
基于模糊PID的电动式多千斤顶同步控制系统研发
2024-01-13 07:50汤佳明楼佩煌
机械设计与制造工程 2023年12期
汤佳明,楼佩煌
(南京航空航天大学机电学院,江苏 南京 210016)
随着航空工业及其相关产业的迅猛发展,应用于飞机维修、装配和机体载荷校核实验等[1]的同步顶升系统也在转型升级,向高效、高精度、高安全性的自动化方向发展。在飞机的顶升工作中,多采用千斤顶系统将飞机顶升到一定的高度并锁紧,保持其水平和稳定[2-3]。用千斤顶系统顶升飞机通常是由三台呈三角形分布的千斤顶协同完成。在顶升过程中,若三台千斤顶顶升的高度不一致,会导致机身倾斜,随着倾斜程度的增加会引起机身抖动,进而导致机翼摆动,造成机翼损伤[4]。如果飞机倾斜的角度超过安全角度,还会导致飞机滑落,造成事故。而在机翼与机身对接过程中,若千斤顶系统不能保证机身处于水平状态,则会增加机翼的对接难度。
目前,国内大多数飞机厂商使用的仍然是传统千斤顶,其主要由人工操作,这种方式虽然具有操作简单、成本低廉的优点,但是工作效率低,在千斤顶上升、下降的过程中容易出现伸缩不同步、速度不均衡的问题。液压伺服控制系统在桥梁、建筑等领域被广泛应用,但是存在速度不易控制、同步性能不佳、稳定性差、容易漏油等问题,在一些精度要求比较高的场合不适用。而电动伺服控制系统响应速度快、控制精度高、可靠性高,可以在精确控制下平稳准确地完成期望的运动,弥补了液压伺服控制的不足[5]。
针对上述问题,本文结合项目要求同步误差小于2 mm和机身倾角小于0.1°的实际需求,采用基于改进的偏差耦合结构的模糊PID控制方式,利用上位机和可编程逻辑控制器(programmable logic controller,PLC)开发了一套电动式多千斤顶同步控制系统,实现飞机千斤顶系统升降的自动化,并对该系统的可行性进行了验证。
1 系统总体方案
电动式多千斤顶同步控制系统采用分布式控制,操作人员可以通过上位机控制系统实现对千斤顶的单独调试和三台千斤顶的同步升降控制。
电动式多千斤顶同步控制系统主要由千斤顶、伺服驱动系统和控制系统组成。千斤顶包括机架、行星减速机传动系统、梯形丝杆升降系统、压力传感器、弹簧脚轮、支撑螺栓以及安全限位开关等模块,通过伺服驱动系统和行星减速机传动系统驱动梯形丝杆实现升降,通过压力传感器检测千斤顶是否过载。同时,弹簧脚轮方便千斤顶移动,支撑螺栓则起到支撑和固定千斤顶的作用。控制系统主要由激光位移传感器、上位机以及PLC等组成。激光位移传感器用来测量千斤顶顶升的距离,将测量值反馈并存储在PLC寄存器中。上位机负责给PLC发送运动指令,并根据测得的距离值对PLC进行速度指令更改,PLC则根据收到的上位机指令完成相应脉冲的输出,从而达到同步升降的目的。系统整体结构示意图如图1所示。

