
浇注聚氨酯耐磨涂层在水轮机转轮上冠汽蚀区应用
2024-02-28 06:55李贵勋牛金亮孔令辉
水电站机电技术 2024年2期
李贵勋,牛金亮,郑 军,孔令辉,张 雷
(1.黄河水利委员会黄河水利科学研究院,河南 郑州 450003;2.河南省水电工程磨蚀测试与防护工程技术研究中心,河南 郑州 450003)
0 引言
转轮是水轮机机组关键部件,主要由上冠、叶片、下环、泄水锥等部分组成。上冠为混流式水轮机组的重要部件,与叶片、下环焊接形成转轮,其在水轮机的运行中承受巨大的动水头压力和汽蚀破坏,尤其承担系统的调峰、调频和事故备用任务的电站,经常处于低负荷、水头变化幅度大的状态下运行[1]。多年运行导致在转轮上冠过流表面产生汽蚀破坏,一旦水轮机上冠过流部位发生汽蚀,随着运行时间延长,上冠汽蚀破坏的速度会显著加快[2]。
某水力发电厂装机容量550 MW,单机容量137.5 MW,为混流式机组,水轮机的型号为HL551-LJ-610,额定流量331 m3/s、额定转速93.75 r/min,额定水头47 m,转轮重量104 t,转轮公称直径6.1 m,转轮叶片13片。水电站水轮机转轮自2006年运行到2016年,转轮上冠汽蚀区域长度为80 cm,2016年运行至2018年汽蚀区已增长至120 cm,汽蚀速度显著增快。汽蚀破坏会降低水轮机运行效率、损伤流道壁面,造成振动和噪音,甚至影响水轮机组运行的稳定性。目前,水电站针对水轮机汽蚀破坏多采用堆焊技术进行处理,但堆焊需投入巨大人力、消耗大量时间,不仅压缩了机组的其他检修时间,而且大大增加检修的工作量,导致机组运行成本明显增加。
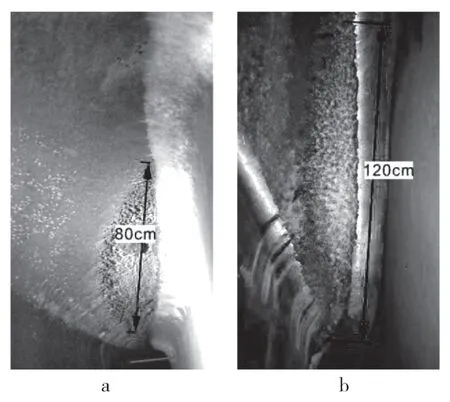
图1 水轮机转轮上冠汽蚀(a:2016年情况;b:2018年情况)
1 破坏原因分析
(1)材质影响
部分水轮机上冠材质与叶片材质不一致,上冠采用的材料抗汽蚀性能较差。据调查,早期转轮上冠多为20SiMn低合金钢,该材料具有良好的铸造性能和焊接性能,常温下屈服强度≤275 MPa,抗拉强度≤450 MPa,延伸率≤24%。叶片材质多为0Cr13Ni5Mo马氏体不锈钢,其屈服强度≤620 MPa,抗拉强度≤790 MPa,延伸率≤15%。空蚀试验表明,空蚀12 h后20SiMn的失重量439.40 mg,0Cr13Ni5Mo失重量为164.80 mg,20SiMn低合金钢的空蚀失重是0Cr13Ni5Mo不锈钢的2.7倍,20SiMn低合金钢抗空蚀性能差,因此在水轮机运行过程中,容易在抗空蚀性能差的材料上发生破坏。
(2)高速水流流态影响
水轮机运行时偏离设计工况,尤其在低负荷运行区域,高速水流在上冠、泄水锥及尾水管的中心部分形成较大的负压区,易产生不稳定流态,当流道内形成了压力值低于对应温度下水流饱和蒸汽压的低压区时,就会产生涡带,导致出现汽蚀现象[4]。汽蚀对过流表面破坏先使表面变暗、发毛,继而形成针孔、麻面、蜂窝状组织,进一步发展为穿孔及局部金属脱落。汽蚀会破坏过流表面,降低水轮机效率,并引起水力振动和噪声,严重时甚至影响水轮机运行的稳定性[5]。
2 上冠汽蚀修复方法
(1)堆焊
水轮机转轮上冠汽蚀区常采用堆焊修复,该工艺施工简单,可根据现场实际情况灵活操作,工艺合适、质量控制严格,该工艺可起到较好的修复防护效果。首先确定堆焊区域,采用打磨或碳弧气刨等手段对补焊区铲削,将汽蚀破坏区锈损及蜂窝清理平整,露出基体金属,选择合适焊条进行堆焊,堆焊后打磨修型,并进行探伤。但当大面积进行堆焊施工时,需要较多人力、物力,工作量大又耗时,同时由于焊接面积大,易造成修复件内部产生应力而发生变形或者裂纹。另外基体材料经过反复焊接后,基材的性能发生恶化,进一步导致磨蚀破坏加速,从而限制了补焊工艺的应用。
