在线激光打孔因子与卷烟滤嘴通风率关系研究
2024-02-27 10:20:24李世宁唐海军王兴梅蔡传淇
农产品加工 2024年1期
黄 刚,李世宁,唐海军,王兴梅,蔡传淇,宋 林
(山东中烟工业有限责任公司 青州卷烟厂,山东青州 262500)
0 引言
当前,卷烟生产中广泛应用在线激光打孔技术降低烟支焦油含量、提升卷烟主流烟气。卷烟在线激光打孔是指卷烟在生产过程中,利用激光在卷烟滤嘴上进行快速灼烧,将卷烟纸和滤棒成型纸一同穿透并在卷烟滤棒中形成一排或几排连续的孔,从而在抽吸过程中,使更多空气通过小孔进入到烟气中,降低烟气的焦油量、提升舒适感[1]。通风率是影响卷烟的关键物理指标,对卷烟烟气的指标有重要影响,传统的通风稀释是通过选用不同透气度指标的水松纸和卷烟纸来实现,冯文等人[2]对不同打孔方式对烟支物理指标的影响进行了分析研究。结果表明,在线激光打孔具有稳定性好、打孔精度高、快速高效等特点,可以通过设定不同的打孔参数实现卷烟产品多项指标的在线调整。由于在线激光打孔的优点众多,因此在线激光打孔技术在卷烟设计中得到了普遍的应用。
随着卷烟降焦减害的发展,激光打孔技术在卷烟生产中得到应用,在线激光打孔参数对烟支物理指标的影响也得到了研究,莫远烈等人[3]、邓来红等人[4]分别通过单因素试验设计,对在线激光打孔数量和激光冲时间对卷烟通风率的影响进行了研究,根据研究结果建立了卷烟通风率与打孔数量和激光脉冲持续时间的数学模型。曹伏军等人[5]通过单因素试验设计,研究了卷烟物理和化学指标与激光打孔位置和打孔排数的关系。孙华强等人[6]采用全因子试验方法研究激光打孔参量与吸阻的关系,研究表明脉冲宽度较激光功率与布孔偏量对烟支吸阻的影响更为显著。赵常彦等人[7]研究打孔时间和激光功率对细支卷烟滤嘴通风率的影响,结果表明打孔时间和激光输出功率对卷烟滤嘴通风率有显著性影响。前期的研究主要集中于激光打孔本身参数对烟支滤嘴通风度的影响上。由于在线激光打孔装置是一个复杂的功能系统,还包含透镜等重要传输及执行部件,关于这方面的研究鲜有报道。激光打孔机构必须与卷烟机上的零部件相互配合才能有效地完成激光打孔作业,因此在调整打孔参数的同时,研究相关零部件位置与距离变化对烟支滤嘴的通风度,可解决实际生产中存在激光打孔不均匀、打孔精度不一致、打孔后烟支滤嘴通风率不合格等问题,从而稳定卷烟吸阻性、烟支滤嘴通风率和主流烟气。
1 激光打孔的参量
