斜面、圆弧精密成型磨削工艺与加工方法研究
2024-01-23 04:01张涛
科技创新与应用 2024年3期
张 涛
(成都市技师学院(成都工贸职业技术学院),成都 611743)
在汽车、手机、电脑等精密链接器模具零件成型加工中,斜面和圆弧是常见的典型加工形状,对其位置公差和尺寸公差有着极为严格的技术要求。相对普通的平面、六面体、台阶、直槽加工而言,在精密成型磨削加工中需要操作者有着较高的技能和工艺要求,同时需要配合辅助工具灵活贯通地配合应用,保证加工精度的同时更能有效提高效率和零件品质。
1 斜面成型加工
在精密成型磨削加工中常见的斜面种类如图1 所示,各种形状的斜面在加工时需要选用不同种类的砂轮和加工方法,合理的加工工艺和加工方法能提高现场的产能和效率。
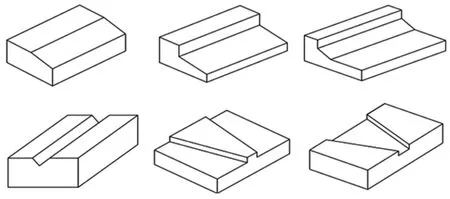
图1 常见斜面
修整斜面成型砂轮的工具是角度成型器,砂轮角度修整器是根据正弦原理修整砂轮斜面,让安装在角度修整器上的修刀笔成几何角度,通过往返移动修整器上的滑动座从而带动修刀笔完成砂轮的角度修整工作。在砂轮斜面加工中其是最主要的修整成型工具,其使用方便且快捷。计算公式为H=L×sina,H为所垫块规的高度,L为角度成型器的中心距,常用的角度成型器的中心距为50.00 mm;a为斜面与水平面所成夹角[1]。
1.1 角度修整器使用的注意事项
第一,角度修整器的底座外侧端面需要紧挨着平台的靠板,从而保证修刀笔的运动轨迹方向与修整的砂轮的径向是垂直,同时在修整的过程中修刀笔的尖点应在砂轮的垂直点正下方保证其修整角度的准确性。
第二,在砂轮修整的过程中,因为角度修整器导轨间有装配间隙,修整时应保证其2 个滑动导轨面形成最大面积的贴合,在往返推动滑座时用力均匀,保证其运动的稳定性。
第三,为了安全起见,粗修砂轮斜面时,修刀应至上向下运动来去除余量。
第四,角度修整器滑座滑动时要向下压紧,因为长时间使用后,滑座间有磨损间隙,向下用力的作用主要在于消除滑块与滑座导轨间间隙,避免产生修整误差。
第五,在精修砂轮时进刀量选择参考为0.001~0.01 mm/次,修整完毕后不进刀空走几刀以保证成型斜面的光洁度。
第六,在垫块规时,角度器a角度应小于或等于45°,修整大于45°的成型砂轮时,块规应按(90°-a)角度来垫,并将角度成型器竖直装于平台上来修整角度。