图1 系统总体结构示意图
整个系统采用星型拓扑结构网络,使用网线—交换机—网线的连接方式,实现上位机给下位机发送指令以及采集反馈信号[6]。此外,千斤顶基座上配置倾角传感器,在顶升前,需根据倾角传感器的监测值对基座进行调平,保证千斤顶竖直顶升。
2 同步控制方法
2.1 同步控制方案设计
所谓电动式多千斤顶系统的同步控制,是指控制系统内三台千斤顶在升降过程中顶升柱的位移变化量一致,保证顶升装备能够平稳地升降。电动式多千斤顶系统是时变非线性系统,故采用模糊PID来实现系统的同步控制。模糊PID控制整合了模糊控制和常规PID控制的优势,不依赖被控对象的精确数学模型,而且具有较好的控制效果和稳定性[7-8]。因此,本文基于模糊PID设计了偏差补偿器。系统的三台千斤顶是彼此独立的,为避免某个千斤顶失步,Perez-Pinal等[9]提出的偏差耦合控制很好地解决了千斤顶间的关联性问题,补偿信号由系统中所有电机的运行状态共同决定。本文在此基础上提出了一种改进的偏差耦合控制结构,其结构图如图2所示。
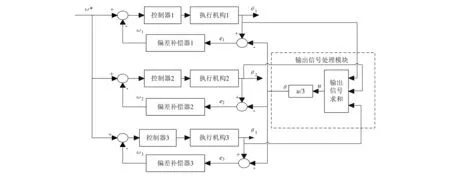
图2 改进的偏差耦合控制结构图
改进的偏差耦合控制结构通过输出信号处理模块增加了系统间的耦合,从而保证各执行机构同步运行,位移输出趋于一致。输出信号处理模块用于处理系统的位移输出,其输入为所有执行机构的实际位移输出信号θi,输出为其所有输入的平均值,即位移输出参考值θ:
(1)
同步位移误差Δ是衡量系统同步性能的重要指标,其定义为:
Δ=max(θi)-min(θi)i=1,2,3
(2)
式中:max(θi)为输出位移的最大值,min(θi)为输出位移的最小值。
2.2 模糊PID偏差补偿器的设计
模糊PID偏差补偿是系统实现同步控制的重要环节,当系统中某一千斤顶的转速发生变化或者受到负载干扰时,会造成失步,从而产生同步位移误差。根据同步位移误差调整原理及系统所有千斤顶的输出位移θi确定系统自调整的位移输出参考值θ,即取所有输出位移的平均值作为位移输出参考值θ。然后模糊PID偏差补偿器根据每台千斤顶的输出位移与位移参考值的偏差e,按照预先制定的模糊推理规则对PID控制参数进行整定,重新计算PID控制参数,从而得到补偿信号ω对系统的输入转速ω*进行修正,使系统向减小同步位移误差的方向调整。当e大于0时,说明千斤顶运动较快,应降低其运动速度;当e小于0时,说明千斤顶运动较慢,应提高其运动速度。t时刻偏差值ei(t)的定义为:
ei(t)=θi(t)-θ(t)
(3)
t时刻偏差补偿器的补偿信号ω(t)的计算表达式为:
(4)
(5)
模糊控制器采用两输入三输出型,输入变量为偏差值e以及偏差变化率ec,输出变量为PID控制器的比例参数增量ΔKp、积分参数增量ΔKi和微分参数增量ΔKd。

模糊规则是设计模糊控制器的核心。当偏差e较大时,应选取较大的ΔKp和较小的ΔKd,以提高系统的快速响应能力,实现快速纠偏,同时可选取较小的ΔKi避免出现较大超调。当偏差变化率ec较大时,应适当增大ΔKd,提高系统的抗干扰能力。当偏差e和偏差变化率ec为中等大小时,应选取较小的ΔKp和适当的ΔKi、ΔKd,以减小偏差并保证系统的稳定性。当偏差e较小时,主要考虑偏差变化率ec对系统的影响,若偏差变化率ec较大,ΔKp取值不能过大;若偏差变化率ec较小,应选取较大的ΔKi,减小系统的静差使系统尽快稳定。根据上述控制规则以及以往的同步控制经验总结,经过大量实验后制定了模糊PID偏差补偿器控制规则,具体见表1~表3。

