
一种激光切管机气动卡盘设计
2024-02-29 11:20陈志森江苏金方圆数控机床有限公司
钣金与制作 2024年1期
文 陈志森 江苏金方圆数控机床有限公司
激光切管机主要用于切割常规管件和复杂形状的型材,如工字钢、L 形钢等。传统加工如锯切、火焰切割、等离子切割因加工精度差,效率低,不能满足管材加工要求。随着工业的发展和自动化要求的提高,全自动数控激光切管机应运而生,气动卡盘作为激光切管机的配套设备,是一种机械加工专用夹具,主要用于固定被加工的工件,以保证工件在激光切割过程中保持一定的位置和方向,实现精确加工。
气动卡盘结构图如图1 所示,主要由驱动部分、气路部分和对中夹紧部分组成,工作时,驱动部分的电机带动齿轮旋转,使被夹持的工件可以在多个方向进行加工,这种卡盘广泛应用于激光切管机,能影响切管机的加工效率和加工精度,是激光切管机的核心部件之一。气动卡盘拆分图如图2 所示,本文以通径为225mm 的卡盘为例,设计一种激光切管机前置气动卡盘,卡盘可夹持尺寸为:正圆管直径20 ~220mm、最小方管尺寸20mm×20mm、最大方管尺寸150mm×150mm、矩形管短边尺寸大于20mm、外接圆直径小于220mm。

图1 气动卡盘结构图

图2 气动卡盘拆分图
卡盘技术参数计算
卡盘技术参数见表1,卡盘设计输入参数见表2。

表1 卡盘技术参数
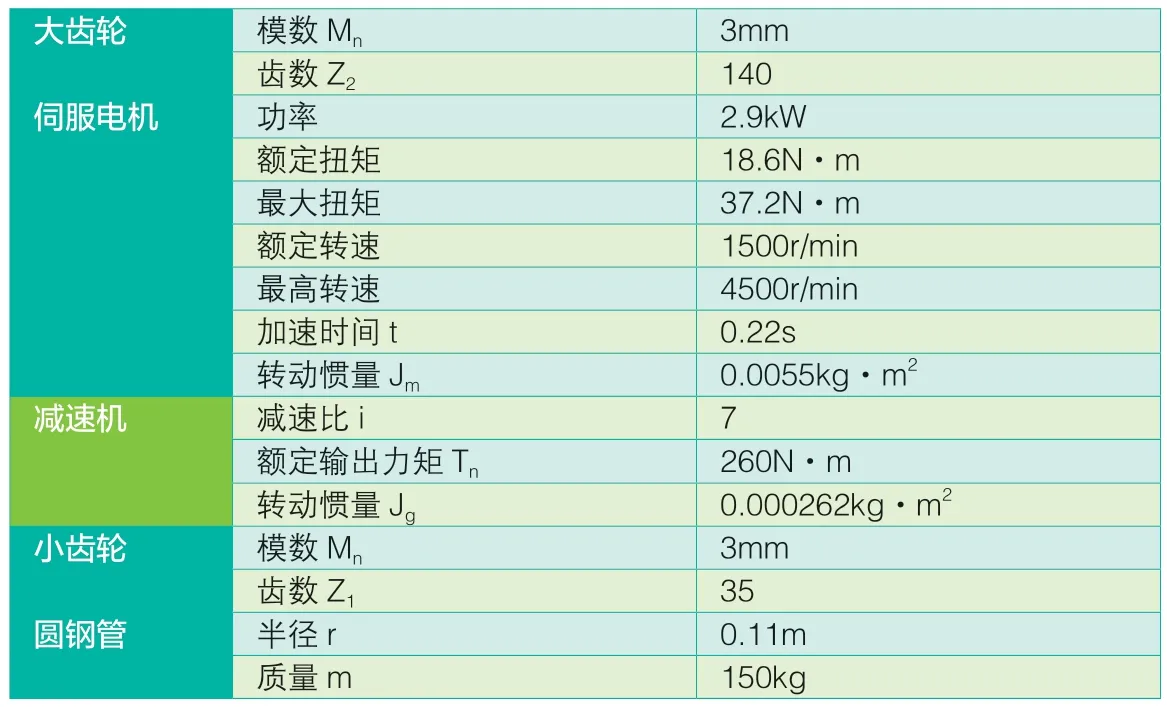
表2 卡盘设计输入参数
卡盘驱动计算:
卡盘齿轮比:i1=Z2/Z1=140/35=4
角速度:ω=2πn/60=2×3.14×100/60 ≈10.5rad/s
角加速度:β=ω/t=10.5/0.22 ≈47.7rad/s2
