某氰化尾渣综合利用实验
2024-01-09 09:50欧阳超潘高产
矿产综合利用 2023年6期
欧阳超,潘高产
(湖南有色金属研究院有限责任公司,湖南 长沙 410100)
氰化尾渣是金氰化浸出过程中产生的固体废弃物,其中常含有金银等多种有价金属[1]。氰化尾渣再利用技术难度大,成本高,综合利用程度低,然而随着黄金矿产资源的不断枯竭,氰化尾渣等二次资源回收再利用显得越来越重要,同时也能为企业创造更多的经济效益。
目前处理氰化尾渣主要有湿法、火法及浮选法等常见处理方法[2-3]。湿法处理成本高,环保压力大[4];火法处理氰化尾渣适用性强,但工艺能耗太高,可能会产生二次污染[5];浮选法是目前处理氰化尾渣使用较多的方法[6-7]。其中全泥氰化尾渣利用难度最大,这是由于全泥氰化尾渣粒度普遍较细,且其中残留的氰化物对含金矿物有着强烈抑制作用[8-9],导致采用浮选法从氰化渣中回收金、银等有价金属仍属于技术难题[10-11]。
本文以国内某矿山全泥氰化尾渣为对象,进行了浮选实验,取得了较好的指标,为回收此矿山氰化尾渣中金提供了理论依据。
1 矿样性质
矿样化学成分分析结果见表1。
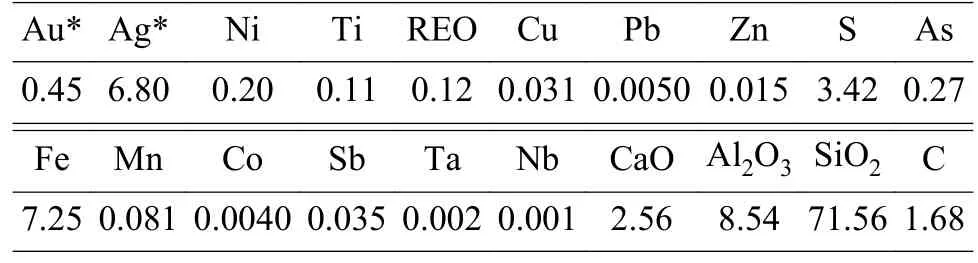
表1 实验矿样化学成分分析结果/%Table 1 Results of chemical composition analysis of the test ore samples
由表1 可知,该矿样中主要有价成分为Au,其他成分回收利用价值低。
矿样中金的化学物相分析结果见表2。
