大气等离子喷枪电极退化过程的监测与诊断
2024-01-11 02:24苗小琦余德平张斌李定骏陈艺文
机械 2023年12期
苗小琦,余德平,张斌,李定骏,陈艺文
大气等离子喷枪电极退化过程的监测与诊断
苗小琦1,2,3,余德平*,1,张斌1,李定骏2,3,陈艺文2,3
(1.四川大学 机械工程学院,四川 成都 610065;2.东方电气集团 东方汽轮机有限公司,四川 德阳 618100;3.清洁高效透平动力装备全国重点实验室,四川 德阳 618100)
等离子体喷涂过程中其电极表面不可避免地会出现烧蚀退化,导致射流能量分布变化,从而改变粒子的熔融加速过程,最终导致涂层质量的不均匀。本文针对美科F100喷枪电极烧蚀退化过程,设计了监测诊断实验,研究了喷枪运行30 h过程中电弧电压以及射流特征的演化情况。分析了电弧电压、喷枪功率等关键特征在喷枪长时间运行下随电极退化的变化规律,并将电压进行FFT变化后在50 kHz频域内找出具有相应衰减规律的特征峰。将拍摄所得的射流图片经图像处理后分析射流面积、长度、亮度等特征的变化规律。结果表明,喷枪电极的退化过程表现为三个阶段,不同阶段下喷枪的各项特征表现出不同的状态。研究结果可为实际生产中电极的及时更换提供指导。
等离子喷涂;电极退化;过程诊断
大气等离子喷涂技术利用高温射流将粉末加热至熔融、半熔融状态并沉积在基底表面,形成具有耐高温、耐腐蚀等性质的涂层,在航空航天、石油化工等领域得到了广泛应用[1-2]。
喷涂是一个复杂且非线性的过程,最终涂层的质量由诸多因素控制,如电弧电流、气体成分、喷涂距离、喷嘴形状等。此外,一些不可控因素,诸如电极内弧根落点的移动[3]、环境空气的夹带[4]以及电极的退化[5]等也会很大程度影响到涂层性能。
研究表明,在保持电流恒定的情况下,喷枪电极表面不可避免会发生烧蚀[6]。阳极表面的退化主要是由于阳极弧根落点处的高温引起的表面熔化,阴极尖端处电弧的落点仅限制在一个微米级别的区域,会出现阴极原子的蒸发现象,因此其烧蚀速率通常要大于阳极,把金属钨添加进电极中可抑制这一现象[7-8]。电极的烧蚀会导致阳极气体冷边界层厚度降低[9],导致电弧电压和喷枪净功率下降,射流的长度和面积等降低,粒子的温度、速度等在这个过程中也会发生显著变化,降低沉积效率,增加涂层孔隙率[10]。此外电极的烧蚀速率与电弧电流、工作气体的成分和流速等都有很大关系[11-13]。
本文使用欧瑞康美科的SM-F100喷枪作为实验对象,研究其在长时间运行过程中电极烧蚀对电弧电压、射流特征以及涂层性能等关键特征量的影响。
1 实验装置与方法
1.1 喷枪及涂层制备
在实验开始前,已为美科SM-F100喷枪更换全新电极。实验采用恒流电源供电,在电流340 A、氩气35 L/min、氢气3.5 L/min的标准参数下运行30 h。实验过程中,每隔5 h喷涂一组试样,以高温合金为基底,喷涂Metco 204B-NS粉末和Co 211粉末制备热障涂层。高温合金在制备涂层前已经过清洗、喷砂等工艺处理。
1.2 电压信号的监测
使用NIUSB-6210高频采集卡搭配Labview软件以100 kHz的频率每分钟采集一次电压和电流信号,每次采集2×105个数据点保存在个人计算机的硬盘中,计算出该时刻电压的均值、标准差以及喷枪功率等参数。运行过程中,冷却水的流量以及进出口的水温等参数由美科系统自行记录,并在实验完成后导出,与采集所得电压数据一起处理,并计算出喷枪运行过程中净功率的变化。此外,所得的电压信号将会进行快速傅里叶变换(FFT,Fast Fourier Transform)以获得其频域内的特征,电压频域存在多个特征峰,其中某些特征峰的的强度会受电极退化的影响而发生改变[14]。
1.3 射流状态的监测
使用MV-CA050-12GC相机记录等离子体射流的图片,每隔一段时间以24帧/s的频率拍摄50张图片。由于射流会发出强烈的光线,因此普通的相机镜头很难直接拍摄到清晰的射流形状。实验使用两种手段尽可能过滤掉多余光线:①给相机镜头安装ND8和ND16的滤光片组合,分别可以传输12.5%和6.5%的入射光,这两个滤光片的组合可以隔绝99.1875%的光线;②设置相机的曝光时间为15 μs,可以大幅减少相机镜头拍摄照片时的入光量。最终拍摄到清晰的射流核心区域的形状。
为计算出射流的亮度,需要将射流的RGB图像转换至HSV空间。HSV空间下图片由色调(Hue)、饱和度(Saturation)及明亮度(Value)三个分量组成,射流的总亮度可通过计算明亮度分量下像素点值的和来表示。之后,将原始图像转换为灰度图,并使用imbinarize算法设定阈值将其转换为二值图像,根据二值图中像素点的排列及数量关系计算出射流的面积、长度等特征值(每组所得数据经过去极值处理)。