在激光打孔的参数界面上,烟支打孔时间是指一个激光脉冲的持续时间,脉冲时间越长,孔长也越长,透气度越大,透镜是激光光路传导的聚焦装置,激光打孔的孔宽因与通气度与射束分配头内的透镜位置有关,最佳透镜位置必须通过试验确定。在透镜内部有清洁系统,由清洁系统引导的压缩空气,对在灼烧过程中的烟雾进行清理,并阻止灰尘进入,但随着工作时间的延长,镜头的洁净度也会逐渐降低,从而影响激光打孔装置的效能,造成滤嘴通风度等物理指标的变化。
烟支在激光打孔的过程中要发生360°滚转,在生产过程中烟支鼓轮与传动齿轮发生相对运动,拨烟辊(2)和打孔鼓轮(1)滚动面之间的距离(Z)约为烟支直径减0.6 mm,最合适的距离才能保证烟支滤嘴端360°打孔的均匀性。
拨烟轮与打孔鼓间隙的示意图见图1。
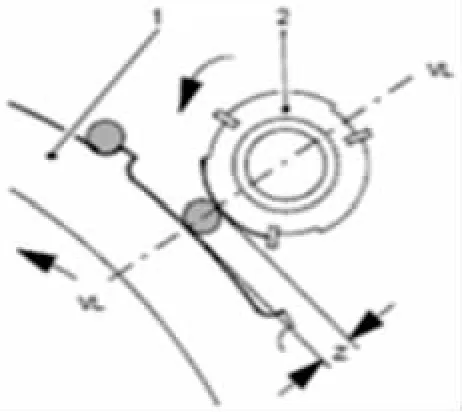
图1 拨烟轮与打孔鼓间隙的示意图
在实际生产过程中,卷烟机以一定的速度运行,不同的运行速度,造成烟支的滚转速度不同,也会对激光打孔的均匀性产生重要影响。因此,为研究以上多个因素对于烟支滤嘴通风度的影响,将可控变量和不可控变量进行结合分析,在保证试验精准可靠条件下,采用降低试验成本、节约研究时间的田口方法进行分析,从而找到最佳组合,为烟支激光打孔相关零部件的调整提供一定的借鉴与参考。
2 试验的方法与试验过程
2.1 材料和仪器
泰山(HP)烟丝,青州卷烟厂提供;综合测量台(CERULEANQTM系列);SM450 型吸烟机,英国斯茹林公司产品;7890A 型气相色谱仪,美国Agilent 公司产品;醋酸纤维滤棒(144 mm×24.2 mm×4 020 Pa)、横纹卷烟纸(60 CU×26.5 mm×27 g×5 500 m)、接装纸(64 mm×37 g×2 500 m);Laser300s 型激光打孔装置,泰山(HP)的滤嘴通风度设计要求(18±3)%;盒标焦油量(10 mg/支)、盒标烟气烟碱量(1.0 mg/支)、盒标CO 量(11 mg/支)。
2.2 试验方法
2.2.1 田口分析法
