
浅析船舶薄板焊接质量控制
2024-02-29 11:20:52向延平李召佳黄惠东吴锐广船国际有限公司
钣金与制作 2024年1期
文 向延平,李召佳,黄惠东,吴锐 广船国际有限公司
在船舶建造中,薄板是指板材厚度t ≤6mm 的板材,主要应用于船舶上建,尤其是客船的上建;薄板焊接时,经常出现焊后变形、分段组装和总段吊装后变形的问题,为保证船体上建薄板光顺美观,需加强薄板焊接施工质量控制,如若变形,火工矫正,达到薄板建造质量要求。
船舶薄板焊接工艺规范
焊前准备
⑴船舶薄板焊接工艺、装配工艺、材料、吊装堆放等施工作业文件准备,并依据以往经验与不足,全面策划、编审到位。
⑵焊工需持有相应等级的技能证书,焊接材料得到船级社认可,焊接设施在检定有效期内。
⑶焊前应采取预防变形的工艺措施;对于易裂结构要焊前预热;对于厚度差大于或等于4mm 的板材对接,需将厚板的边缘斜削厚度差的4 倍;坡口、装配间隙确保规范。
⑷定位焊质量要符合要求,定位焊长度50 ~60mm,高度不超过5mm,不得有裂纹、夹渣、气孔等缺陷。
⑸把焊缝周围30mm 区域的油污、水分、氧化皮以及铁锈等清除干净。
焊接过程控制
⑴焊接方法、参数。
船舶薄板的焊接,其接头类型有:拼板平对接、平对接、立对接、横对接、平焊、横焊、仰角焊、立角焊,推荐的焊接方法及施焊要点见表1。

表1 薄板焊接接头类型、焊接方法及施焊要点
⑵CO2焊焊接参数。
CO2焊焊接参数见表2。

表2 CO2 焊焊接参数
⑶小合拢(壁板)制作工艺流程。
检查零件准确性→修整平台→排料(T形、壁板)→壁板划线→修割余量→壁板扶材装配→壁板压载→壁板扶材焊接→背烧及矫正变形→壁板加强→执补→壁板装焊完整性→放至工装托架待吊装→T 形组件打包待吊装。
⑷焊接工艺要点。
⑴CO2打底焊时要求电流必须严格按照《焊接工艺规程》的参数执行,打底焊如有裂纹,去除裂纹后才能焊接。
⑵每层焊后清除熔渣,有缺陷要及时处理后再焊下一层。
⑶焊接过程中要及时清理焊渣,察看焊缝成形,留意焊接参数的波动,随时调整,确保焊缝质量。
⑷T 形面板需要根据宽度尺寸加设相应的保形肘板或用宽度不小于50mm、板厚不小于6mm、长度为腹板高度2/3 的板条进行保形,保形支撑的间距一般为500mm。
⑸严格控制装配精度,扶材平角焊缝间隙不大于2mm,对接焊缝间隙控制在2mm 范围内,壁板装配局部不平度控制在±2mm,围壁垂直度要小于0.1%壁高。
⑹做好壁板加强,所有壁板加强在距下端口200mm 及上端口适当位置处(不影响焊接施工)。
⑺壁板临时加强严格按专题加强方案进行。对于围壁的临时加强,加强材统一支撑于结构面,距下口不小于200mm,距上口不大于300mm,加强材与壁板之间用方形板连接,加强材与角钢(或球扁钢)采用单面点焊,以便拆除。
焊后质量要求
⑴焊后应将焊渣清理干净,并将装配码使用气割切割留10 ~15mm 码脚,再使用小直径碳棒将码脚碳刨至距离板面2 ~3mm,最后使用打磨机磨平码脚,尽量减少码脚修补。
⑵焊后进行自检、互检,对焊缝正反面进行外观检查,不得有裂纹、未熔合、夹渣、表面气孔、未填满弧坑和焊瘤等缺陷。
⑶若出现需修补的焊接缺陷,必须返修。薄板应尽可能少用碳弧气刨,如不可避免,应选择小直径碳棒,并分多段进行。焊缝返修后应按原焊缝质量要求进行检验。
焊后质量要求见表3。
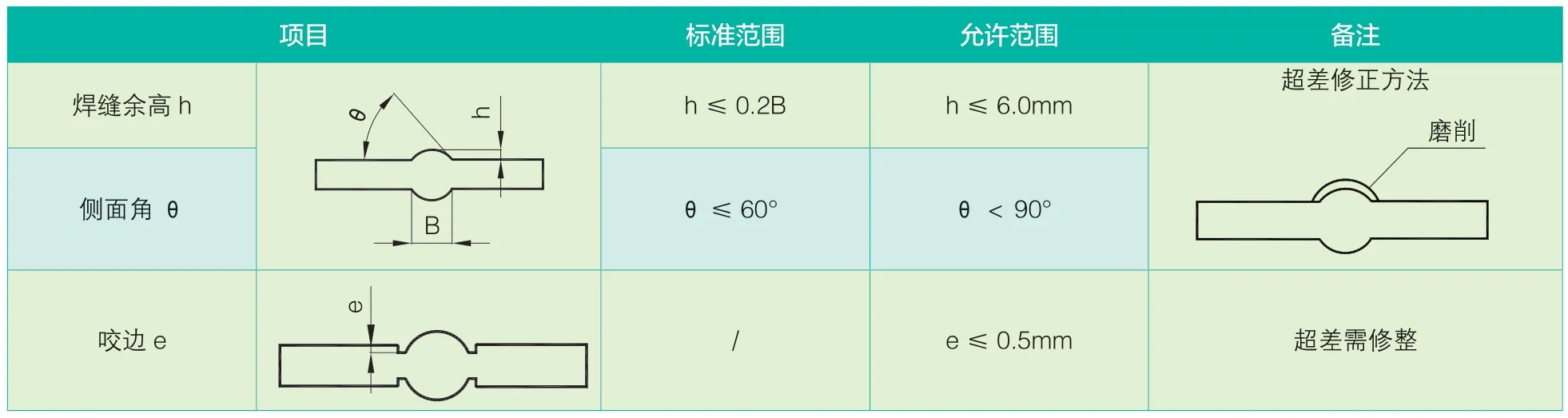
表3 焊后质量要求
薄板变形的火工矫正
为矫正薄板变形,采用火焰对钢板进行局部加热并以自然空气冷却或水冷却的方法称为火工矫正方法。火工矫正参数主要包括火焰性质、火焰功率、加热速度、加热温度、加热区的规格以及火焰到工件表面距离等。薄板火工矫正主要有四种方法,包括长条形加热法、短条形加热法、十字形松叶状加热法、链式密点加热法,见表4。

