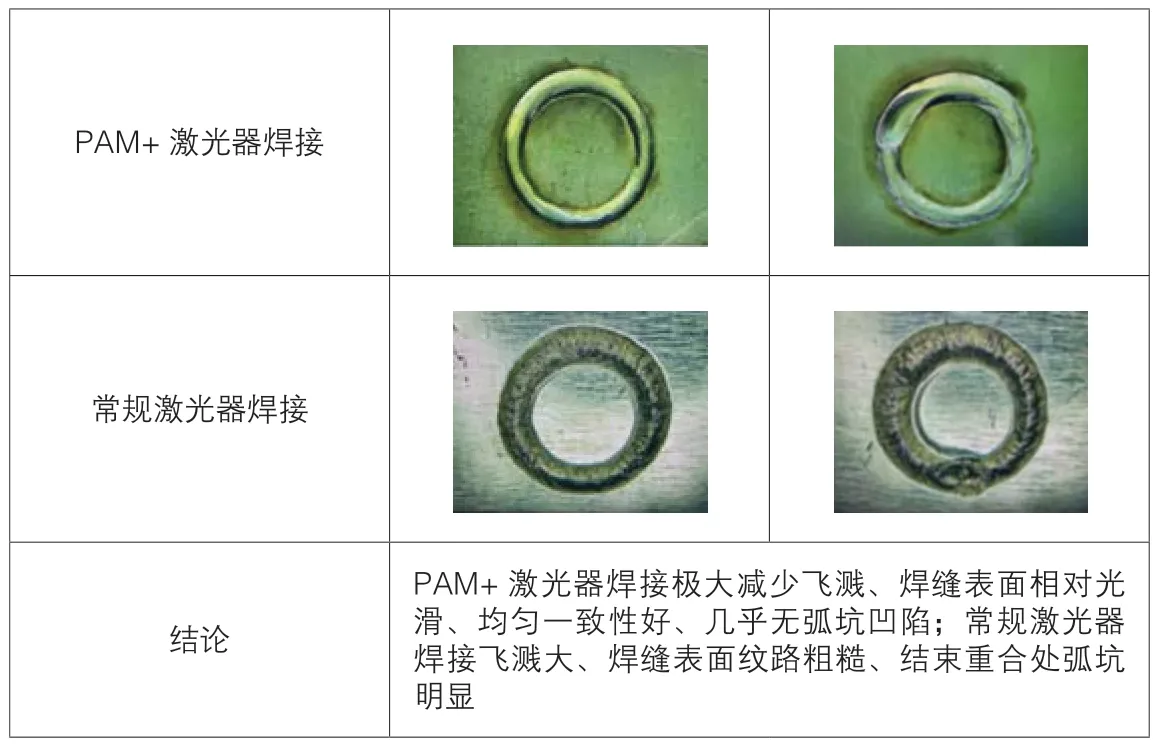
表1 两种光纤激光器的焊接成形质量比较

图4 点环双模式光纤激光器能量分布
从焊接方式分,可分为轴移动式插补焊和振镜扫描焊接。轴移动式插补焊又可分为单枪插补焊接和多枪头同步焊接,振镜扫描焊接又分为机器人控制和平面轴控制两种。扫描振镜如图5 所示,机器人驱动振镜焊接设备如图6 所示。目前使用振镜扫描焊接的加工效率是单枪插补焊接的2.5 倍,缺点是焊缝不易保护。
图5 扫描振镜

图6 机器人驱动振镜焊接设备
从结构分,可分为步进式和连续式两种。前者板材步进式移动焊接,可焊接薄+薄、薄+厚等所有板片,而且不需要底层模具;后者板材不动,通过辊轮压料实现连续焊接,只适宜于两层薄板焊接,底层厚板一般不大于8mm,否则由于焊接应力,辊轮压力不足导致焊接失效。辊轮压料式连续焊接设备如图7 所示。

图7 辊轮压料式连续焊接设备
从自动化程度分,可分为单机、NC 单元及FMS。单机加工幅面长度1200 ~2000mm,最大宽度2000mm,如图8 所示;NC 单元有单机+上下料和双机+上下料两种,如图9 所示;FMS 柔性制造产线包含中央控制室、AGV 物流运输车、自动化产线和工厂监控等,目前已做到12 台(套)及16 台(套)两个智慧样板车间,从原材料到成品,相关的生产、存储、搬运、检测环节无需人工操作,完全由机器和指令控制。
图8 单机(轴控式)

图9 NC 单元(一拖二)
需要解决的关键技术
⑴双层板片压料技术及装置辅以随动辊轮压料机构,合理的板片间隙是确保焊接质量的前提。
⑵减少飞溅技术,飞溅影响成品质量和外观,容易造成后续压坑及增加二次处理难度。
⑶焊缝防氧化技术及工艺,目前多采用同轴保护、侧吹保护及复合方式,保护气体多采用按一定比例的氩气+氦气,由于价格较高,使用氮气也是一种选择。
⑷薄+厚的焊接质量易于控制,但薄+薄的焊接需要特定的装置和工艺,尤其是对于需要高使用压力的行业,焊缝需要达到双面凸起,这就要求对离焦量、底部粘连及防氧化等参数和结构进行控制。
⑸Ramping 功能的应用技术,该技术主要通过精确焊缝路径计算设定功率、速度和时间三者之间的匹配关系,实现优良的起弧、收弧效果。
⑹选择光束传导器件最佳参数配比。焊接版点环双模式光纤激光器,中心点光纤芯径100μm,外环光纤芯径300μm,扩束准直镜焦距100mm,工作焦距300mm,聚焦光斑直径为0.3mm 和0.9mm,焊缝宽度约1.5 ~2.5mm。
01
中华服饰
永不褪色的仙女裙
留仙裙
古代版百褶裙
流行朝代汉
即有绉褶的裙
绯闻对象:赵飞燕
基本特点:绉褶裙层 飘逸宽袖
至尊款式:广袖流仙裙
轻解浅析:帝后赵飞燕 歌舞太液池
裙褶因风起 留仙始得名
广袖善飘逸 汉宫稀罕物
华美令心醉 今人叹已失

猜你喜欢
建材发展导向(2021年22期)2022-01-18
农业装备与车辆工程(2021年12期)2021-12-28
软件导刊(2021年3期)2021-03-25
纯碱工业(2018年5期)2018-10-19
石油化工建设(2017年2期)2017-06-05
科技创新与应用(2017年13期)2017-05-24
工业设计(2016年10期)2016-04-16
中国医疗器械杂志(2015年5期)2015-12-31
海军航空大学学报(2015年3期)2015-11-11
建筑机械化(2015年7期)2015-01-03