田口方法是由20 世纪70 年代日本质量大师田口玄一博士提出的质量改进方法,其主要内容包括损失函数和信噪比(S/N),将各因子分为可控因子、信号因子和噪声因子[8]。可控因子(Z)是指在试验组中能够进行人为控制的因子,一般根据工程实际经验或者试验确定,每个控制因素可能采取几个值中的一个值被称为水平。信号因子(M)是指在进行试验时的一些基本条件因子,不易改变。这个因子是不由设计工程师设定的,可以由用户或操作员根据预期结果进行设定。噪声因子(e)是指在进行试验时影响响应的不稳定的因子,噪音因子包括内部噪音(如产品的变化生产参数和随着时间推移劣化的表现因子)和外部噪声(如环境条件的影响)。田口方法就是找到最佳的控制因子水平,使其表现特征对噪声因子不敏感。因此,可确定各试验因子并确定各因子的所属类型。
各因子的类型见表1。

表1 各因子的类型
田口方法通过损失函数建立了产品质量损失与经济成本的关系,其是衡量产品品质特性大小的指标,具体表达式为:
式(1)中:L(y)——品质损失函数;
y——产品的响应数值;
m——产品的响应目标值。
这是一个二次曲线函数模型,当产品的响应数值y 比产品的响应目标值大或小时,都会出现损失,只有当产品的响应数值和产品的响应目标值相等,才会没有质量损失。信噪比(S/N)是田口方法中经常用到的分析指标,信噪比(S/N)是田口博士借鉴通讯行业中的信噪比定义应用到田口试验分析中,希望获得最大的信噪比,其所对应的参数水平即为最优参数因子水平,信噪比(S/N)比率定义公式如下所示:
式(2)中:有用的信息是指因子的信号,无用的信息是指因子的杂音。
据信噪比的原始定义与响应的质量特性不同,所产生的信噪比(S/N)计算公式也不同,可分为望目信噪比(S/N)、望小信噪比(S/N)及望大信噪比(S/N)。该研究主要按照设计值进行分析,属于望目信噪比(S/N)。望目特性的信噪比就是响应特性是设计值时的信噪比,设望目特性随机变量为y,其期望值为u,方差为σ2,目标值为m,对于望目特性y来说,希望u=m;σ2越小越好。一般计算望目特性的信噪比时,依据下式进行计算:
式(3)、(4)、(5)中:
u——试验组响应的均值;
σ——试验组响应的标准差。
具体计算公式如下:
由于田口方法可针对多因子进行分析,所需要的数据样本较少,并考虑质量损失,能够显著降低试验成本。因此,为简化试验流程,得出可靠性高的改进方案,通过讨论分析各种试验设计的优缺点,最终选择采用田口方法进行分析。试图通过对激光打孔脉冲时间、卷烟机运行速度、透镜洁净度、烟支与激光打孔透镜之间的距离及卷烟机的拨烟轮与打孔辊之间距离5 个因子的分析,找到最佳组合,提高打孔的均匀性,提升烟支滤嘴通风度的稳定性。
