印染废水反渗透膜处理回用技术
2024-01-23 07:49程唐渊
化工管理 2024年2期
程唐渊
(宁波申洲针织有限公司,浙江 宁波 315800)
0 引言
染料是一种广泛应用于纺织、印刷、化妆品、塑料等众多领域的精细化学品。随着工业化进程的不断发展,染料行业市场规模也在不断扩大。中国的染料工业规模呈现出较强的增长态势。据中国染料工业协会发布的数据,2022 年全国染料行业产量为86.4 万t,同比增长3.47%。目前我国已成为世界染料生产的第一大国,占比全球染料产量70%以上的份额。染料主要应用领域是纺织及染整行业[1]。由于染料具有易燃性、毒性及刺激性等特点,残留在印染纺织品之外的染料混合物遗留在水体中,导致大量印染废水的产生,使得其在水中的成分难以分解和控制[2]。印染废水在工业废水中所占比例巨大,其水质水量波动剧烈、毒性高、色度显著、成分复杂,这些因素共同增加了印染废水的处理难度,同时也导致废水中COD 含量升高,可生化处理性能不佳。
印染企业必须有效地处置和改进染料及其印染工艺,以减少其造成的环境影响。通过研究发现必须采用先进水处理工艺来减少印染废水的排放量,以满足日益严格的环境保护法规和经济发展要求[3]。目前,反渗透膜处理技术是一种新型高效节能环保印染废水处理方法。采用反渗透膜处理回用技术是一种解决印染废水处理问题的有效方法。
1 印染废水特征
纺织品的染整工艺是产生印染废水的来源,染整工艺的各个工序或多或少都产生印染废水,并综合排水形成印染废水。根据产品对染整效果的不同要求,印染企业会对生产的实际过程进行实时的工艺调整,因此,印染废水的水质和水量往往会发生巨大的变化[4]。对印染废水处理的技术要求必须非常严格,经过一系列复杂的处理才能排放。印染废水主要包含以下几个特征:
(1)废水水量大且变化大。印染行业是工业用水大户,未处理的印染废水量巨大,若处理不好很容易造成严重的水环境污染和水资源浪费。
(2)化学成分复杂。印染废水的COD 浓度相当高,这是因为其中存在着大量复杂的化学物质,而且这些物质的生化性能相对较低,不易自然降解。
(3)色度变化较大。印染废水根据所使用的染料品种不同,所呈现的色彩也不同,其处理难度颇高,成为当前印染废水处理领域的一大挑战。
(4)有毒有害性。研究表明,在印染废水中,非极性有机污染、可滤性化合物、重金属、氧化性物质以及挥发性物质等是主要致毒成分。
(5) pH 值大。在印染废水中的pH 值往往偏高,且常常出现大于12 的情况,对水的生态体系危害极大,故需在处理前要先降低废水的碱度。
直接将印染废水排放至环境中,将会带来极其恶劣的后果。首先,由于受纳水体中含有大量的化学物质,其化学需氧量较高,因此单纯依靠水体的自净是无法实现水体净化的。其次,印染废水中的偶氮染料具有生物致畸、致癌和致突变风险,其可能通过生物链最终被人体吸收,对人体健康安全构成潜在的和现实的威胁[5]。由于印染废水的高度污染性质,对其进行治理已成为当务之急。
2 印染废水反渗透膜处理回用技术
2.1 技术原理
纺织印染行业所产生的废水具有高度的色度和毒性,若直接排放将对水环境造成极其严重的破坏。为了降低废水中有机物含量和改善水质,通常采用深度处理工艺进行废水处理。由于这类废水的生化性较低,传统的活性污泥法并不适用于对其处理。反渗透膜(reverseosmosis,RO)是一种半透膜,可以通过一定的力驱动水分子沿着其纳米孔道逆渗透。其工作原理是利用半透膜,即只能让水分子通过,而离子、大分子物质和微生物通不过。当水通过反渗透膜时,水分子将被压力推进反渗透膜孔道,而离子、大分子物质和微生物则被截留,遗留在浓缩液层。浓缩液层可随时导出,其中的污染物质可进行深度处理。透过反渗透膜,处理过的水经检验合格可以渗透进入自然水环境,或重新用于印染工序。经过一定周期的使用,半透膜的性能下降,经过反冲洗或加热等处理,反渗透膜可以得到清洗、净化,之后半透膜性能恢复,可反复使用。