表1 模糊控制规则表

表2 模糊控制规则表
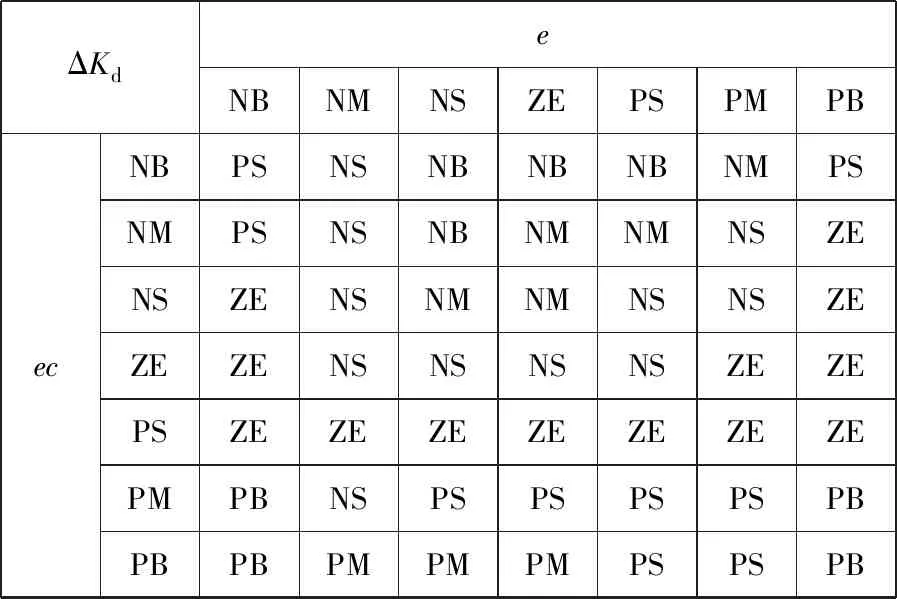
表3 模糊控制规则表
输入的模糊量根据制定的模糊控制规则和模糊推理得到的输出量仍然是模糊量,而系统的模糊PID偏差补偿器的输出需要为实际量才能对系统的输入进行补偿,因此要将控制器的输出模糊量通过解模糊转为实际量。本文采用离散域型重心法作为解模糊方法,其数学表达式如下:
(6)
式中:U为解模糊化结果,xi为模糊论域上的元素,μU(xi)为隶属度函数。
2.3 同步控制仿真实验
按照图2所示的改进的偏差耦合控制结构,建立了伺服控制系统的同步控制仿真模型。伺服控制系统仿真模型如图3所示,其参数设定为:定子电阻R=2.65 Ω,交轴电感L=9.5 mH,转动惯量J=1.26 kg·cm2,极对数Pn=4,电机磁通量ψf=0.19 Wb,电流环控制器比例增益Kip=60,速度环控制器比例增益Ksp=5,速度环控制器积分增益Ksi=0.1。

图3 伺服控制系统仿真模型
根据2.2中的设计结果,搭建了模糊PID偏差补偿器的仿真模型,如图4所示。

图4 模糊PID偏差补偿器仿真模型
在仿真实验中,三台千斤顶伺服控制系统的参数设置相同,初始给定输入信号为10 rad/s,在3—5 s期间,给其中两台伺服控制系统分别施加不同的负载干扰,得到的同步位移误差曲线如图5所示。

