
巴西某铁矿石脱泥尾矿综合利用试验研究
2024-01-11 11:01苏楠王帅刘军陈洲
现代矿业 2023年11期
苏 楠 王 帅 刘 军 陈 洲
(1.中钢设备有限公司;2.中钢集团马鞍山矿山研究总院股份有限公司)
钢铁产业作为经济发展的基础,近年来随着经济的复苏,全球钢铁需求量将持续增加[1-5]。据世界钢协预测,2023 年全球钢铁需求量将达到18.814 亿t,较2022 年需求量增加2.2%[6]。钢铁需求量的增加,必然会导致铁矿石需求的增长,近年来随着优质矿源的逐渐减少,品位较低的铁矿石和以往的一些尾矿逐渐进入人们的视线[7-10]。
巴西某赤铁矿石选矿厂现采用磨矿—脱泥—浮选工艺,脱出矿泥铁品位约46.5%,回收利用难度较大,目前作为尾矿丢弃,造成了资源浪费。为此,针对该样品开展选矿试验研究,根据其矿石性质,采用强磁—浮选联合流程,确定最佳的药剂制度,为该矿石的综合利用提供理论依据。
1 矿样性质
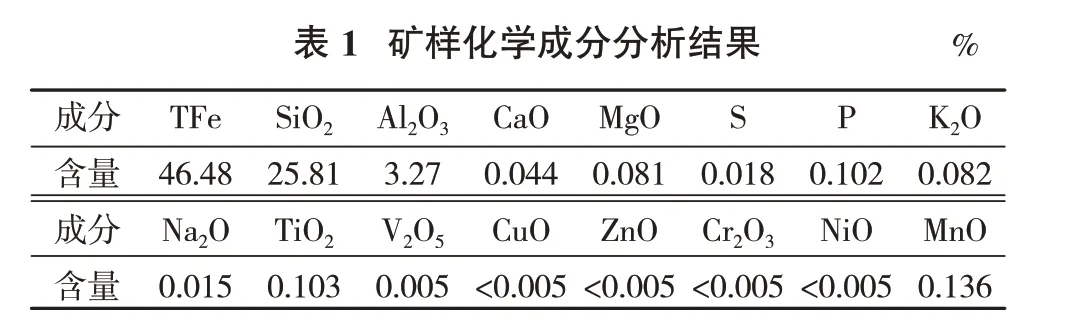
矿样化学成分分析和铁物相分析结果见表1、表2。
?
由表1、表2 可知,该矿样全铁品位46.48%,主要杂质为SiO2和Al2O3,其含量分别为25.81%和3.27%,有害元素S、P 含量分别为0.018%和0.102%,其余杂质含量较低;矿样中的铁主要存在于赤褐铁矿中,含量44.99%,分布率96.79%,其次存在于硅酸铁中,含量1.01%,分布率2.17%,剩余铁元素赋存于磁性铁、碳酸铁和硫化铁中,分布率分别为0.82%,0.11%,0.11%。

?
对超细粉中主要有用铁矿物赤铁矿和主要脉石矿物石英进行工艺粒度分析,结果见表3。

?
由表3 可知,赤铁矿主要呈细粒、微细粒嵌布,-0.040 mm 粒级分布率高达96.28%,微细粒-0.01 mm 粒级分布率73.53%;部分微细粒赤铁矿难以完全解离,可能会以连生体形式进入精矿,少量微细粒赤铁矿较难回收,可能对铁精矿回收率有一定影响;脉石矿物石英也以细粒分布为主,-0.065 mm 粒级分布率98.49%,部分石英呈微细粒嵌布,-0.01 mm 粒级分布率33.66%。
2 试验结果与分析
2.1 试验设计
由矿石性质可知,超细粉中的铁主要存在于赤铁矿中,脉石则主要以石英为主,且赤铁矿主要呈细粒和微细粒分布,单一磁选可能无法获得合格的铁精矿或导致回收率过低,故试验采用强磁—浮选联合工艺,强磁选设备采用Slon-750 脉动高梯度强磁选机,充填介质采用4 mm 粗棒介,脉动冲次选取140次/min,转环转速为2.5 r/min。对强磁精矿进行反浮选,捕收剂采用阳离子捕收剂十二胺,pH值调整剂采用NaOH,抑制剂采用淀粉。
2.2 强磁1粗2扫工艺流程试验
为了对样品中有用矿物进行预富集,并为下一步浮选试验提供试样,进行强磁1 粗2 扫流程试验。磁场强度均选择试验设备的极大值1.4 T,以尽量降低尾矿铁品位,提高回收率。强磁1 粗2 扫可得到全铁品位58.67%,铁回收率82.96%的强磁精矿。试验数质量流程见图1。