第七,精修时应注意进刀的正确方向,避免在修整过程中金刚石尖点崩掉。
选择粒度大小合适的砂轮修整其底面和侧面;计算所垫块规的高度。计算公式为H=L×sina,尽量选择最少数量的块规,以减少叠加后的累积误差,从而保证角度的准确性;先粗修砂轮,然后用所修砂轮切试切片并在投影机上测量,根据测量尺寸来精修砂轮,保证斜面成型砂轮的尺寸及角度[2]。
1.2 正弦台使用及注意事项
斜面成型的辅助工具正弦台,正弦台在斜面加工中也是重要辅助工具之一,一般用于较大斜面的加工,其原理同角度成型器一样,也是利用正弦原理通过垫块规来实现工件斜面的成型。H为正弦台所需垫块规的尺寸;a为斜面与水平面所成的夹角;L为正弦台的中心距(常用的有127、100、75 mm3 种)。
注意事项如下。
第一,在正弦台上加工工件之前,平台、靠板均要修平且正弦台装平找正。
第二,垫块规时应注意是否垫放在正弦台及块规的工作面上。
第三,块规装上正弦台后应用手轻轻向下按压平台面,使垫块规处密合更紧,在锁紧正弦台两边螺丝时应用力均匀。
第四,垫好块规并锁紧螺丝后应用手轻轻推动块规,检测是否压紧稳固。
1.3 斜面成型磨削方法
1.3.1 利用正弦台加工成型斜面
1)将正弦台轻轻放在工作平台上,靠紧平台靠板、工作平台上磁。
2)用46J(K)修好正弦台的工作面及靠板。
3)将正弦台角度调整到与工件要求角度一致并锁紧螺丝。
4)将工件装夹于正弦台上用46J(K)砂轮加工,加工中要多次测量。
5)在正弦台上进刀方向与图纸尺寸方向不一致,应计算进刀量。
进刀量:AD=ABsinβ=ACcosβ[3]。
1.3.2 利用斜面成型砂轮加工斜面
此方法一般用来加工斜面面积较小、形状较为复杂且不可直接利用正弦台或正弦杆加工的工件,这种加工技术比用辅助工具倾斜装夹工件加工的技术高并且用途广。如图2 所示,当图中H<6 mm 时,修成型砂轮直接对刀加工成型;当图中H>6 mm 时,因使用为6 mm 宽的砂轮宽度不够,需要将加工斜面分为二次加工成型,第一次磨削时先将成型斜面尺寸加工到位,然后在加工到尺寸的成型面上涂上记号笔,第二次移位成型磨削时轻轻擦到第一次记号笔笔痕即可。若斜面很大,第一次磨削成型后可以将工件装夹于正弦台上加工到位,在加工过程中要注意砂轮的磨损情况,发现砂轮磨损应及时修整[4]。