(2)高分子材料修复
水轮机上冠汽蚀区可采用浇注聚氨酯耐磨涂层进行修复[6]。聚氨酯弹性是一种主链上有较多氨基甲酸酯官能团的合成材料,由聚酯、聚醚、烯烃等多元醇与异氰酸及二醇或二胺扩链剂逐步加成聚合而成,可根据应用需求,调整聚氨酯材料中柔性的长链多元醇软段和刚性的异氰酸酯硬段的比例,使材料既具有橡胶的高弹性,也具有塑料的高强度,同时具有较好的柔顺性、耐水性和抗磨性,材料的力学性能可调整范围广,特别是其优异抗磨性及抗汽蚀性能适宜于在不同运行工况下的水力机械上应用。该材料施工较简单,成型条件要求不高、无需高温,涂层施工工期相对较短,在水轮机小修周期内即可开展,具有较好的应用前景。
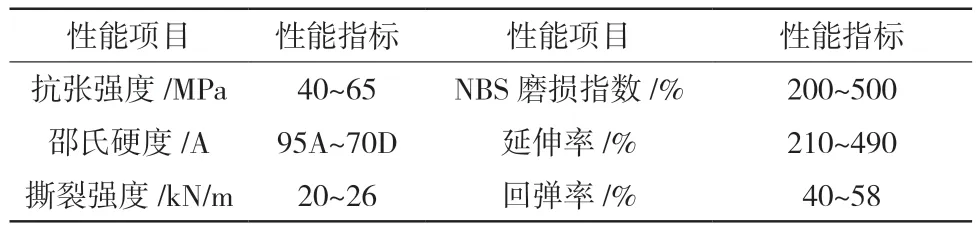
表1 聚氨酯弹性体性能指标表
3 浇注聚氨酯耐磨涂层处理工艺
浇注聚氨酯耐磨涂层由高耐磨聚氨酯、高粘接强度底胶等组成,高粘接强度底胶有效增加浇注聚氨酯弹性体涂层与金属基体的结合强度,在高速水流冲磨下不被剥离。浇注聚氨酯耐磨涂层制备工艺流程如下:
(1)基面处理
利用气刨机将汽蚀区蜂窝面刨平,清除结构松散金属层,露出无汽蚀痕迹的母体材料。
(2)喷砂
为了去除物体表面的污垢、油脂、锈迹、氧化层等,使金属表面粗糙、活化,达到提高涂层的粘结强度的目的,采用高硬度金刚砂做喷砂材料,进行喷砂处理。
(3)安装模具
先对喷砂面进行刷涂底胶,再制作模具,并用密封材料、支架对模具进行固定。
(4)浇注改性高耐磨聚氨酯
利用压力式注胶机进行注胶,浇注同时使用真空泵对浇注区域进行抽真空,保障聚氨酯材料顺利进入并充满模具。
(5)加热固化
采用履带式陶瓷加热片、硅橡胶电热毯及热电偶等,对涂层进行加热固化。
(6)涂层修整及周边防护
拆除模具后,对聚氨酯涂层进行修整,并在周边用复合树脂砂浆进行防护。
4 浇注聚氨酯耐磨涂层处理效果
2018年10月,采用浇注型聚氨酯耐磨涂层对某水电站水轮机上冠汽蚀区域进行修复。运行五年后,对涂层防护效果进行检查。结果发现浇注聚氨酯耐磨涂层周边防护的复合树脂砂浆涂层破坏剥落,但浇注聚氨酯涂层基本完整,未见大片剥离脱落现象。由此可见,浇注聚氨酯耐磨涂层和水轮机叶片结合力强,不易发生剥离和撕裂现象,提高了水轮机上冠抗汽蚀破坏能力,起到了优异抗汽蚀防护效果。
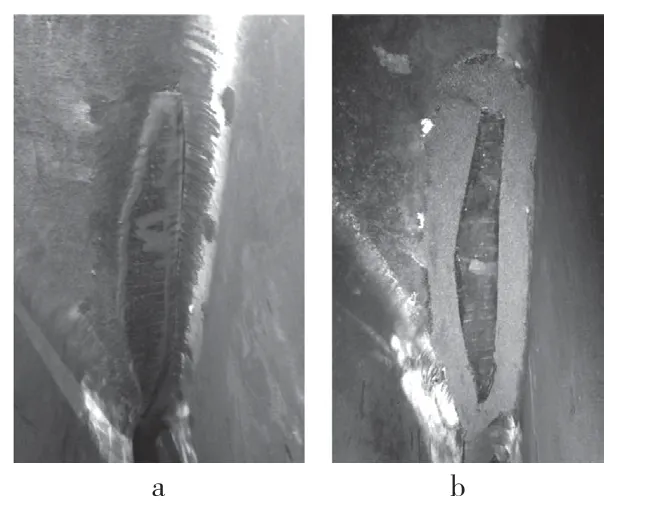
图2 水轮机转轮上冠防护(a:浇注聚氨酯耐磨涂层;b:聚氨酯+复合树脂砂浆涂层)

图3 浇注聚氨酯耐磨涂层运行五年后效果
5 结语
浇注聚氨酯耐磨涂层技术在水轮机转轮上冠进行应用,能有效防护上冠过流面,提升上冠抗汽蚀性能,减轻上冠汽蚀破坏程度,为水轮发电机组安全稳定运行提供保障,该项技术的应用对类似水轮机转轮上冠汽蚀破坏修复与防护有较好的参考价值。
猜你喜欢
造船技术(2022年2期)2022-07-19
水泵技术(2022年2期)2022-06-16
钢管(2021年4期)2021-12-25
电镀与涂饰(2021年12期)2021-07-17
山东冶金(2019年3期)2019-07-10
宇航学报(2018年7期)2018-08-10
天津化工(2018年4期)2018-08-04
小型内燃机与车辆技术(2018年2期)2018-05-08
新世纪水泥导报(2016年1期)2016-07-01
西南石油大学学报(自然科学版)(2015年5期)2015-04-16
