浅谈自适应焦炉机车定位系统的设计
2024-02-23 03:57李龙王黎明武国强王鸿儒马文
中国设备工程 2024年3期
李龙,王黎明,武国强,王鸿儒,马文
(1.中北大学信息探测与处理山西省重点实验室,山西 太原 030051;2.太原重工股份有限公司;3.山西太重数智科技股份有限公司,山西 太原 030000)
1 前言
焦炭是一种固体燃料,它在高炉炼铁、水煤气制造、城市煤气工业生产、肥料工业等领域都扮演着重要的角色。近年来,得益于我国消费形式的升级以及工业化的升级,我国治金工业发展迅速。焦炭行业因此获利,其需求量、出口量大幅提升。如今,我国已是世界上最大的焦炭生产国和消费国,我国以3.35 亿吨、占世界产量的、出口占全世界的的焦炭产量位居世界第一。国内外焦炭需求量的迅猛增长对我国的焦炭行业既是机遇,也是挑战。这种形势对于我国的经济发展起到了重要作用,但与此同时,大规模的焦炭需求量也使得焦炭生产行业遇到了一系列新的问题,其中就包括如何提高焦炭生产效率、如何降低生产过程中的安全隐患及如何增加原材料的利用率等问题。其中焦化机车在生产焦炭的过程中需要做到安全运行、不产生意外事故就是亟待解决的问题之一。推焦车、停焦车、熄焦车、装煤车在盛产过程中需要保证定位精准,配合得当,这也是整个焦炭生产过程中的安全保障。假如其中一个环节出现问题,例如,炉号对位错误导致燃烧的焦炭洒落等,就有可能直接造成重大经济损失甚至人员伤亡。
近年来,我国生产自动化的水平有所提升,但大部分焦化机车的操作依旧依赖人工操作,或依赖国外自动定位设备。对于人工操作,工作量大、效率底下且操作不当容易导致设备故障甚至安全隐患。焦化设备的码牌识别自动定位系统能够在无须人工确认的前提下,自动完成对位配合。在焦化设备的各车辆上安装该系统,可以通过作业管理及炉号识别,使各车辆能实现自动走行、自动定位,进而完成装煤、推焦、拦焦、熄焦、导烟一系列任务,实现各车辆之间的高效运行。目前,焦化机车智能化、全自动化操作在我国在炼焦领域中具有较大的发展前景,推进自适应焦炉机车定位系统的国产化,技术国产化具有非常重要的现实意义。
2 焦炉机车位置识别功能系统设计
为了实现焦炉机车的准确定位,精确地采集到机车位置,炉孔编号和机车运行方向三条关键信息很有必要性。码盘系统与对射式光电阅读器是焦炉机车定位系统的核心,它可以识别机车的精准位置、焦炉编号以及运行方向。
2.1 码盘编码原理
码盘编码的目的是简洁明了地表示焦炉机车的精准位置、焦炉编号、运行方向。整个码盘上一排的ID 孔采用BCD 编码+奇偶校验位的方式进行编码,BCD 码(Binary-Coded Decimal)采用二进制编码来代表十进制代码。如图1 所示。