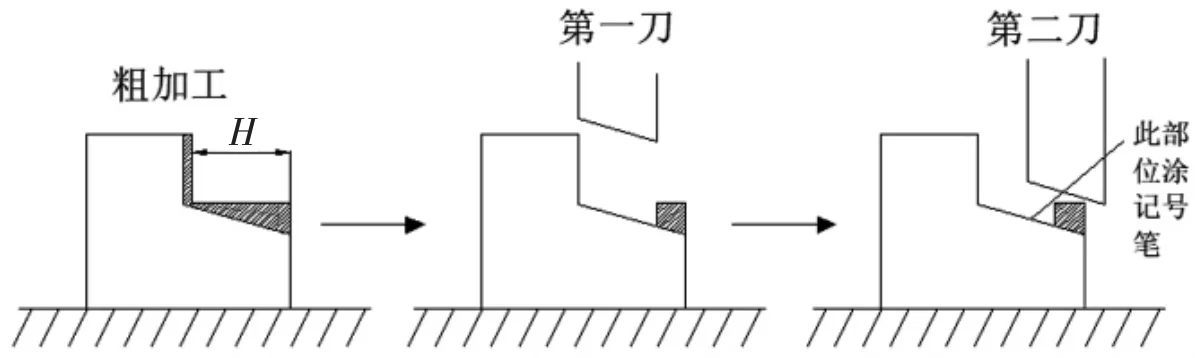
图2 斜面加工流程
第二种斜面的加工,当成型斜面H<6 mm 时,直接将砂轮修整为成型角度加工零件至尺寸到位;当成型斜面H>6 mm 时,修整好后的成型砂轮,分为2 次加工成型面,第一次先磨削外侧减少砂轮两侧发热量,第二次磨削时用投影仪测量出B值后,将砂轮移出到斜面最终尺寸加工到位即可保证斜面精度。
2 圆弧成型加工
在精密成型模具零件中,常见的圆弧有以下4 类,如图3 所示,此类圆弧加工技术难点高,对砂轮的修整也极为严格,加工时需要使用辅助工具对砂轮进行修整。
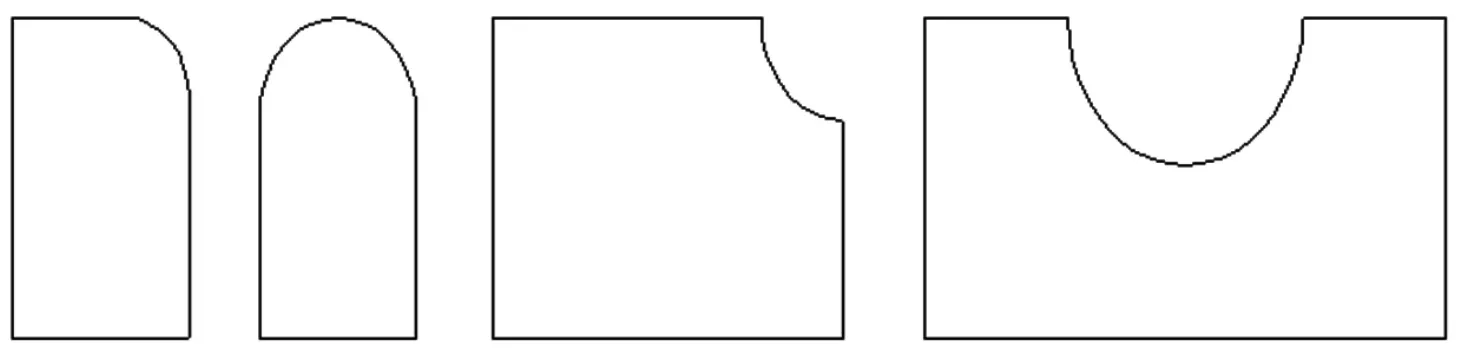
图3 常用圆弧种类
2.1 砂轮圆弧成型器
砂轮圆弧成型器的功能,主要用于精密手摇磨床上修整砂轮的直线和圆形弧度的一种专业成型工具。其工作原理是通过金刚石修刀笔笔尖的往返运动来修整出砂轮的磨削圆弧型面。在砂轮圆弧成型器中砂轮的基准面到其轴心的距离为N,在对圆弧面修整时其修整器外圆弧尺寸为:H1=N-R1;在对内圆弧修整时其修整器内圆弧尺寸为:H2=N+R2[5]。
2.2 圆弧砂轮的修整
根据圆弧砂轮成型器的公式计算出需要的垫块块规尺寸,或者使用量具直接测量垫块尺寸并调整圆弧砂轮成型器修刀的位置。
先将砂轮底部和侧面修平,再将圆弧砂轮成型器的侧面靠紧平台的基准靠板,检测无晃动后再次调整圆弧砂轮成型器上的刻度线将零点位置对齐,将圆弧砂轮成型器上的金刚石修刀笔笔尖对齐到砂轮的下方,同时将数显表上的Z轴方向归零。
将圆弧砂轮成型器旋转90°进行砂轮另一侧面对刀,将数显表上的Y轴数显归零,对刀时砂轮转速为1 800~2 400 r/min。
修整砂轮外圆弧时,将工作平台Y轴摇至零位,将上下方向(及Z轴)提高到R值处,开始缓慢进刀(0.001~0.005 mm/次);同时圆弧砂轮成型器不断以0°~90°往返旋转,直到数显两轴都到零位为止。
切试切片在投影机上测量成型砂轮R尺寸,若不符合要求则重新修整[6]。
2.3 圆弧的成型磨削方法