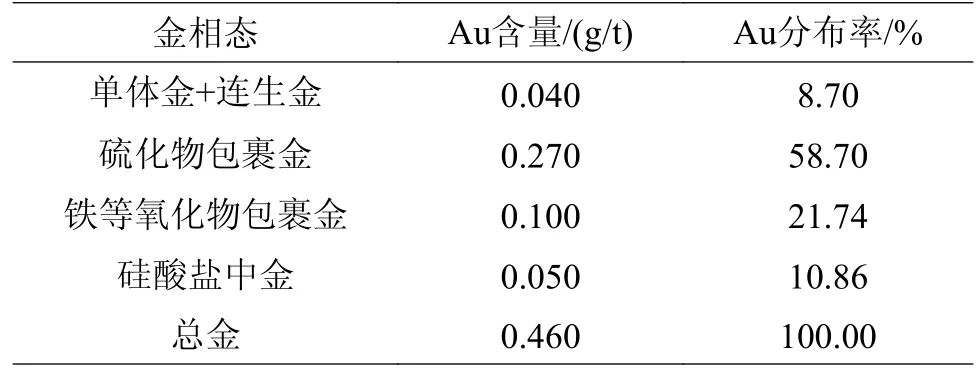
表2 实验矿样中金的化学物相分析结果Table 2 Results of chemical phase analysis of gold in the test ore samples
由表2 可知,58.70%的金以硫化物包裹金的形式存在,8.70%的金以单体金、连生金的形式存在,这些金容易通过浮选有效的回收利用;氧化物包裹金、硅酸盐中金难以通过浮选回收利用。
样品在显微镜下可以看出,尾矿中硫化物主要为黄铁矿,且黄铁矿粒度粗细不均,少部分黄铁矿内部可见微细粒自然金。可见硫化物包裹金中硫化物主要是黄铁矿。
全泥氰化尾渣粒度较细,泥化现象严重,对实验矿样进行了粒度分析,粒度分析结果见表3。
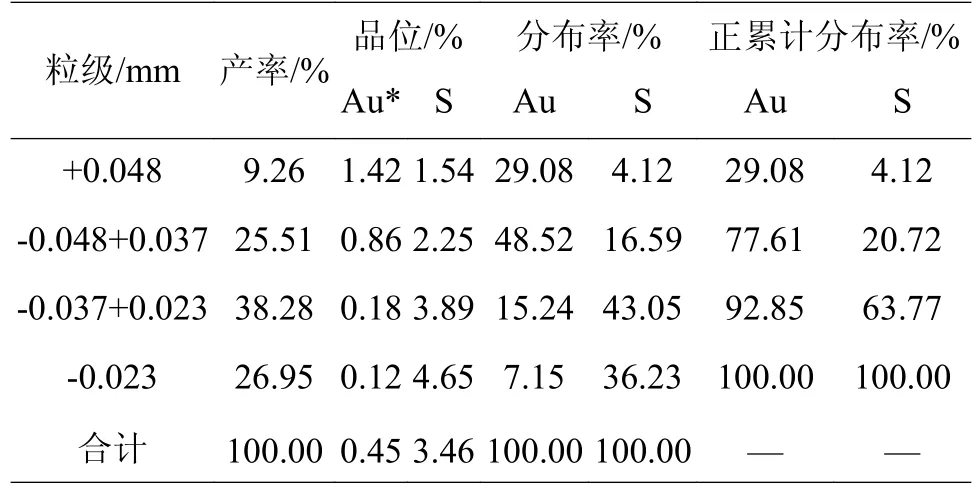
表3 实验矿样粒度分析结果Table 3 Results of particle size analysis of the test ore samples
由表3 可以看出,实验矿样中-0.048 mm 90.74%,-0.037 mm 65.23%,可见该矿样粒度较细。细颗粒矿样中S 含量较高,但是Au 在细颗粒矿样中的分布却较少。Au 在粗颗粒矿样中得到富集,Au 主要分布于粗颗粒矿样中。+0.037 mm产品Au 含量为0.99 g/t,S 含量为2.06%,Au 分布率为77.61%,S 分布率为20.72%。
2 实验