图1 码盘示意图
上一排的ID 编码孔中的黄色区域代表通孔,对射式激光能够穿过,系统解码后,所还原出码元为1,而灰色区域由于未开孔,对射式激光无法穿透,系统解码后还原出的码元为0,而最后一个过孔为奇偶校验位:如果码元为1,码牌为偶数,如果码元为0,此码牌为奇数,再结合前面的9 位ID 号,得出整个的激光码牌序行号。
而下面一排的10 个时钟孔由于全部开通,因此2、3、5、6 路扫描激光通过时,与2、3、5、6 路激光分别对应的2 号、3 号、5 号与6 号接收端探测器输出均为高电平1 与低电平0 相互交替的脉冲信号,即所谓的时钟信号。
2.2 对射式激光阅读器原理
(1)U 型槽结构。U 形槽是对射式光电阅读器的安装外壳,六个激光阅读头水平相向安装,对称的安装在U 型槽两侧的内壁上,使得同一对阅读头能够形成对射,每对激光阅读头相互距离为15cm。将6 对激光阅读头分成左右两组,每组三个,且保持左右对称分布,其结构图如图2 所示。
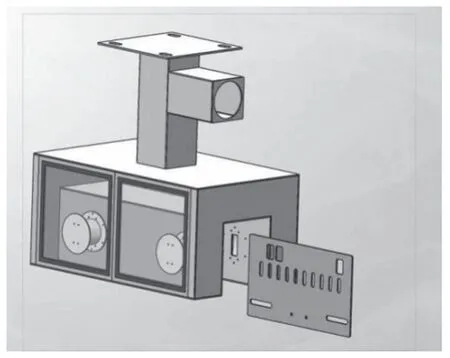
图2 U 型阅读器结构
(2)对射式光电传感器原理。对射式光电传感器原理主要由两大部分够成,如图3 所示,发光端和接收端,二者电路构成的主要元器件分别为一个发光二极管和一个光敏三极管,发光二极管射出的光线所产生的耦合现象是受光端在接通或停止之间转换的原理。
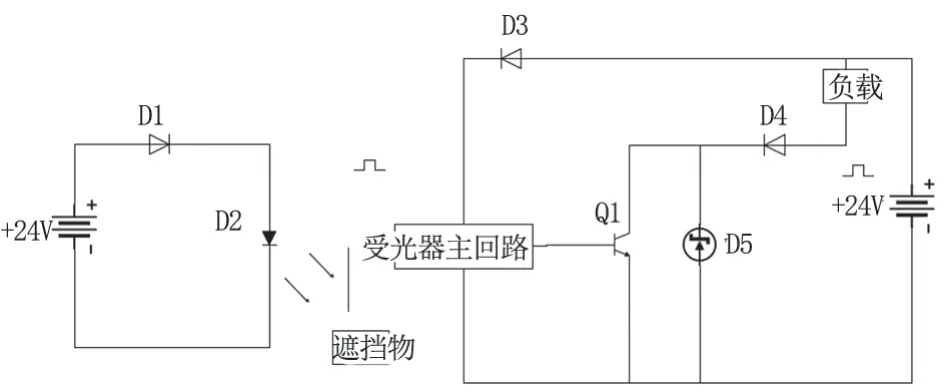
图3 光电传感器原理
在正常情况下,若发光端与受光端之间没有障碍物遮挡时,此时光敏三级管导通,负载端接收到高电平(3.3V 稳定直流电压);当二者之间存在障碍物阻挡时,此时光敏三极管截止,负载端为低电平(0V 直流电压)。
2.3 码盘读码原理
(1)方向识别。如图4 所示,假定U 型槽从码盘的左面向右面运动,此时,固定于U 型槽内部的6 个阅读头的激光信号随U 型槽从激光码牌的左端开始扫描,一直扫描到码盘的右端结束。由此可知,4 ~6 号阅读头发射激光在1 ~3 号发射激光的右边,但相对于码牌来说,激光是从左向右扫描,因此,对于码牌上面一排ID 编码孔来说,4 号阅读头的激光要比1 号的激光提前扫描到第一个编码孔,即黄色编码孔。同理,对于下面一排的时钟孔来说,激光扫描到每个时钟孔的扫描顺序为6 号最先扫描,5 号次之,3 号第三个扫描,2 号最后扫描。优先级为6 →5 →3 →2。
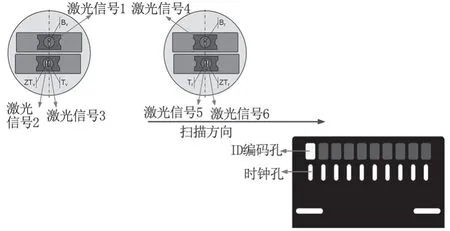
图4 传感器的分布图
此时,6 路激光对应的输出端1-6 号阅读头输出到PLC 的电信号如图5 所示。
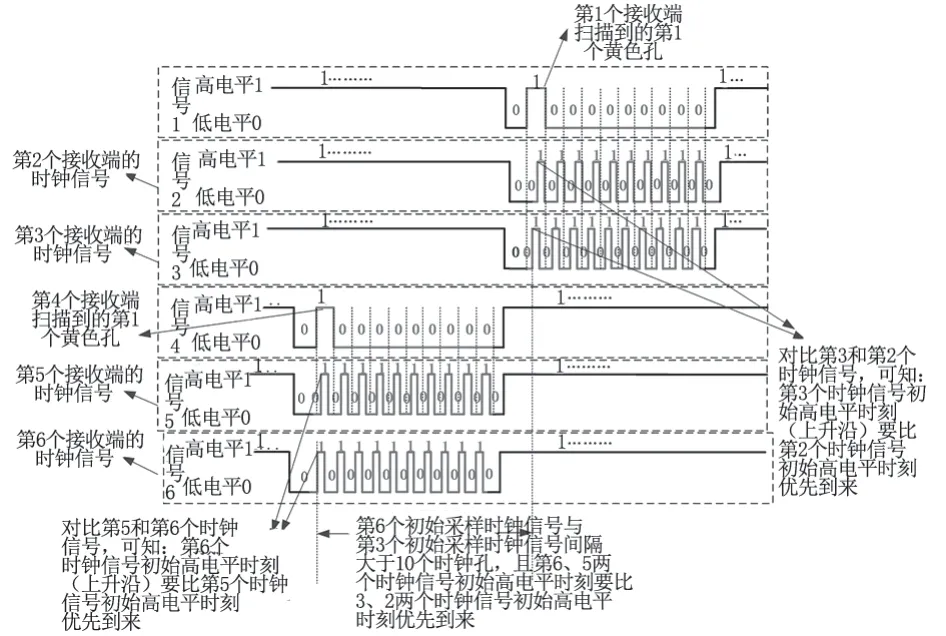
