基于遗传算法的机器人激光熔覆工艺参数多目标优化
2024-02-12 02:49常州工业职业技术学院江苏省常州市213164李晓亮
石河子科技 2024年1期
(常州工业职业技术学院,江苏省常州市,213164) 李晓亮
装备部件的制造能力与性能标志国家工业竞争的实力,而工程构件在服役过程中会因磨损而失效,严重影响装备性能。据相关资料统计[1],世界上有1/3 能源的消耗形式来自磨损,而据中国工程院发布的摩擦学调查报告显示,我国每年因磨损造成高达9 500 亿元经济损失,总共占到GDP 的4.5%。大量失效部件废弃不仅会产生严重资源浪费,还会危害生态环境。
增材制造是将材料逐层堆积制造出实体的新兴技术[2],可满足装备部件维修、表面增强及整件制造的重大需求。我国能对报废部件进行增材再制造,开发剩余价值,实现废旧资源的回收利用,高度契合国家可持续发展战略,助力建设工业制造强国。
1 激光熔覆技术与机器人激光熔覆系统
1.1 激光熔覆技术原理及工艺
目前再制造中常用的表面工程技术主要有热喷涂、堆焊、等离子熔覆和激光熔覆等[3],与其他表面处理技术相比,激光熔覆技术有着热影响区域较小,与基体结合程度较强,能量集中且熔覆层耐磨耐腐蚀性能较好,易于实现自动化以及环保等优势,从而提高构件的整体性能与使用寿命,并且节约成本提高效率,是国家重点发展的维修与再制造技术。
激光熔覆工艺按照送粉方法分为两种,一种是同步送粉法,其工艺流程是激光与送粉同时进行。其次是预置送粉法,其流程是先将粉体材料提前预置在基体表面处,随后采用激光照射加热使其高温熔化,快速冷却后在基体表面形成一层熔覆涂层,工艺方式如图1所示。

图1 激光熔覆送粉工艺示意图
1.2 机器人激光熔覆系统
随着激光熔覆技术与机器人技术的发展,激光加工机器人可满足快速制造、快速修复等需求,机器人激光熔覆系统是由激光技术与机器人技术相结合的高度集成化系统。机器人激光熔覆系统包括了工业机器人、激光器、数据采集系统、数据处理系统、送粉系统等组成。
选择六轴工业机器人是因为其有着较好的自由度,适用于很多复杂轨迹或者角度的熔覆工作,其次是编程方式的自由性,代替人工方式实现全自动化工作并且提高熔覆准确率,最后是功能强大且易于操作,可以实现熔覆路径的精确调控。
2 遗传算法与多目标参数优化
2.1 遗传算法基本原理
遗传算法是模拟自然界中生物遗传和进化过程而形成的一种适用于全局搜索的优化方法[4]。遗传算法首先确定好初始种群,通过遗传中的复制、交叉、变异操作,进而产生了一次迭代,在不断迭代进化的过程中,群体将会保留适应度较好的个体,淘汰适应度较差的个体,经过多次迭代进化选择到最佳个体,可以解决最优化问题。
因此遗传算法可以用来解决寻找最优解的问题中,该算法具有较强的全局搜索能力,广泛应用于各个领域,可在多目标优化问题中找到最佳方案,与传统算法相比,遗传算法不易陷入局部最优解,可靠且稳定。
2.2 多目标优化理论分析
多目标优化就是在参数优化的过程中,有两个或者两个以上的目标需要同时进行优化[5]。多目标优化问题往往是普遍存在并且特别重要的,当解决问题时存在多个目标,如果试图单独改变其中某个目标参数会发现,会有其他目标参数会随之改变,并且多个目标之间时有冲突关系的。满足各个约束条件下使得每个目标都可以达到最优,从而寻找到最优解。
此处将采用综合加权法将复杂的多目标问题转化为单目标问题,将各个目标综合到一起成为单目标,针对不同子目标的重要性来设置不同的权重比例,从而解决了量纲与量级上的差异。其数学模型为
其中fi(x),(i=1,2…,n)为待优化的子目标,wi≥0,(i=1,2…,n)为各个优化目标所占的权重系数,综合加权法原理并不复杂且更加易于实现。如何合理的分配各个子目标的权重比例成为此方法的重点。
3 机器人激光熔覆工艺参数多目标优化
3.1 工艺参数选取与实验目标设定
激光熔覆技术已经广泛应用到零部件的修复与制造中,其过程是一个复杂的多参数耦合过程,因此部件维修、制造后产品的质量影响着增材再制造整个产业的发展,而熔覆工艺参数对于熔覆层组织形貌与综合性能的影响最为直接,所以工艺参数的合理化配置显得尤为重要。