2.2.2 试验水平设定
对激光打孔时间、透镜距离、拨烟轮与打孔鼓间隙及卷烟机的运行速度4 项因子在借鉴其他在线激光打孔产品经验的同时,根据实际生产状况分别选取3 个水平进行试验设计。试验分析完成后,收集合格烟支进行滤嘴通风率和主流烟气的分析。
因子的水平确认见表2。

表2 因子的水平确认
2.2.3 测定项目及方法
参照标准GB/T 22838.15—2009[9]的方法来测定烟支的滤嘴通风率。
依据GB/T 19609—2004[10]的方法分析主流烟气中总粒相物(Total Particulate Matter)和焦油;依据GB/T 23355—2009[11]的方法分析主流烟气中的烟碱;依据GB/T 23203.1—2013[12]的方法分析总粒相物中的水分;依据GB/T 23356—2009[13]的方法分析主流烟气中CO 的释放量。
2.2.4 数据处理与分析
试验中运用的方法是六西格玛试验设计方法;使用的工具是MINITAB 17,详见参考文献[14-15]。
2.2.5 试验过程
通过分析发现上述因子都是三因子水平参数,参考田口方法正交试验设计表,制定9 次试验,每次试验重复2 次。
试验设计数据统计见表3。
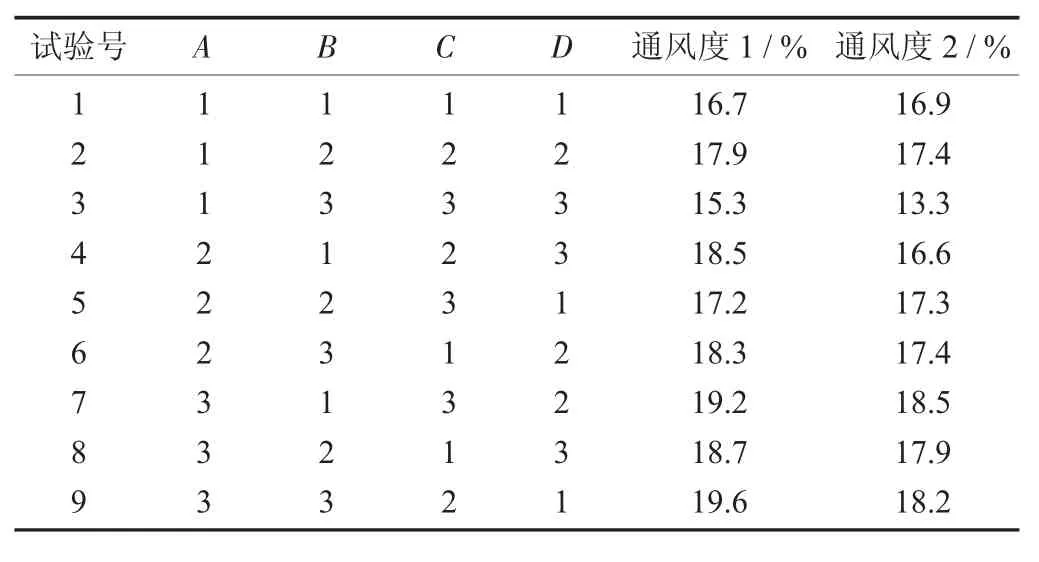
表3 试验设计数据统计
通过得到的滤嘴通风率数据看出,滤嘴通风率的均值为17.49%,极差为6.3%,标准差为1.468%,中位数为17.6%,无法看出各个因子对烟支滤嘴通风度的影响,必须运用统计工具进行分析。
3 试验分析
3.1 拟合因子试验
借助MINITAB 17 分析软件就表3 中的数据进行分析,得到信噪比响应表和均值的响应表。
信噪比响应表(望目型)见表4,均值响应表(望目型)见表5,信噪比的主效应图见图2,均值的主效应图见图3。

表4 信噪比响应表(望目型)

表5 均值响应表(望目型)
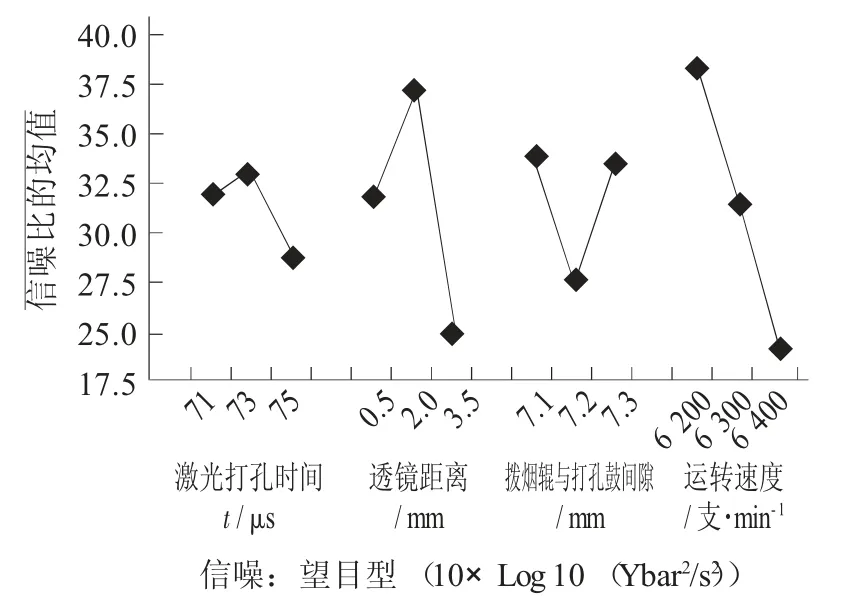
图2 信噪比的主效应图

图3 均值的主效应图
通过信噪比分析,确认激光打孔时间选第2 水平,透镜距离选第2 水平,拨烟轮与打孔鼓间隙选第1 水平,卷烟机运行速度选择第1 水平,确定为最佳搭配。
3.2 预测结果分析及最佳参数组合
通过MINITAB 17 软件对不同水平下的参数进行预测,预测结果如下。
不同水平下的预测值见表6。