根据反渗透原理,反渗透操作必须满足两个前提条件:(1)有针对性地可使溶剂透过的薄膜。反渗透膜由一层含有无数个微细孔洞的高分子薄膜,通常由聚对苯二甲酸乙二醇酯(polyethylene terephthalate)和聚醚酰亚胺(polyether sulfone) 等材料制得。这些微细的孔洞可以阻拦溶液(或被污染液体)中大分子,只能让溶剂分子(通常是水分子)通过,从而分离污染物和被污染水体;(2) 反渗透膜工作时膜的两侧所受的静态压力差必须高于渗透压,因此在实际应用中,必须克服膜阻力的影响。这种压力可以来源于污水水源的自然压力,也可以来源于泵压,其作用是将被处理的污水持续推向反渗透膜的一侧,从而让水分子逆渗透,经过反渗透膜进入膜的另一侧。通常压力越大,反渗透膜的纳滤能力越强。可以通过调整反渗透膜的压差进行对污水的选择性分离处理,控制渗透通量的大小和方向,有效将水分子转化为透析液,以实现对印染废水高效回收再利用的目的。
2.2 印染污水产生的主要因素
在某印染厂的染色工艺流程中,经过退浆、煮炼、漂白、丝光、染色和整理等多个步骤,最终产生了较大数量的印染废水。产生废水的环节包括坯布验布、缝头、烧毛、退浆、漂白、丝光、烘干和整理等工序。
(1)退浆废水。在进行棉织物漂染之前,必须对其上的浆料和纤维本身的某些杂质进行去除处理。退浆废水所占比例约为15%~20%,而其中的污染物则占据了污水总污染物约一半的比例。
(2)煮炼废水。煮炼后产生大量含氨、酚和氰化物的煮炼废水。为了去除纤维中的含氮类化学物质,如棉蜡和油脂,煮炼工艺采用了烧碱、肥皂和表面活性剂等方法,在约120 ℃、pH 值约为10~13 的条件下对织物进行处理。废水的排放量相当可观,呈现出强烈的碱性,同时BOD 和COD 的含量也相当显著。
(3)漂白废水。为了去除纤维表面或内部的有色杂质,漂白过程中使用次氯酸钠或双氧水,而排放的废水虽然水量较大,但其污染程度相对较低。
(4)丝光废水。丝光所产生的废水含有高浓度的碱性物质,通常需要多次碱回收处理,因此其实际污水排放量相对较低。
(5)废水中含有染色物质。染料和助剂是染色废水的主要污染源,而废水的水质则因原料和染色设备等因素的差异而呈现出显著的变化。
2.3 高浓度退浆废水预处理
对含有少量PVA 浆料的高浓度退浆废水,采用清污分流的方式,将其引导至退浆废水集水池,然后通过泵将其提升至退浆废水预处理池进行预处理,经过处理后的废水被排放至废水处理集水调节池,最终与其他废水混合,以进一步进行处理。经过酸析、板框压滤、铁炭微电解、集水调节池等一系列复杂的预处理工艺,最终形成了高效的废水处理系统。该工艺具有工艺流程简单,操作方便,成本低等优点。本课题研究了一种新的预处理方法—混凝沉淀-活性炭吸附法。在小试实验中发现,经过预处理的退浆废水COD去除率高达60% 以上,同时废水的可生化性也提升了约20%。
2.4 混合废水处理