整个激光熔覆过程中,激光设备的参数,基体与熔覆粉体材料的参数,熔覆流程中的参数都会影响最终熔覆层的质量与形貌。激光设备、基体材料、粉体材料首先会确定好,选择激光功率、送粉速度、扫描速度这三个参数对熔覆层的质量进行控制,将这三个参数作为研究变量,分析目标的影响。
熔覆层的质量主要由熔覆层的外观形貌来体现,而熔覆层横截面的几何特性又与其外观形貌密切相关,熔覆层成形精度受其横截面的宽度、高度影响,而熔覆层的深度影响着其稀释率,稀释率反应了熔覆层与基体的结合程度。图2为熔覆层横截面图,熔覆层宽度、高度、深度由W、H、h表示。
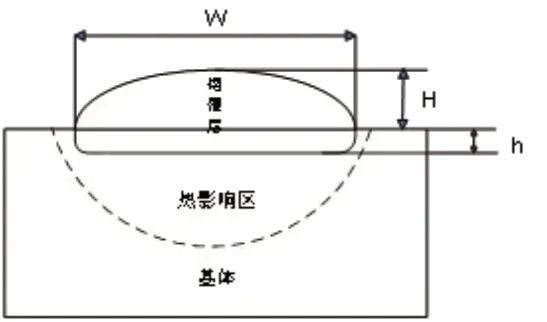
图2 熔覆层横截面示意图
熔覆层横截面的几何特性反映了熔覆层的质量,故选择宽高比作为第一个优化目标,宽高比公式为:
其中f1为宽高比,W为熔覆层的宽度,H为熔覆层的高度。要想使得熔覆层与基体的冶金结合程度变得更高,稀释率需要更小,因此选择稀释率为第二个优化目标,稀释率公式为:
其中f2为稀释率,H为熔覆层的高度,h 为熔覆层的深度。粉体的收集不仅仅影响熔覆的成本,也影响熔覆层的质量,在熔覆过程中需要尽可能节约粉末,因此选择粉末收集率为第三个优化目标,其公式为:
其中f3为粉末收集率,M为粉末的总质量,m为没有被熔覆使用的粉末质量。
3.2 工艺参数多因素实验分析
选取了合适的工艺参数与优化目标后,需要建立激光熔覆工艺参数多目标优化数学模型[6]。为使综合性能达到最佳,应使宽高比尽量高、稀释率尽量低、粉末收集率尽量高。其优化数学模型如3-4所示:
其中A表示激光功率,B表示送分粉量,C表示扫描速度。选择合适的约束条件使得各个子目标能够约束在合适的参数范围内,三个子目标的约束条件如3-5 所示;熔覆工艺参数的约束条件如3-6所示。
确定其综合目标函数为F,以综合目标函数的最小值为最优解,需要使得三个子目标值都为最小,综上采用综合加权法将其转变为对目标函数F的参数寻优问题,该目标函数为:
W1,W2,W3为三个权重比例系数,并且满足公式W1+W2+W3=1,代表了三个子目标的重要程度,通过求解权重比例得出,三个权重系数分别为0.188,0.731,0.081,F为综合目标函数。分析得出,目标函数F值越小,熔覆层质量越高,最终其数学模型公式如下:
3.3 遗传算法工艺参数优化与验证
基于遗传算法对熔覆工艺参数进行数据优化[7],其适应度函数为综合目标函数为F,为了使熔覆层性能达到最优,适应度函数值应当越小越好。其中遗传算法参数设置如表1 所示,MATLAB 程序适应度曲线如图3所示。
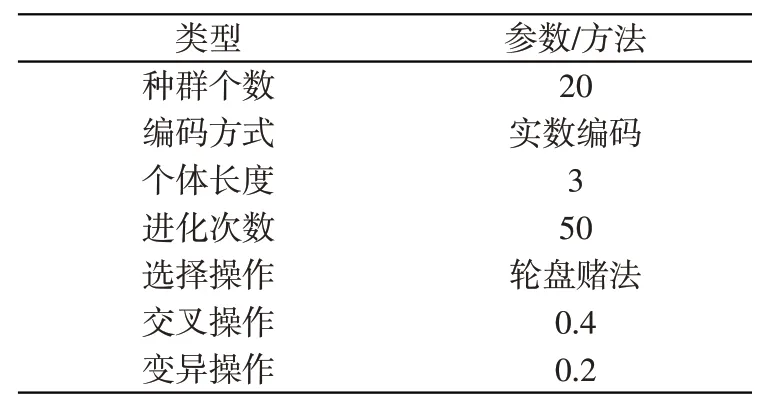
表1 遗传算法参数设置
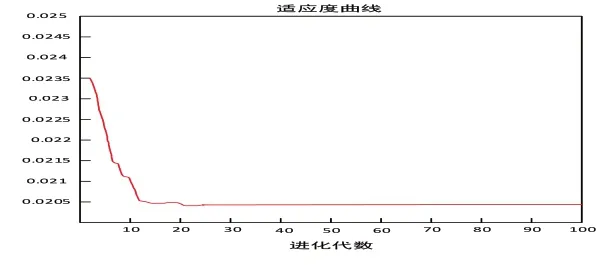
图3 适应度曲线图
分析后可得出最佳个体的适应度函数值为0.0203,熔覆工艺参数中激光功率、送粉量、扫描速度的最佳组合分别是1.5kw、47g/min、32mm/s,对应的宽高比为10.922,稀释率为9.67%、粉末收集率为0.581,综合目标函数得到最小值,熔覆层性能最佳。
4 结语
机器人激光熔覆系统已经广泛应用与各个装备部件制造领域,装备的服役条件愈发苛刻,精度要求越来越高,激光熔覆作为先进的再制造技术,大大提高部件综合性能,实现部件快速、精准、高质量维修制造,同时解决资源浪费,实现废旧资源再利用,助力国家建设工业强国。
猜你喜欢
金属热处理(2023年10期)2023-10-23
火炮发射与控制学报(2023年4期)2023-08-29
计算机仿真(2022年8期)2022-09-28
佳木斯大学学报(自然科学版)(2022年2期)2022-08-24
石材(2020年11期)2021-01-08
桂林电子科技大学学报(2019年3期)2019-09-11
系统工程与电子技术(2018年12期)2018-12-10
光学精密工程(2016年1期)2016-11-07
中国塑料(2016年11期)2016-04-16
系统工程与电子技术(2016年2期)2016-04-16