图5 PLC 端电信号图
我们可以看出,当U 型槽从激光码牌的左面向右面运动时,第4 个接收端相对于第1 个接收端而言,优先扫描到码牌上面一排的黄色孔,而对于时钟信号而言,码牌下面一排的4 个接收端探测器的初始采样时钟信号的高电平到来时(上升沿)刻优先级为:6 →5 →3 →2。而且通过观察我们可以看出,1 号和4号接收的第一个ID 编码孔时高电平的持续时间要比激光信号2、3、5、6 号接收端接受的时钟的高电平保持时间要长。码盘从右面向左面运动同理。
(2)位置识别。识别焦化机车方向后,例如左侧1号阅读头率先读取,2 号阅读头将读取到十个时钟信号,以这十个时钟信号为一个周期,那么这十个时钟信号都分别代表一个位置信息,综合计算后,得到机车的实时地址信息。
(3)炉号识别。例如,发射端发射的激光信号1和4 分别扫描如图4 所示的激光码盘的上面一排较宽的ID 编码孔,激光信号2、3、5、6 扫描激光码盘的下面一排较窄的时钟孔。上面一排的10 个ID 编码孔只有第1 个开通(黄色表示已开孔,灰色表示没有开孔),此时,1、4 路扫描激光通过第1 个孔时,与激光1、4 分别对应的1 号与4 号接收端探测器输出到车载PLC 的电信号均保持为高电平1,其余9 个孔由于没有开孔,扫描激光通过时,由于码牌遮挡,即产生所谓的光障现象,此时,1 号与4 号接收端探测器输出到车载PLC 的电信号均保持为为低电平0。
上面一排10 个编码孔的最后一个孔为奇偶校验孔,如果开孔,此时为黄色,扫描激光通过该孔时,此时与1、4 路阅读头激光分别对应的1 号与4 号接收端探测器输出到车载PLC 的电信号均保持为高电平1,表明此时激光码牌为偶数,如果最后一个没有开孔,此时为灰色,扫描激光通过时,由于码牌遮挡,导致光障现象,与激光1、4 分别对应的1 号与4 号接收端探测器输出到车载PLC 的电信号均为低电平0,此时激光码牌为奇数。
同时,由于上面一排ID 编码孔的间距比下面一排时钟孔的间距要宽,因此当6 路激光随U 型槽运动扫描到激光码牌时,激光信号1、4 扫描激光码牌的第一个ID 编码孔时高电平的持续时间要比激光信号2、3、5、6 扫描下面的时钟的高电平保持时间要长。
此时,它的ID 号为如上图4 所示标红的10 位0 与1 构成的数字代码,最高到底依次为:0000000001,其中最高位为奇偶校验位,最低位代表黄色孔所对应的高电平,将上述10 位二进制代码转换成十进制数即为1。
3 软件设计