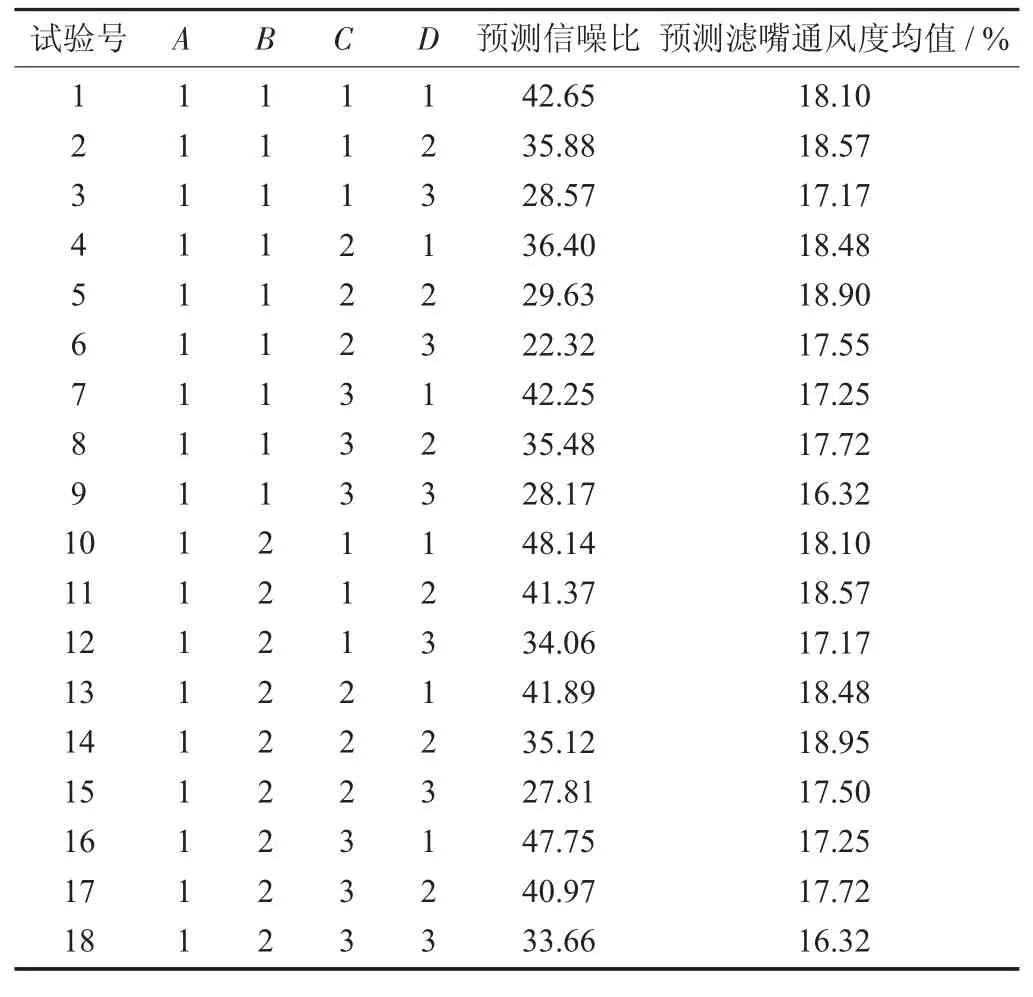
表6 不同水平下的预测值
根据分析,激光打孔时间选第2 水平(73 μs),透镜距离选第2 水平(2.0 mm),拨烟轮与打孔鼓之间间隙选第1 水平(7.1 mm),卷烟机运行速度选择第1 水平(6 200 支/ min)时,预测信噪比48.14 最大,均值18.1%符合通风度(18±3)%的设计要求。
3.3 最佳参数组合的验证
根据田口方法分析得出激光打孔的最佳参数进行设备调整,对调整后的机组进行烟支滤嘴通风度测量,收集30 组卷烟进行通风度测量,每组5 支进行测量,结果表明烟支滤嘴通风度均值为18.28%,标准差为0.81%,过程能力为1.23,烟支滤嘴通风度的稳定性较好,改进后主流烟气更加稳定。
烟支滤嘴通风度的正态分析见图4,烟支滤嘴通风度的过程能力分析见图5,调整前后烟支主流烟气的测定见表7。

表7 调整前后烟支主流烟气的测定

图4 烟支滤嘴通风度的正态分析
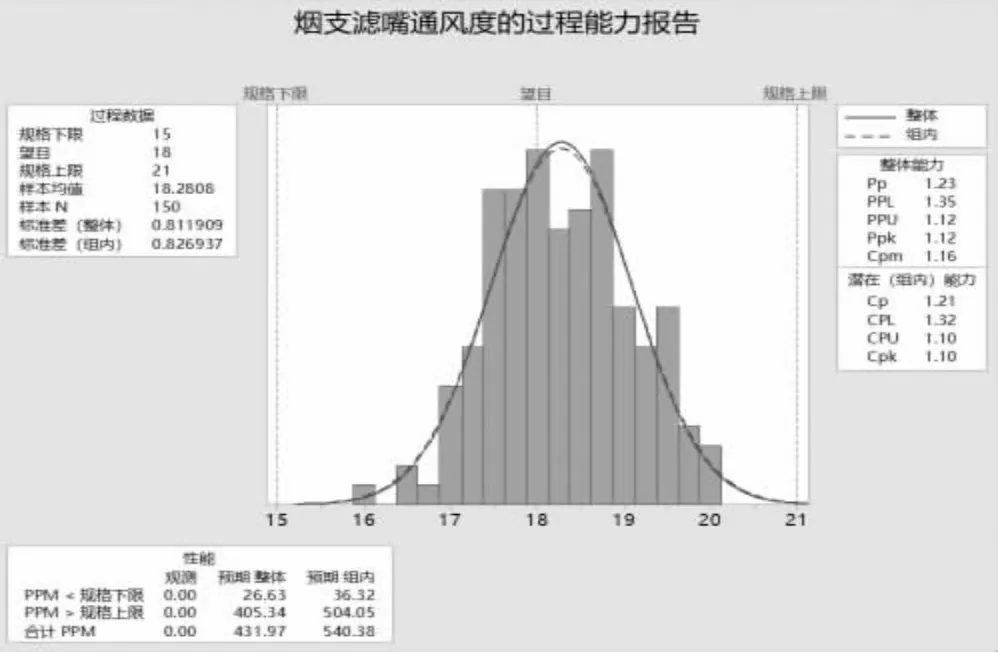
图5 烟支滤嘴通风度的过程能力分析
4 结论
将田口方法引入到复杂的卷烟生产过程中,大量减少设备调整和参数试验的试验量,在实际生产过程中获得了令人满意的结果。与传统依靠经验或者试错法相比较,田口设计不仅能够快速找到最佳组合,还能够使设备运行更加稳定,产品质量更加可靠,设备的抗干扰能力更强,能够节约大量的生产成本,对烟支降低焦油、控制主流烟气和感官品质具有重要的参考意义。
猜你喜欢
中国新技术新产品(2022年24期)2022-03-24 03:07:32
江苏安全生产(2022年12期)2022-02-06 02:43:28
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
艺术品鉴(2020年1期)2020-01-19 06:00:56
作文与考试·初中版(2019年6期)2019-03-18 12:03:02
新高考·英语基础(高一)(2016年3期)2016-05-19 09:19:36
西南农业学报(2016年4期)2016-05-17 05:42:15
公民与法治(2016年11期)2016-05-17 04:13:37
设备管理与维修(2015年2期)2015-12-25 01:49:36