表4 薄板变形火工矫正方法
薄板焊接变形原因与防范措施
薄板焊接变形问题经常出现,变形后需火工矫正,局部变形超差位置还需换板处理。此处以某船薄板焊接为例。
变形原因
⑴上建区域部分壁板上球扁钢角焊缝焊脚过大,违反工艺要求,使两档骨材之间的壁板出现内凹等变形;部分上建区域壁板上的铁舾件后期安装时角焊缝焊脚较大。
⑵小组阶段部分上建分段薄板片体下口安装保形加强材不规范,且多为球扁钢,强度不足,距离壁板端口太近,违反“壁板保形加强材安装在距下端口200mm 及上端口适当位处”的原则,从而导致上建分段总组及搭载因施工困难提前拆除加强产生变形。
⑷因生产策划、进度原因,部分上建总组总段违反了《吊装合拢控制工艺》,对上建区域壁板变形影响较大。
⑸部分上建区域因下水周期短,装配、电焊作业大面积开展,导致上建区域部分焊接应力无法释放,对上建区域壁板变形影响较大。
防范措施
⑴全面完善《薄板建造原则工艺》,并宣贯学习,提升质量意识及薄板建造认识,开展火工矫正作业人员的技能专项培训。薄板分段制作过程应从材料吊运堆放、材料预处理、下料、小组、小组件堆放、焊接顺序、中合拢、总组、搭载各工序开始控制,采取措施实施全过程覆盖。
⑵严格按薄板制作工艺执行,严格控制焊接参数,采用合理的电流电压,严格控制壁板、甲板焊接变形,按顺序施焊。
⑶上建分段中合拢制作从胎架、装配到整体分段,焊前的加强方案严格按分段加强图册施工,不允许随意使用其他材料代替。
⑷上建分段片体、结构制作完工后进行背烧,释放局部应力,不允许大面积火工矫正。
⑸分段制作完成后,需按《分段堆放运输方案》工艺要求执行,合理策划分段转运次数,并堆放至场地平整、基础牢固的相对固定区域。
⑹上建区域壁板上的铁舾件安装需使用靠模切割、控制装配间隙,矫正完安装位置的船体变形再安装舾装件。
⑺严格执行《吊装合拢控制工艺》,开展上建总组总段的吊装有限元计算,必要时对上建分段进行针对性的加强。
结束语
对船舶薄板焊接变形的控制:焊前需充分准备策划,拟定、确认过程文件;焊接时严格焊接参数、工艺规范,并对可能变形的因素从材料、焊接、装配、吊装、堆放等方面采取防范措施;若有变形,火工矫正;焊后检验把关从严,保证船舶薄板焊接质量。
06
中华服饰
逐色行走的历代服饰
明
华贵端庄
崇善大红

流行色彩:大红 宝石蓝 葡萄紫 草绿
影响依据:礼乐仁义的道德思想
基本特点:讲究色彩搭配 风格华贵端庄 色彩层次感强以前襟的纽扣作为主要系结物之一
形制分类:上承周汉 下取唐宋
轻解浅析:热烈的大红 至上而崇高 草绿足够纯 饱含生命力
宝石蓝鲜艳 和大红辉映 葡萄紫淡雅 平民常用色
猜你喜欢
含能材料(2022年4期)2022-04-16 06:28:04
数学物理学报(2021年3期)2021-07-19 06:02:36
火工品(2020年1期)2020-11-28 13:56:51
重型机械(2020年2期)2020-07-24 08:16:12
民用飞机设计与研究(2020年1期)2020-05-21 07:24:48
制造技术与机床(2018年10期)2018-10-13 06:36:34
智富时代(2018年5期)2018-07-18 17:52:04
航天返回与遥感(2017年6期)2018-01-25 08:33:39
焊接(2016年5期)2016-02-27 13:04:42
焊接(2015年10期)2015-07-18 11:04:46