系统的核心芯片采用高性能且功耗低的STM32F103RCT6 单片机,对阅读头所采集的码盘信号进行数据处理,实现方向识别、焦化机车位置识别、炉号定位等功能,并将数据传输到车载PLC 与车载控制端,进一步实现车辆的前后移动与定位。系统软件采用C 语言代码编写,其设计思想如下:首先,通电检查,确保硬件电路无故障,同时恢复上一次断电前的机车位置信息。接下来读取激光阅读头采集到的码盘数据,识别最先到来的信号,如果是1 号激光阅读头传来的信号,那么左侧1、2、3 号激光有效,4、5、6 号激光无效。反之4、5、6 号激光有效,1、2、3 无效。先读取码盘的信息,再判断方向,读取时钟脉冲,进一步得到炉号,再存储地址信息;最后,把焦化机车的方向、炉号、实际地址上传。
4 信号处理模块的设计
信号读取模块包含变压电路、单片机电路、继电器电路、输入电路与输出电路。
4.1 变压电路芯片的选择
整个系统需要利用12V 和3.3V 的电源,因此设计了变压模块,变压器模块需要用到的电压调节芯片是LM2596S。图6 为24V 转12V 变压器,其在本设计中硬件电路配有3 个,其作用是将电源模块提供的稳定24V电压转换为12V 后提供给继电器模块与12V 转3.3V 变压器。图7 为12V 转3.3V 变压器,其作用是将12V 电压转化为3.3V 电压,进而给单片机模块供电。

图6 变压电路图12-24

图7 变压电路图3.3-12
选择LM2596S 芯片作为电路的电压转换芯片是因为其具有高效转换和低热损耗的特性,能够输出稳定的电压,且输出电压可调范围广,并且成本低。与其他线性稳压器相比,LM2596S 具有更低的成本。
4.2 单片机电路
本系统的核心芯片选用的是STM32F103RCT6,该芯片具有丰富的外围设备接口,具有高性能的处理器,并且存在低功耗设计满足大部分供电设备的需求,成本较低以及拥有较小的尺寸,适用于焦炉定位系统的开发与应用。通过输入电路码盘对对位传感器进行遮挡得到的信号传输给单片机,通过单片机对采集信号进行解码,得到炉号信息、焦炉机车的位置和运行方向信息,最后,通过数据传输模块将综合信息发送至PLC 端。单片机外围电路如图8 所示。
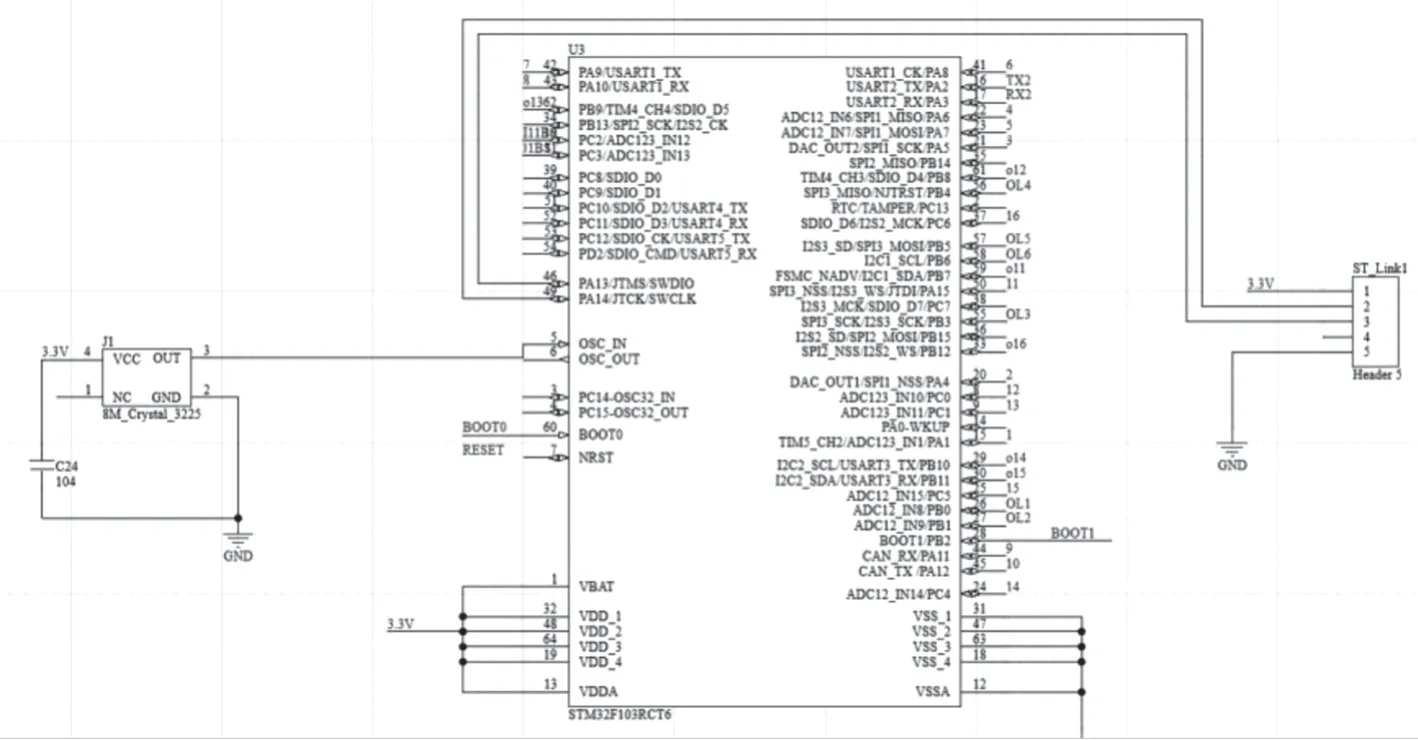
图8 STM32F103RCT6 引脚接法
4.3 输入电路
码盘的输入主要是6 对传感器输出的电脉冲信号,分别通过OL0、OL1、OL3、OL4、OL5、OL6 与STM32F103RCT6相连,当对射激光处于对射状态时,此时光通量高于设定阈值,输入端将3.3V 电信号给到单片机。当对射式光纤中间有码盘阻挡时,光通量低于设定阈值,输入端将0V 电信号给到单片机(图9)。

图9 输入接口电路原理图
4.4 继电器电路