废水的混合处理采用了一种结合了生物化学和物理化学的先进工艺。目前,该工厂所产生的混合废水(未进行分流的退浆废水)pH 值约为12~13,因此需要进行中和处理,以确保pH 值维持在适宜进行生化处理的范围内。废水经过厌氧处理后,COD 的去除率通常在15%~20%之间,随后进行好氧生物处理以进一步提高其处理效率,去除效果良好;BOD 的去除率为60%~70%。工艺去污效果较理想,总体达到超过90% 的污染物去除率。最终,经过生化处理后,对出水进行混凝和沉淀,以达到符合排放标准的要求。如图1 所示,混合废水的处理过程呈现出一种高度复杂的工艺流程。
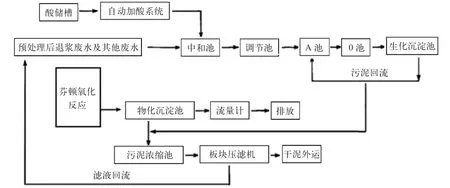
图1 混合废水处理工艺流程图
3 反渗透技术的应用
为了满足印染用水对水质的高要求,必须采用反渗透膜对废水进行处理,以实现废水的回收再利用。由于反渗透膜具有良好的分离性能和较强的化学稳定性。宁波某纺织公司在其海外分公司采用反渗透膜技术对印染废水进行回用处理,在此基础上再使用反渗透工艺对剩余的印染废水进行深度处理。所采用的技术流程包括:对印染废水进行一系列生化和物化处理,在达标处理前对废水进行加氯消毒处理和化学除磷处理。该纺织公司所采用的污水处理系统运行正常,出水CODCr在40 mg/L 以下,色度在25 度(参照GB 3143—82 《液体化学产品颜色测定法(Hazcn 单位—铂-钴色号)》执行)以下,达到了国家一级排放标准。通过多次试验确定了最佳的水回收率,最终将其定位为30%。
3.1 工艺流程简要说明
(1)现有的排水生态池出水通过原水提升泵将待深度处理的排放水加压后送往预处理的砂滤系统;为了提高过滤效果,可考虑水体进入砂滤前投加絮凝剂。
(2) 砂滤器对水体进行初步过滤,去除水体中大部分悬浮性颗粒物并部分降低COD,使浊度、SS(悬浮物,suspended solid)等物理指标有明显改观。对 COD、色度有部分脱除功效。
(3)砂滤出水经过一道粗保安过滤器进入超滤系统,超滤系统设计有反冲洗、气洗、药洗等辅助系统。
(4) 因为超滤有间隙性冲洗工序且产水压力很低,因此超滤产水需要先进入超滤水箱/水池来缓冲,然后再继续进入后续反渗透单元。超滤水箱/水池同时可提供超滤反洗、冲洗用水。
(5) RO 进水泵从超滤水箱/ 水池抽水加压后进入反渗透系统。
(6)反渗透系统产水进入回用水池,回用水泵从回用水池内抽水送到需要的用水点,实现循环利用。
(7)因为回用系统中砂罐数量较多,采用气动阀门自动正反洗操作,为此设计有一套压缩空气系统,同时为气动阀门和超滤系统气洗用气。
(8) RO 浓水可能超过直接排放标准,通过将 RO浓水与冲洗水、未进入回用系统的排放水混合后达到直排标准排放。考虑到排放水的水量变化,建议设置一个浓水外排缓冲池,以确保浓水根据勾兑比例的要求进行混合稀释排放。
3.2 主要处理单元说明
本方案采用超滤膜作为反渗透预处理的最后一道工艺,稳定反渗透膜的性能及寿命。
3.2.1 超滤系统
包括机架、膜组件、配套仪表、阀门、管路、配套清洗、控制系统等。超滤主要通过膜网孔的筛分作用去除杂质。本系统中其最主要的功能是确保进入后续反渗透装置的 SDI(污染指数,Silting Density Index)符合要求,同时去除绝大部分微生物、部分 COD。膜法过滤工艺可以很好地截留水体中的各类污染物。常见的膜法过滤图谱如图2 所示。
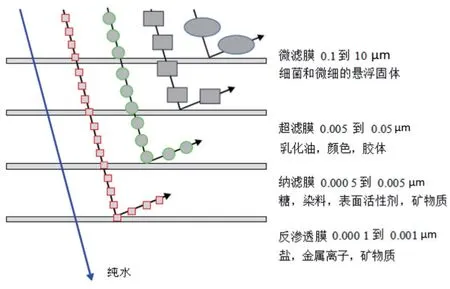
图2 膜法过滤图谱
3.2.2 反渗透系统