图1 射流图片HSV空间转换
实验过程中所用到的监测与诊断装置如图2所示。

图2 喷涂过程监控装置
2 结果与分析
2.1 电压信号
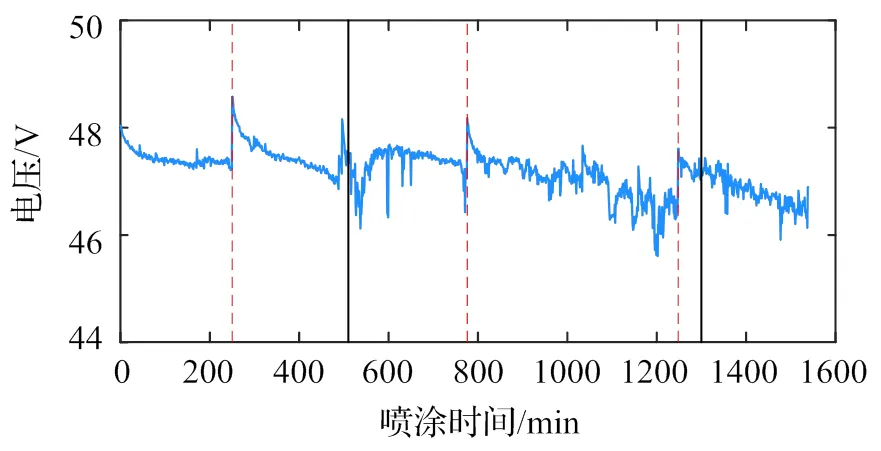
喷枪运行过程中其电压信号及功率等参数的变化规律如图3、图4所示。图中横坐标为喷枪在标准参数下的运行时间,红色虚线位置代表当天喷枪首次点火的时刻,黑色实线位置代表喷枪在各种参数下总计运行至10 h、25 h的时刻。整个运行期间,电弧电流保持在340 A,波动幅度不超过1.25 A。电弧电压在0~10 h表现较为平稳并略有下降,在10~25 h出现多次大幅下降并恢复的现象,在25 h后这种现象有所缓解,电压稳定下降,最终下降了2 V左右。电压的标准差在0~10 h基本稳定,在10 h后迅速下降并维持在一个较低的值,但在25 h左右标准差又升高并再次保持稳定。

(a)电流
(b)电压幅值

(c)电压标准差
图3 喷涂过程中喷枪的电流、电压以及电压标准差的变化
喷枪功率的状况与电压基本保持一致。根据喷枪进出口水的温度差可以计算出喷枪净功率的变化情况。净功率在0~10 h基本保持稳定,10~25 h以较慢的速度下降,25 h之后下降速度明显增大,最终减少了0.6 kW。