修整圆弧成型砂轮,成型砂轮在靠板上对刀,前后方向数显归零;再在工件上表面上对刀,将上下方向数显归零;将成型砂轮移至Y=a,Z=0 即可向下进刀,当快要到位时,即Z值快要到R值时(留0.02~0.03 mm)冷却后取下工件测量,再根据测量的余量再次装夹后加工到位。加工时不可一次性到位;180°圆弧加工时将工件反转装夹以同一砂轮加工即可。注意:R值比较大时应该先粗加工,精加工时圆弧砂轮如有磨损也应重修砂轮[7]。
修整圆弧成型砂轮,将砂轮宽度修整为2×R,再将调整好的圆弧砂轮成型器装于平台上,调整圆弧砂轮成型器的零刻度位置后将Z轴方向数显归零;将圆弧砂轮成型器旋转90°在砂轮侧面对刀后将Y轴方向的数显归零,侧面对刀应在砂轮的内外两侧面对刀,两侧面对刀误差要求在0.002 mm 内;砂轮转速为1 800~2 400 r/min,在数显Y=0X=-R(向上提高一个R值)时开始缓慢下刀,每次进刀量为0.001~0.005 mm;同时R 器以两边各90°不断往返旋转,直到数显上X、Y值均为零时为止;测量圆弧成型砂轮尺寸,若不符合要求则重修(注意:R值太大时应先粗修)。
加工:成型砂轮在靠板上对刀,前后方向数显归零,再在工件上对刀,上下方向数显归零,即可向下磨削,当还有0.03~0.05 mm 余量时冷却后取下工件,测量后根据余量进刀加工到位。注意:工件余量大时应先粗切,砂轮如有磨损则应重修砂轮[8]。
2.4 斜面接圆弧的成型
常见的简单斜面接圆弧有以下几种,如图4 所示。
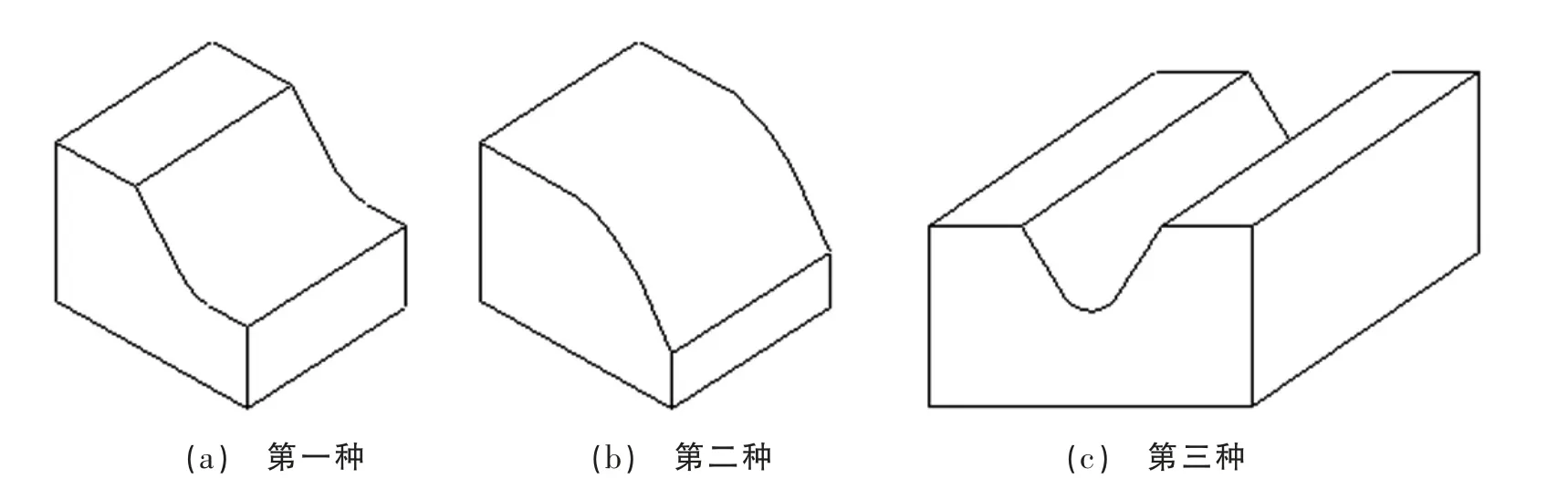
图4 常见的斜面圆弧种类
2.4.1 第一种圆弧的成型加工
修整第一种斜面接圆弧成型砂轮,选择合适的砂轮,先修平砂轮的底面、侧面,再用角度成型器修整砂轮的斜面;装上调好的圆弧砂轮成型器,在砂轮的底步先进行对刀,将Z轴数显清零后,将修整器旋转至一定的角度锁紧,在Z轴数显是归零的情况下,移动拖板前后方向,让修刀笔笔尖点慢慢地靠近砂轮的斜面,碰到后前后数显归零;在前后方向数显是零的状态下,砂轮上下方向提升一个R值后,圆弧砂轮成型器不断以0°-a°往返旋转,同时上下方向数显下刀至零位即可;测量成型砂轮,若不符合要求则重新修整,符合要求则可开始成型加工;将修好的成型砂轮在工件上试切对刀,取下工件测量,再根据余量进刀加工到位即可[9]。
2.4.2 第二种斜面圆弧的成型加工