目前,普遍认为在污水回用除盐中反渗透工艺(RO 系统) 最为有效。RO 系统由高压泵、膜主机、配套仪表及控制箱、清洗系统组成,如图3 所示。高压泵及反渗透膜是系统运行的关键,本方案选择过流部件SS316 的不锈钢高压泵,其余不锈钢为 SS304 材质;膜元件选用国际知名品牌反渗透膜;配套仪表有电导、流量、压力、液位等,用于对设备进行在线监测。设备经过一段时间运行会造成膜表面污染,因而系统配备在线冲洗和清洗系统。
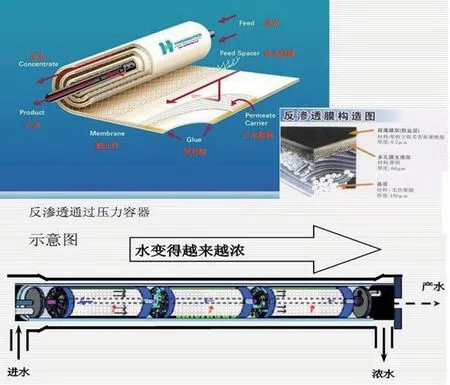
图3 反渗透(RO)系统
3.2.3 冲洗水沉淀及外排系统
冲洗水包括:砂滤冲洗水、超滤冲洗水、反渗透冲洗水。砂滤冲洗水含有较高的 SS,需沉淀后方能外排。本项目中设置一套高效沉淀池一体化设备,沉淀池出水进入外排缓冲池与 RO 浓水和生态池出水混合。
4 印染废水反渗透膜处理回用技术的应用效果
4.1 漂白效果分析试验
在对某纺织公司未经过处理的纱样进行漂白效果试验分析时,按照煮漂、浴、洗水、脱水、烘干的流程进行了布样的漂白。经过不同浓度的漂液及不同条件下的回用,得到了最佳的回用方案。
漂白的工艺处方为:8% 的双氧水、4% 的液碱、1% 的渗透剂与0.5% 的增白剂。上述试验试剂按照1∶10 的浴比,在100 ℃下进行40 min 的漂白,烘干的温度为100 ℃。试验结果发现,回用废水中含有较多的漂白液,且其浓度比较大,这对织物的漂白造成了一定程度的影响。实验结果表明,相较于车间用水(原水)的漂白效果,使用反渗透(RO)系统处理后的回用水漂白效果更为显著,同时白度值也得到显著提高。
4.2 后处理皂洗效果分析试验
为进行反渗透(RO) 系统处理后回用水皂洗效果的分析,使用了某纺织公司的大样染色保温后未经过皂洗的布样,其中包括一块深色布料和一块浅色布料。对其进行了不同时间的皂洗处理。
浅色样布皂洗过程为:冷水洗10 min 后过50 ℃、0.5 g/LHAc 溶液10 min 洗,后80 ℃热水洗10 min,再用冷水洗10 min。
深色样布皂洗过程为:冷水洗10 min 后过50 ℃、0.5 g/LHAc 溶液10 min 洗,后再用90 ℃、1 g/L 皂洗剂冲洗10 min。这一步骤需要2 次;然后用50 ℃温水冲洗10 min,这一步骤需要2 次,然后冷水冲洗10 min。
皂洗用水为反渗透(RO)系统处理后的回用水。实验的结果,无论是深色布样还是浅色布样,皂洗效果均合格,且与车间用水(原水)效果一致。
5 结语
随着我国社会经济不断发展,如何实现高效的印染废水处理成为当前紧迫的研究热点。为了满足排放需求,单一的处理工艺往往难以胜任,因此需要对不同的工艺进行组合,从效率、经济等多个方面考虑,以印染废水的水质特征为基础,寻求最佳的工艺设计方案。为了最大限度地减少污染,必须从源头进行控制,不断改进印染工艺,积极推进清洁生产,并研发更加环保的染料技术。
猜你喜欢
时尚设计与工程(2022年3期)2022-08-10
云南化工(2021年8期)2021-12-21
能源工程(2021年5期)2021-11-20
供水技术(2021年3期)2021-08-13
时尚设计与工程(2021年6期)2021-06-29
作文大王·低年级(2020年2期)2020-03-13
山东工业技术(2016年15期)2016-12-01
海峡科技与产业(2016年3期)2016-05-17
当代化工研究(2016年7期)2016-03-20
Coco薇(2016年1期)2016-01-11