该氰化尾渣粒度较细,含泥量高,本文采用分级-浮选的工艺流程进行金浮选实验研究。对实验矿样以0.037 mm 筛进行分级预处理后,金含量由0.45 g/t 富集到0.99 g/t,作业回收率为77.01%。分级处理流程既提高了浮选入选品位,又能抛除大量细泥,减少细泥对浮选的影响。本文针对+0.037 mm 分级产品,进行金浮选实验研究,实验流程见图1。
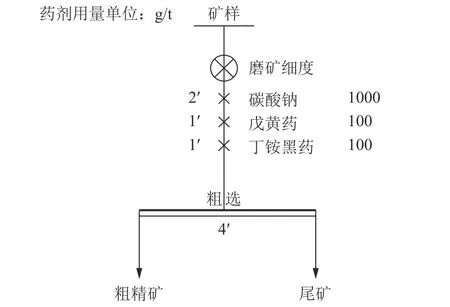
图1 +0.037 mm 矿样浮选实验流程Fig.1 +0.037 mm ore flotation grinding fineness test process
2.1 磨矿细度实验
磨矿细度是决定浮选效果的关键,该矿样中金嵌布粒度小,主要以硫化物包裹金的形式存在,因此确定合适的磨矿细度,对于含金矿物的回收至关重要。该矿样为全泥氰化的尾渣,黄铁矿等载金矿物受到残留氰化物、石灰等强烈抑制,磨矿有利于恢复载金矿物可浮性。实验结果见图2。
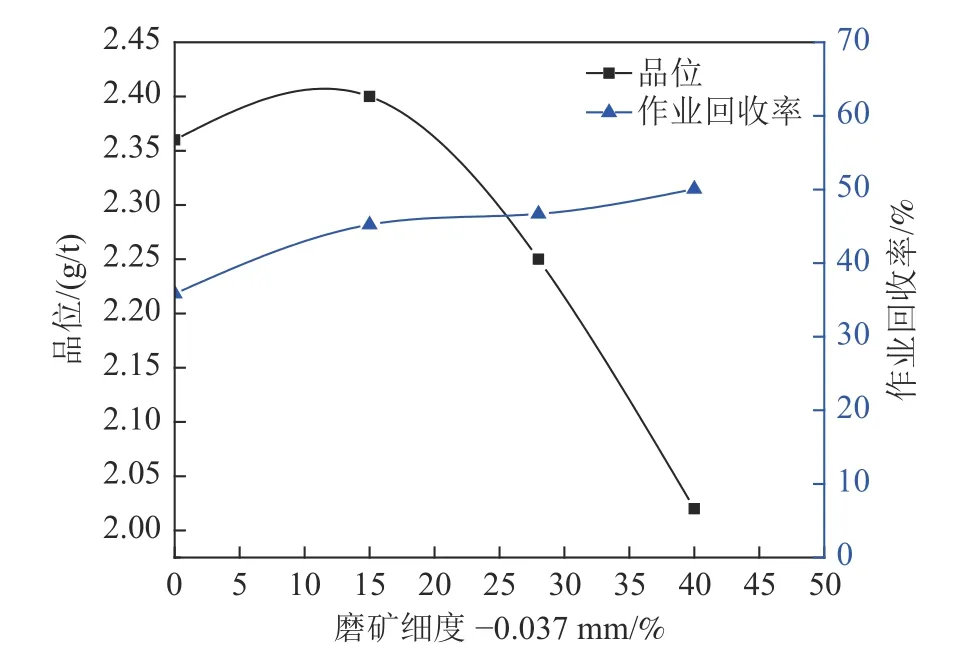
图2 +0.037 mm 矿样浮选磨矿细度实验结果Fig.2 Grinding fineness test results of+0.037 mm ore sample
由图2 可以看出,磨矿细度增加,粗精矿中Au 品位降低,Au 的回收率增加。实验选择-0.037 mm 15%的磨矿细度。
磨矿产品-0.037 mm15%矿样粒度分布结果见表4。
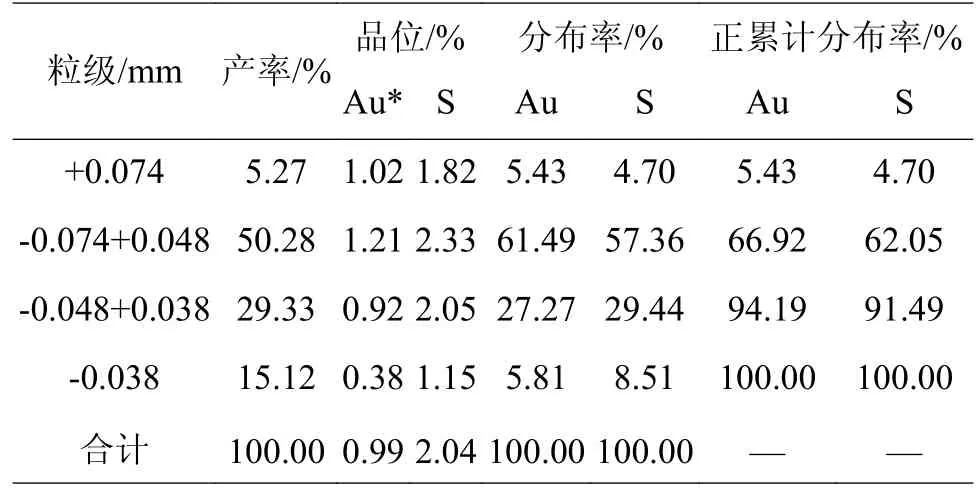
表4 磨矿产品-0.037 mm 15%粒度分布结果Table 4 Grinding products 15% particle size distribution results of -0.037 mm content