先将工件的斜面成型加工到位,修整为第二种斜面圆弧成型砂轮,选择合适的砂轮,修整砂轮的底面和侧面;装上调好的圆弧砂轮成型器,先在砂轮的底面对刀,上下方向数显归零,然后圆弧砂轮成型器旋转至90°锁紧,摇动Y轴手柄让金刚石修刀笔尖在砂轮的内侧面对刀后将Y轴数显归零;在前后、上下数显都在零位的状态下,圆弧砂轮成型器不断以0°~90°往返旋转,同时砂轮慢慢下降直到数显上下方向为AC值;若不符合要求则重新修整,符合则可用于成型加工,成型砂轮在靠板及工件上对刀,将前后方向数显移至大于a值处向下切,当上下快要到位时(留0.03 mm 左右余量),冷却后再磨削一次,取下工件测量,再根据余量进刀加工到位即可。
2.4.3 第三种斜面圆弧的成型加工
修整第三种斜面接圆弧的砂轮,选择合适的砂轮修整侧面;调试好圆弧砂轮成型器,将圆弧砂轮成型器置于一合适高度,然后将圆弧砂轮成型器旋转至角度a°,在砂轮斜面上对刀,将砂轮前后方向的数显归零。再将圆弧砂轮成型器角度旋转至b°,在另一侧的斜面上对刀并读数;当两斜面不对称,即a°≠b°时,先修好双斜面砂轮,然后试切塑胶片或石墨片投影,让两斜面与圈板上需要的圆弧相切,找到圆心到砂轮侧面的距离a,最后用调好的R器在砂轮侧面上对刀,对刀完成后将数显移至a-b(即a-R)处;再次将砂轮Z轴提升起来,将圆弧砂轮成型器以a~b°角度往返旋转,慢慢匀速向下进刀,直到下刀到零位为止。试切测量所修砂轮尺寸,若不符合要求则重修砂轮;用此砂轮在靠板上对刀后再在工件上试切对刀,也可只在工件上试切对刀。然后取下工件测量,再根据实测尺寸将砂轮移至所需位置加工到位即可[10]。
3 结束语
合理的工艺与方法能有效提高效率与产能,但磨削工艺和方法并不是不可改变,一位技术精湛的工匠会在实际加工中对工艺及方法融会贯通地灵活运用,让精密成型磨削精度更上一个台阶,相信通过不断地研究与学习,对于连接器精密模具零件的制造、工艺、方法会进一步优化与改进,让精密成型磨削技术得到更好的提升。
猜你喜欢
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
中学生数理化·自主招生(2021年3期)2021-05-30
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
工业设计(2016年1期)2016-05-04
中学生数理化·高一版(2016年12期)2016-03-01
断块油气田(2012年6期)2012-03-25