(a)功率

(b)净功率

(c)进出口水温差
图4 喷涂过程中喷枪的功率、净功率以及进出口水温差的变化
另外实验表明,每日第一次运行喷枪时,喷枪的电压及功率都会明显高于前一天时的水平,并在启动后的一段时间内迅速下降,这可能与喷枪内部电极壁的热状态有关。研究表明,喷嘴壁表面处于较热的状态或边界条件时对等离子弧的吸引力更强[15]。因此在喷枪每日第一次运行时,经过一夜完全冷却后的电极在等离子弧产生的高温以及冷却水的作用下,内部状态需要经过一定的时间才能重新达到热平衡。此阶段喷枪内部电弧弧根从阳极壁下游不断向上游移动,而射流的状态与弧根的状态有密切联系,因此该阶段粒子的加速传热过程也可能受到一定的影响。在生产过程中,为了保证涂层性能的质量,建议在每日第一次点枪后等待一段时间,待电压基本恢复稳定后再进行喷涂工作。
电压在微秒级别的一种运行状况如图5所示。电压在经过一段时间的稳定运行后出现大幅度的波动,随后波动逐渐变小直至再次进入稳定模式。实际运行中电压并不会总严格遵循这种规律,而是大幅波动、小幅波动、稳定模式交替出现,且在喷枪运行的不同阶段其波动幅度没有明显区别,因此这种波动并不是造成电压标准差在三个阶段变化的主要原因。
图5 微观时间尺度下的电压变化
不同时间段某次采集所得一秒内电压的运行情况如图6所示,其中红色虚线为该段时间内的平均值。

(a)喷枪运行0~10 h期间某一秒内的电压信号

(b)喷枪运行10~25 h期间某一秒内的电压信号

(c)喷枪运行25 h之后某一秒内的电压信号
图6 不同时间段电压的运行情况
可以看出,0~10 h电压的离散程度较大,10~25 h电压能较为平稳地维持在均值附近,25 h后再次离散,但离散程度较小。电压的波动和弧根落点的位置息息相关,因此可以推测0~10 h电极状态较好时,弧根落点并不会限制在较小的区域,而是在较大的区域内分散分布,所以该阶段电极的烧蚀比较微弱,电弧电压的均值比较稳定。随着运行时间的增加,喷枪内状态发生变化,如冷气体边界层厚度减小,弧根落点被限制在一块较小的区域,反映在电压处表现为电压标准差降低。弧根落点被限制导致该区域的烧蚀非常严重,因此每隔一段时间弧根落点就会出现移动,表现为电弧电压的持续下降,这表明弧根落点的移动具有一定的方向性。第三阶段电压既保持较高的标准差,又呈现较快的下降趋势,表明此时弧根落点虽然分布较为分散,但对电机的烧蚀依然较为严重,说明此时喷枪内部状态再次出现了较大变化,可能与该阶段喷枪净功率的下降有关。
电弧电压频域内某些特征峰的幅值在运行期间的演化情况如图7所示。
可以看出,36 kHz处峰值在0~10 h较为稳定,10~25 h出现较多波动并下降,25 h后降至最低点。48 kHz处的峰值在运行期间呈阶梯状下降分布。这些特征峰的强度随着运行时间的变化呈现出较强的规律性,因此或可作为判断电极烧蚀状态的指标。
2.2 射流特征
使用相机拍摄等离子体射流所计算的各项特征在运行期间的演化情况如图8所示,其中红色实线为使用多项式对其进行拟合所得。

(a)36 kHz处 (b)48 kHz处
图7 喷涂过程中电压频域内特征峰幅值的变化

(a)射流面积 (b)射流面积标准差

(c)射流长度 (d)射流亮度
图8 射流特征的变化
结果表明,射流各项特征可明显划分为三个阶段:0~10 h,射流的长度、亮度以及面积都持续下降,面积的标准差则较为稳定;10~25 h,射流的长度、亮度及面积保持稳定,面积标准差逐步增加;25 h之后,射流的长度、亮度以及面积再次下降,面积标准差恢复稳定。
射流各项特征经多项式拟合后所得曲线的系数如表1所示。
0~10 h射流的特征出现了明显下降,但据图3电压数据所示该时间段内电压并没有明显的降低,而是喷枪内部的状态发生了变化,因此该阶段射流各项特征的变化并非由于弧根落点的改变,而是与喷枪内部状态的变化有关,10~25 h电压标准差较小,射流的面积、长度、亮度等特征也较为稳定并略有上升趋势,说明该阶段喷枪处于稳定运行的状态。25 h后射流各项特征出现了非常明显的变化,面积、长度等大幅度下降,且此时喷枪净功率、电弧电压等也出现了大幅降低,表明该阶段喷枪的各项参数都大幅退化,可能已不适宜进行喷涂工作。
表1 射流各项特征拟合曲线系数