图5 同步位移误差曲线
仿真结果表明:系统初始时,同步位移误差为0,当出现干扰后,系统产生同步位移误差并开始进行自调节,使同步位移误差重新趋近于0。通过对比发现,相比于常规PID控制,使用模糊PID偏差补偿器的改进的偏差耦合控制系统,能够更好地实现同步。
3 控制系统设计与开发
3.1 可编程逻辑控制器
该系统所采用的PLC为KEYENCE的KV-N24型号,其控制程序是在KV STUDIO Ver.11G上设计的。KV STUDIO Ver.11G支持对PLC程序进行读取和导入、在线更改、监控和调试等,还可以将复杂程序封装为功能块进行直接调用,大大降低了梯形图的编写难度。
3.2 上位机软件设计
上位机软件是以LabWindows/CVI为平台进行开发的,包括界面设计和程序编写。在设计人机界面时,应遵循界面简洁、直观易懂以及操作简单等原则[10],本系统的人机交互界面如图6所示。
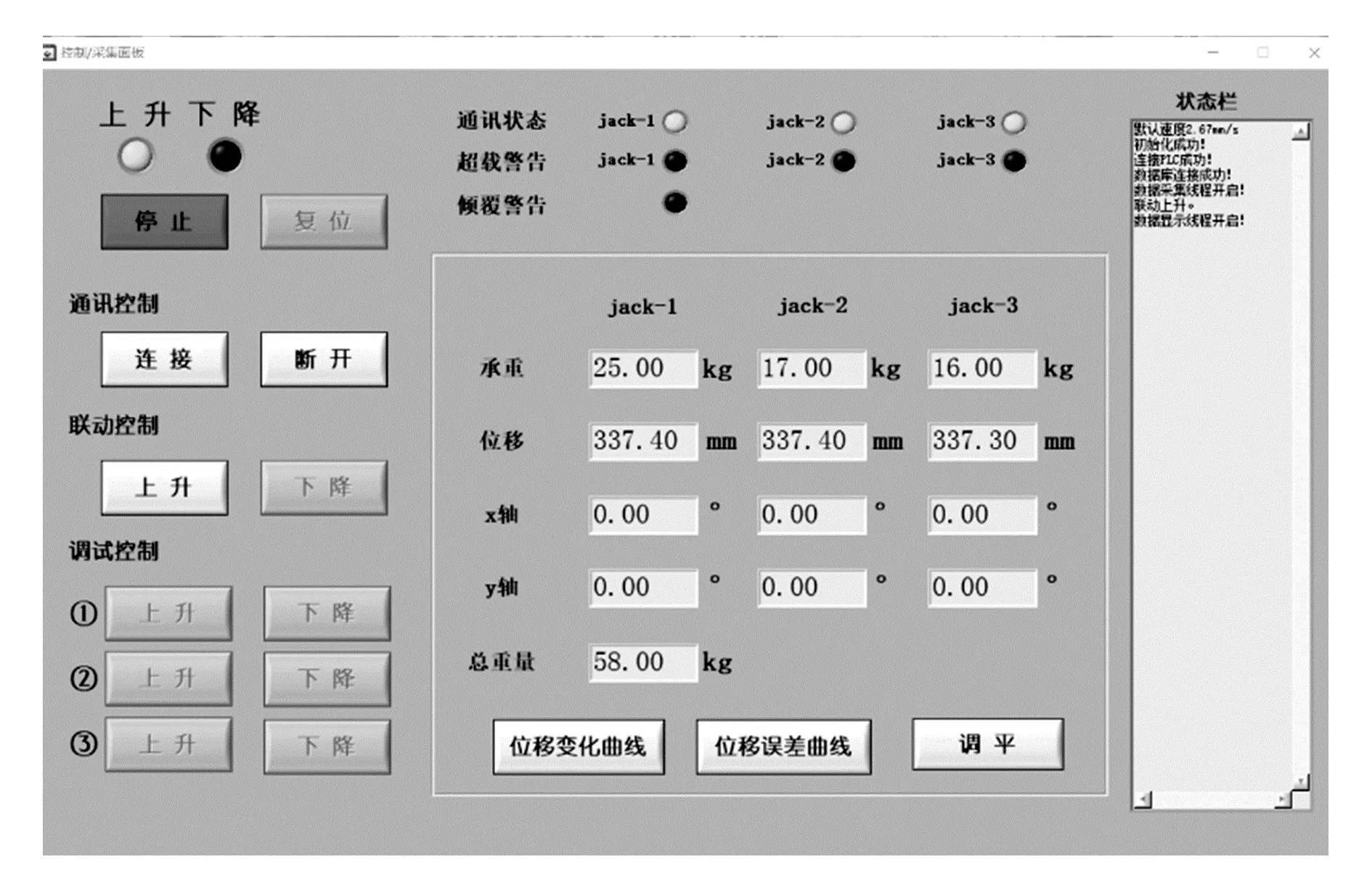
图6 千斤顶控制系统上位机的人机交互界面
由图可以看到,通过操作面板用户可以实现上位机与PLC的通讯连接、多台千斤顶的联动控制以及单台千斤顶升降的调试控制。同时通过状态指示灯,可以直观地看到千斤顶的运动状态以及上位机与PLC的通讯状态。当即将出现千斤顶超载以及倾覆危险时,界面的报警指示灯会亮起,并且在状态栏发送报警信息。此外,界面显示各千斤顶的压力值、位移值、千斤顶底座倾角值等信息,并能查看位移变化曲线以及位移误差曲线。
3.3 上位机与PLC通讯
本系统采用KV模式(上位链路)实现上位机与PLC通讯,通信协议为KEYENCE协议。该模式下的协议简单,外围设备侧的编程比较容易实现,而且PLC侧无需通信程序,对外围设备发送过来的指令自动返回响应。
4 实验验证
本文所搭建的实验平台如图7所示,实验平台由电动式多千斤顶同步顶升系统和顶升装备——飞机机身模拟件两部分构成,其最大程度模拟了现实中千斤顶系统顶升机身的工作场景,为实验结果的可靠性提供了保证。为了检验系统的同步控制性能和同步控制方法的优化效果,进行了对比实验,分别在原始无耦合情况下和在采用改进的偏差耦合结构的模糊PID同步控制策略下进行实验。