2.3 浮选试验
2.3.1 NaOH用量试验
对强磁选精矿进行反浮选,采用单一条件试验确定最佳药剂制度,试验流程为1次粗选。固定淀粉用量800 g/t,十二胺用量150 g/t,进行NaOH 用量试验,试验结果见图2。

由图2可见,NaOH用量对分选指标影响较大,随着用量的增加,精矿铁回收率增大,铁精矿品位在NaOH用量400g/t时达到最高值,随后又逐步下降;综合考虑,选择NaOH用量600 g/t为宜。
2.3.2 淀粉用量试验
固定NaOH用量600 g/t,十二胺用量150 g/t,进行淀粉用量试验,试验流程为1 次粗选,试验结果见图3。

由图3 可见,淀粉用量对分选指标影响不大,当淀粉用量为0~1 200 g/t 时,所获得的精矿铁品位均能达到60%以上,回收率在淀粉用量为400 g/t 时达到最高值;在获得合格铁品位的前提下,为了尽量提高回收率,选择淀粉用量为400 g/t。
2.3.3 十二胺用量试验
固定NaOH用量600 g/t、淀粉用量400 g/t,进行十二胺用量试验,试验流程为1 次粗选,试验结果见图4。
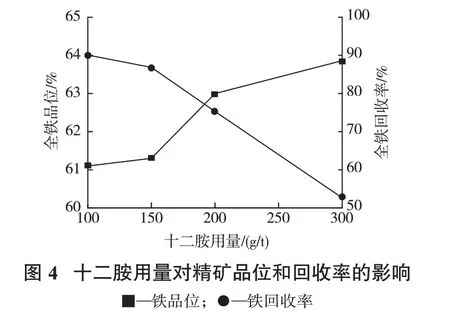
由图4可见,十二胺用量对分选指标影响较大,随着十二胺用量的增加,精矿铁品位升高;在用量为100~300 g/t时,获得的精矿铁品位均能达到60%以上,但铁回收率降低;综合考虑,十二胺用量选择100 g/t。
2.3.4 浮选开路试验
在最佳药剂制度下,经1次粗选虽能获得合格的铁精矿,但尾矿铁品位较高,为了降低尾矿品位,提高精矿回收率,进行1 粗3 扫浮选开路试验,浮选数质量流程见图5。
2.4 全流程试验
根据上述试验的基础上进行全流程试验,全流程试验数质量流程见图6。该工艺最终可得到铁品位60.83%,铁回收率80.12%的铁精矿。
3 结 语
(1)巴西某铁矿石脱泥尾矿铁品位46.48%,主要有用铁矿物为赤铁矿,分布率96.79%,主要杂质SiO2含量25.81%;赤铁矿主要呈细粒、微细粒嵌布,-0.040 mm 粒级分布率高达96.28%,微细粒-0.01 mm粒级分布率73.53%,回收利用难度大。
(2)使用强磁—浮选联合工艺对样品中铁矿物进行回收,强磁采用1粗2扫流程,磁场强度均为1.4 T,强磁精矿全铁品位58.67%,铁回收率82.96%,单一磁选无法达到该矿样资源回收的指标要求。

(3)对强磁精矿进行浮选试验,在NaOH 用量600 g/t、淀粉用量400 g/t、十二胺用量100 g/t 的条件下采用1 粗3 扫浮选流程,强磁—浮选联合工艺最终获得了全铁品位60.83%,铁回收率80.12%的合格铁精矿,充分实现了资源的回收利用。
猜你喜欢
现代矿业(2021年9期)2021-10-22
选煤技术(2021年3期)2021-10-13
有色金属(矿山部分)(2021年4期)2021-08-30
东北大学学报(自然科学版)(2021年1期)2021-01-15
石材(2020年6期)2020-08-24
空间科学学报(2020年6期)2020-07-21
矿业工程(2020年6期)2020-02-02
中国自行车(2018年11期)2018-12-03
现代矿业(2018年6期)2018-08-01
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