射流特征拟合次数系数 12345 面积482.348-0.033-0.110.007-1.309E-4 面积标准差310.9870.352-0.0255.693E-4- 长度426.737-0.197-0.0017.748E-4-2.011E-5 亮度443177.6-853.243.717-0.308-0.156
2.3 涂层性能
将不同运行时间制得的涂层进行热冲击实验,以研究喷枪不同运行时间涂层性能的变化规律。将制得的涂层在1050℃的高温炉膛中加热8 min后在去离子水中进行冷却,重复此步骤直到涂层表面产生剥落失效,每组涂层首次出现失效时的热冲击次数如图9所示。图中黑色虚线表示0和10 h制得的涂层进行热冲击500次以上仍未失效。结果表明,15~25 h制得涂层的抗水淬热冲击性能逐步提升;但30 h制得涂层的性能出现很大幅度的下降,表明该状态下喷枪的退化已较为严重。

图9 不同时间段涂层热冲击失效次数
第一阶段即0~10 h,射流的面积、长度等均产生较大幅度的下降,但该阶段涂层的性能并没有表现出相同的趋势。0~10 h的涂层性能虽然先降低又升高,但总体处于一个较高的水平。这说明该阶段射流特征的明显下降并没有影响到涂层的质量,即该阶段粒子的加热加速没有发生较大的变化,射流内部的能量密度没有下降,而是伴随着喷枪内部状态的改变产生收缩。15 h的涂层性能相比10 h的下降幅度较大,说明当喷枪内部状态在第一阶段结束后出现了比较大的变化,一二阶段的过渡期不仅使得电压的波动程度大幅降低,并且在较短的时间内影响到了射流内部的能量场分布,改变了粒子的加热加速过程。
第二阶段即10~25 h,涂层的性能不断提高,表明该阶段虽然电极由于弧根落点的限制而处于烧蚀状态,但总体而言喷枪仍处于平稳运行的阶段,粒子抗热冲击的性能逐渐提高说明一二阶段过渡期给射流带来的不利影响正被逐渐消除。但当电极的烧蚀达到一定程度后这种平衡被打破了。
第三阶段即25~30 h,电压、射流等特征的变化规律与第一阶段较为类似,表明喷枪内的状态可能会不断在两个阶段之间循环。但该阶段涂层的性能已发生断崖式下降,30 h涂层的抗热冲击性能相比25 h下跌了约77%,说明此时电极的状态已无法保证涂层的质量。
3 结论
根据各项特征的变化规律,可将SM-F100等离子喷枪的退化过程分为三个阶段:
(1)0~10 h,弧根落点较为分散,电压均值比较稳定但标准差较高,喷枪内部状态出现变化,射流的长度和亮度等下降,但所得涂层的质量较为稳定,没有出现明显下滑。
(2)10~25 h,弧根落点总是比较集中,电压标准差较低,电极的烧蚀可能开始加剧,射流各项特征较为稳定,喷枪处于稳定运行状态。涂层的抗水淬热冲击性能相比第一阶段有一定幅度的下降,但会渐渐提升。
(3)25~30 h,电压及净功率下降明显,射流特征大幅度下降,喷枪退化较为严重,涂层性能出现断崖式下降。
此外,喷枪每日首次运行时电压需要一段时间才能恢复到稳定阶段。
因此,实际生产中建议每天点枪后等待电压稳定后再进行喷涂。运行过程中可监控电压变化及射流的各项特征代入拟合曲线,当接近25 h测得的值时,即推荐更换一组全新电极,以保证喷涂过程的一致性和涂层质量的稳定。
[1]徐滨士,李长久,刘世参,等. 表面工程与热喷涂技术及其发展[J]. 中国表面工程,1998(1):3-9.
[2]朱昱,魏金栋,周燕琴,等. 等离子喷涂技术研究现状[J]. 现代化工,2016,36(6):46-50.
[3]文魁. 大气等离子喷涂飞行粒子与涂层性能研究[D]. 长沙:中南大学,2012.
[4]Z. D,J. H,L. B,et al. Diagnostics and modeling of an argon/helium plasma spray process[J]. Journal of Thermal Spray Technology,2000,9(2):225.
[5]Blair T K. Development of a Plasma Spray Process Monitoring System through Aeroacoustic Signal Analysis[D]. Virginia Tech,2016.
[6]Fincke J R,Swank W D,Bewley R L,et al. Diagnostics and control in the thermal spray process[J]. Surface & Coatings Technology,2001(146):537-543.
[7]Szente R N,Munz R J,Drouet M G. Electrode erosion in plasma torches[J]. Plasma Chemistry & Plasma Processing,1992,12(3):327-343.
[8]Nemchinsky V. Cathode erosion in a high-pressure high-current arc: calculations for tungsten cathode in a free-burning argon arc[J]. Journal of Physics D-Applied Physics,2012,45(13):1-8.
[9]Duan Z,Heberlein J. Arc in stabilities in a plasma spray torch[J]. Journal of Thermal Spray Technology,2002,11(1):44-51.
[10]孙延安. 大气等离子喷涂质量控制研究[J]. 质量与标准化,2022(10):38-41.
[11]Das A K. Arc root dynamics in high power plasma torches - Evidence of chaotic behavior[J]. Pramana-Journal of Physics,2000,55(5-6):873-886.
[12]Coudert J F,Planche M P,Fauchais P. Characterization of DC plasma torch voltage fluctuations[J]. Plasma Chemistry and Plasma Processing,1996,16(1):S211-S227.