图7 电动式多千斤顶同步顶升系统
实验时,系统的行程范围为300 mm左右,即位移传感器检测的数据变化范围是200~500 mm,理想的千斤顶的升降运行速度为2.67 mm/s。实验结束后分别对获得的数据进行处理,获得了两组实验中系统的同步位移误差曲线,如图8所示,机身倾斜角度曲线,如图9所示。由图可知,在无耦合的顶升过程中,系统的三台千斤顶间的最大同步位移误差为1~3 mm,机身的最大倾斜角度为0.16°;采用本文提出的同步控制方法后,系统的同步位移误差一般在1 mm以内,最大不超过1.5 mm,而且机身倾角明显减小,不超过0.08°,满足系统的设计需求。

图8 同步位移误差变化曲线

图9 机身倾角变化曲线
通过对比两组实验结果可以看到,采用本文的同步控制方法后系统的位移误差变化幅度以及机身倾角变化幅度减小,说明系统的运行更为稳定,同步性能更好,但是当顶升柱上升到一定高度后,抖动较大,因此位移误差和倾角的变化也就相对变大。
5 结束语
本文基于改进的偏差耦合控制结构设计了模糊PID偏差补偿器,并以此为基础开发了电动式多千斤顶同步控制系统。采用PLC和伺服控制系统保证系统升降过程的控制精度,通过上位机、PLC和位移传感器实现系统的位移闭环控制。系统的多次升降实验结果表明,系统的同步位移误差小于1.5 mm,机身倾角小于0.1°,满足预期要求。本文研制的电动式多千斤顶同步顶升系统具有控制精度高、同步性能好、稳定性好的特点,适用于轻量级飞机的装配和维修等的顶升工作。
猜你喜欢
湖南电力(2021年4期)2021-11-05
车迷(2018年12期)2018-07-26
电子制作(2017年2期)2017-05-17
制造技术与机床(2017年2期)2017-05-04
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
通信电源技术(2016年1期)2016-04-16
学习月刊(2015年3期)2015-07-09
舰船科学技术(2015年8期)2015-02-27
航天返回与遥感(2014年5期)2014-07-31