继电器电路采用的是日本松乐品牌的芯片,三极管放大电路类型为共发射极放大电路,能够把微弱的信号放大的输入的交流信号电压叠加在直流上,使三极管基极、发射极之间的正向电压发生变化,通过三极管的控制作用,使集电极处于反向偏置,以使三极管起到放大作用。本硬件电路共有15 路继电器,在电路板上排成一排,当码盘被扫描,单片机将给出信号控制15 路继电器熄合,进而直观地将码盘号、机械运行方向、定位状态反馈于15 路继电器的LED 灯上。
码盘输出接口电路输出的3.3V 控制信号经过继电器后输出,通过SONGLE REPLY 的COM 端将焦炉机车所在炉号、实际地址、走行方向等信息端传送给PLC 端。继电器电路如图10 所示。由该图可知,码盘输出接口电路输出的12V 高电平被由SONGLE REPLY 构成的电路转换为PLC 可接受的24V 高电平。

图10 继电器电路
当单片机的PA1 引脚输出+3.3V 时,图中发光二极管D5 截止,g1 输出低电平。当单片机的PA1 引脚输出0V 时,发光二极管D5 导通,三极管Q1 饱和导通,g1输出高电平24V。
5 系统实物图
由图11 所示,自适应焦炉机车定位系统可以精确识别到码盘上显示的目标炉号与当前炉号的精确位置与识别到机车运行方向,机车地址信息,符合设计的要求。

图11 现场运行图
6 结语
自适应焦炉机车定位系统采用U 形槽外壳,基于BCD 编码+奇偶校验位的编码方式,能够准确识别每个码盘的信息,其采集的数据能与车载PLC 良好对接,完成焦炉机车自动走行定位的功能。该系统在山西省襄垣鸿达焦化设备有限公司所提供的场地作为测试平台,完场了该项目的现场实验。目前,该工厂的推焦车、停焦车、熄焦车、装煤车、导烟车均使用该设备长达半年。最终结果表明,该系统能够长时间稳定地工作,且满足焦炉机车定位精确的要求。
从改革开放至今,我国国产自动化水平一直随着我国的科技水平的提高而进步,对各大领域的发展起到了十分重要的作用。然而,焦炉机车的自动走行与自动定位系统的国产化较不成熟。因此,把高质量、高性能的“中国制造”产品带入焦炭行业任重而道远,我们需要加大对该领域的研究力度,减少对国外设备的依赖,早日实现技术、设备国产化。
猜你喜欢
山东冶金(2022年3期)2022-07-19
机械设计与制造(2022年4期)2022-04-28
山西电子技术(2022年1期)2022-02-28
科技传播(2019年15期)2019-08-22
科技视界(2019年11期)2019-06-20
数字传媒研究(2017年11期)2017-02-05
西部广播电视(2016年16期)2016-11-09
当代化工研究(2016年9期)2016-03-20
新疆钢铁(2016年3期)2016-02-28
山东冶金(2015年5期)2015-12-10