[13]Mosley K,Guile A E,Dring D. Some Aspects of Electrode Erosion in Arc Heaters[J]. Journal of The Electrochemical Society,1972,119(10):1316.
[14]Mauer G,Marques-Lopez J L,Vassen R,et al. Detection of wear in one-cathodeplasma torch electrodes and its impact on velocity and temperature of injected particles[J]. Journal of Thermal Spray Technology,2007,16(5-6):933-939.
[15]Molz R J. Optimized thermal nozzle and method of using same: U.S. Patent 9,730,306[P]. 2017-8-8.
Monitoring and Diagnosis of the Degradation Process of Electrodes of Atmospheric Plasma Spraying Torch
MIAO Xiaoqi1,2,3,YU Deping1,ZHANG Bin1,LI Dingjun2,3,CHEN Yiwen2,3
(1.School of Mechanical Engineering, Sichuan University, Chengdu 610065, China; 2.Dongfang Turbine Co., Ltd., Dongfang Electric Corporation, Deyang 618100,China;3.State Key Laboratory of Clean and Efficient Turbomachinery Power Equipment,Deyang 618100,China)
The plasma spraying process inevitably results in degradation of the electrodes surface, leading to changes in the jet energy distribution, which alters the particle melt acceleration process and ultimately leads to non-uniform coating quality. In this paper, a monitoring and diagnostic experiment was designed to investigate the evolution of arc voltage and jet characteristics during 30 hours of gun operation for the degradation process of the Metco F100 gun electrodes. The key features such as arc voltage and gun power were analyzed for their variation with electrode degradation over a long period of gun operation, and the voltage was subjected to FFT variation to identify the characteristic peaks with corresponding decay patterns in the 50 kHz frequency domain. The captured jet images were processed to analyze the variation patterns of the jet area, length and brightness. The results show that the degradation process of the gun electrodes is manifested in three stages, and the characteristics of the gun show different states under different stages. The research results can provide guidance for the timely replacement of electrodes in actual production.
plasma spraying;electrode wear;process diagnosis
TG174.4
A
10.3969/j.issn.1006-0316.2023.12.001
1006-0316 (2023) 12-0001-07
2023-06-27
国家自然科学基金面上项目(52274364)
苗小琦(1999-),男,山西吕梁人,硕士,主要研究方向为等离子喷枪喷涂过程的监测与诊断,E-mail:2021223025125@stu.scu.edu.cn。
通讯作者:余德平(1984-),男,江西抚州人,博士,教授,主要研究方向为热等离子体技术及应用,E-mail:williamydp@scu.edu.cn。
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06
能源工程(2021年1期)2021-04-13
空间科学学报(2021年6期)2021-03-09
制造技术与机床(2019年9期)2019-09-10
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
电子制作(2017年22期)2017-02-02
太空探索(2016年12期)2016-07-18
新闻传播(2016年4期)2016-07-18
公民与法治(2016年10期)2016-05-17