钢管惯量:Jw=mr2=150×0.112/2=0.9075kg·m2
钢管旋转阻力力矩:Tf=mμr/2=150×0.1×0.11/2=0.825N·m
电机所需额定转速:n电机=(n×Z2×i)/Z1=100×140×7/35=2800r/min
加速时电机所需扭矩:T=JLβ(i1×i)+Tf/(i1×i)=0.0075×47.7×(4×7)+0.825/(4×7)=10.047N·m
平稳时电机所需扭矩:T=Tf/i×i1=0.825/7×4=0.471N·m
惯量匹配:JL/Jm=0.0075/0.0055 ≈1.364 >1
伺服电机额定扭矩大于平稳时电机所需扭矩,最大扭矩大于加速时电机所需扭矩。
驱动部分设计
卡盘驱动部分为伺服电机减速机齿轮传动,选择小齿轮材料为45 钢(调质),齿面硬度240HBW,大齿轮材料为40Cr 钢(调质),齿面硬度280HBW。初选小齿轮齿数Z1=35,大齿轮齿数Z2=140,模数Mn=3mm,齿形角20°,齿宽系数推荐值d=0.8,齿轮按7级精度设计。
分度圆直径:d1=Z1Mn=35×3=105mm;d2=Z2Mn=140×3=420mm
中心距:a=(d1+d2)/2=(105+420)/2=262.5mm
大齿轮结构如图3 所示。
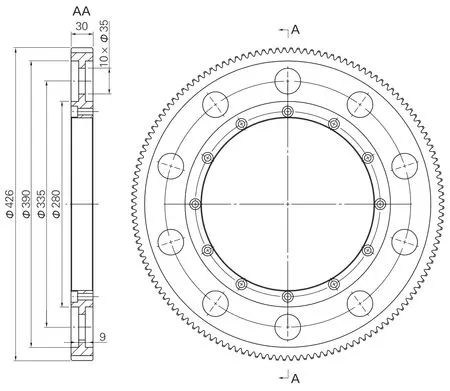
图3 大齿轮结构图
气路部分设计
气动卡盘气缸与主轴圈旋转部件一起进行旋转运动,卡盘进气图如图4 所示。使用三个轴用旋转斯特封隔开进气路和出气路。定气环与底座连接固定不动,动气环与交叉滚子轴承内圈连接,随大齿轮转动。定气环外圈加工两道半圆槽,动气环内圈加工三道密封圈安装槽和两道半圆槽,间隔排列。定气环与动气环同轴安装,两环内半圆槽贴合形成气路。
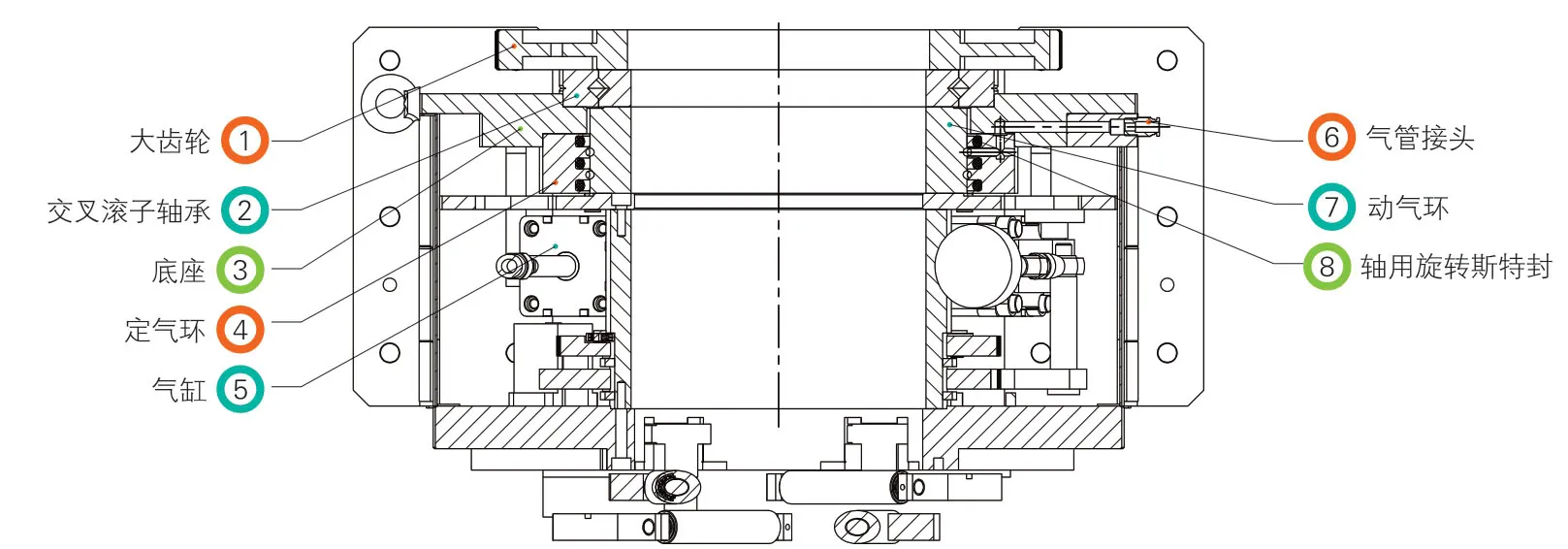
图4 卡盘进气图
当气源接通时定气环进气口开始进气,密封槽内密封圈受压形成密封腔,气体通过动气环进入主轴圈出气通道,通过管接头气管连接气缸,使气缸动作。
对中夹紧设计
对中夹紧使用齿环齿轮结构,如图5 所示。气缸带动齿环进行角度旋转,齿环与双联齿轮啮合,双联齿轮旋转驱动齿条进行往复运动,齿条上安装卡爪,卡爪随齿条进行直线运动,完成卡盘夹紧松开动作。
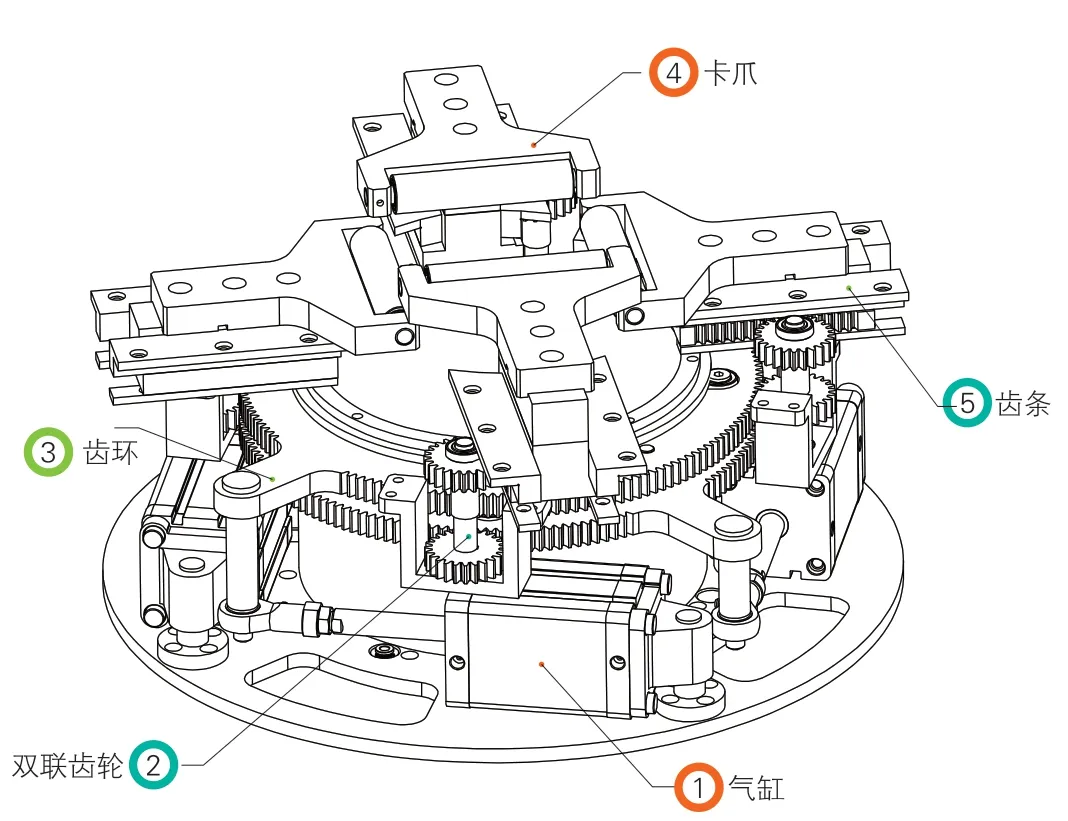
图5 对中夹紧结构图
结束语
市面上卡盘以气缸直推为主,主要在进气方式和对中夹紧结构存在差异,进气方式分斯特封、格莱圈进气和特殊密封圈进气,对中夹紧机构有齿环齿轮式、连杆式和链条式等,方式不同但各有优缺点。本文设计卡盘为斯特封进气,齿环齿轮对中。卡盘性能由传动结构原理决定,传动层级越多对精度影响越大,齿轮式卡盘的优点在于传动比稳定,结构紧凑,工作可靠寿命长,夹紧工件出力均匀。缺点是润滑和防护要做好,防止异物进入造成齿轮磨损。
猜你喜欢
天然气与石油(2022年4期)2022-09-21
内燃机与配件(2022年2期)2022-01-17
北京航空航天大学学报(2021年6期)2021-07-20
装备制造技术(2021年1期)2021-05-21
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年12期)2018-12-23
测控技术(2018年9期)2018-11-25
制造技术与机床(2017年2期)2017-05-04
科技创新导报(2016年9期)2016-05-14
凿岩机械气动工具(2014年3期)2014-03-01