由表4 中实验结果可知,磨矿产品-0.037 mm 15%条件下,Au 主要分布在-0.074+0.038 mm 粒级区间内。
2.2 pH 值实验
适宜矿浆pH 值有利于载金矿物的上浮,实验结果见图3。
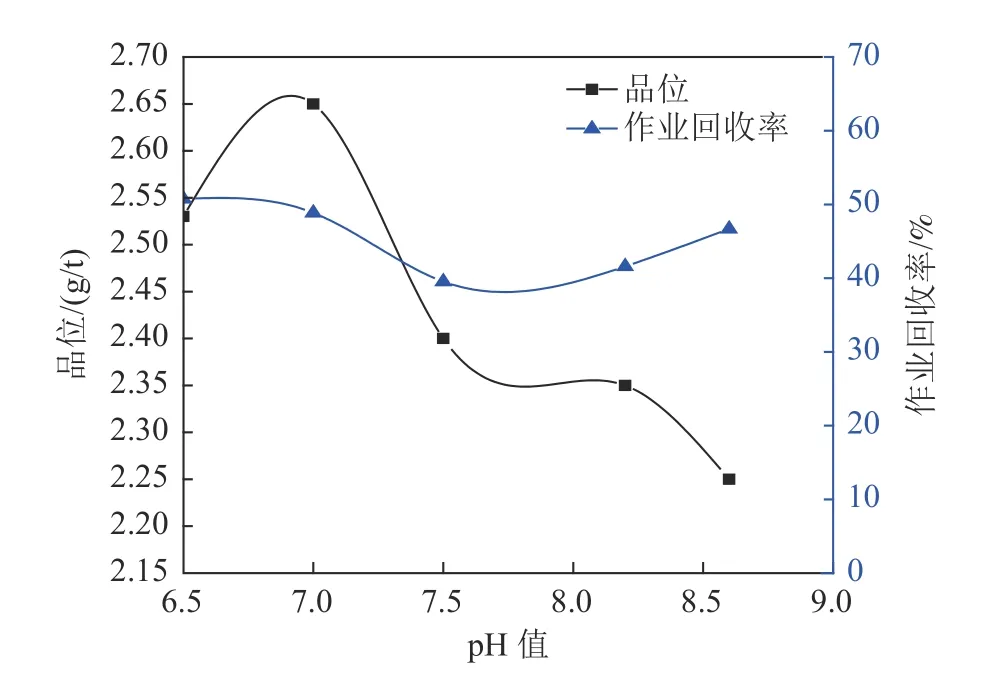
图3 +0.037 mm 矿样浮选pH 值实验结果Fig.3 +0.037 mm ore flotation pH value test results
由图3 可以看出,随纯碱用量增加,pH 值的升高,金的回收率增加,添加纯碱有利于提高金的回收率。随硫酸用量增加和pH 值的降低,金的回收率增加,添加硫酸也有利于提高金的回收率。考虑氰化尾渣中残留有剧毒药剂氰化钠,氰化钠在低pH 值条件下易于挥发,不利于生产现场工人的安全保护,故本文重点研究碱性条件下,载金矿物的浮选。
2.3 活化剂实验
+0.037 mm 矿样浮选活化剂用量实验,实验结果见图4。
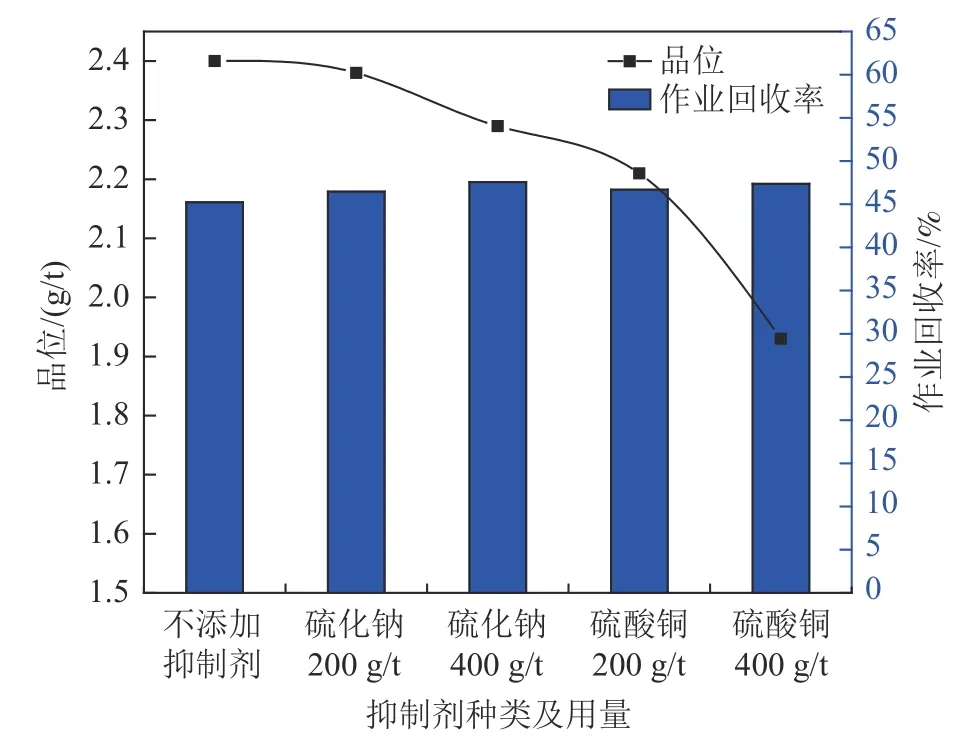
图4 +0.037 mm 矿样浮选活化剂实验结果Fig.4 +0.037 mm ore flotation activator test results
由图4 可知,随活化剂硫化钠和硫酸铜的用量增加,粗精矿的Au 品位降低,金的回收率增加,但是金的回收率增加幅度较小。实验选择不添加活化剂。
2.4 抑制剂用量实验
矿样浮选抑制剂用量实验结果见图5。
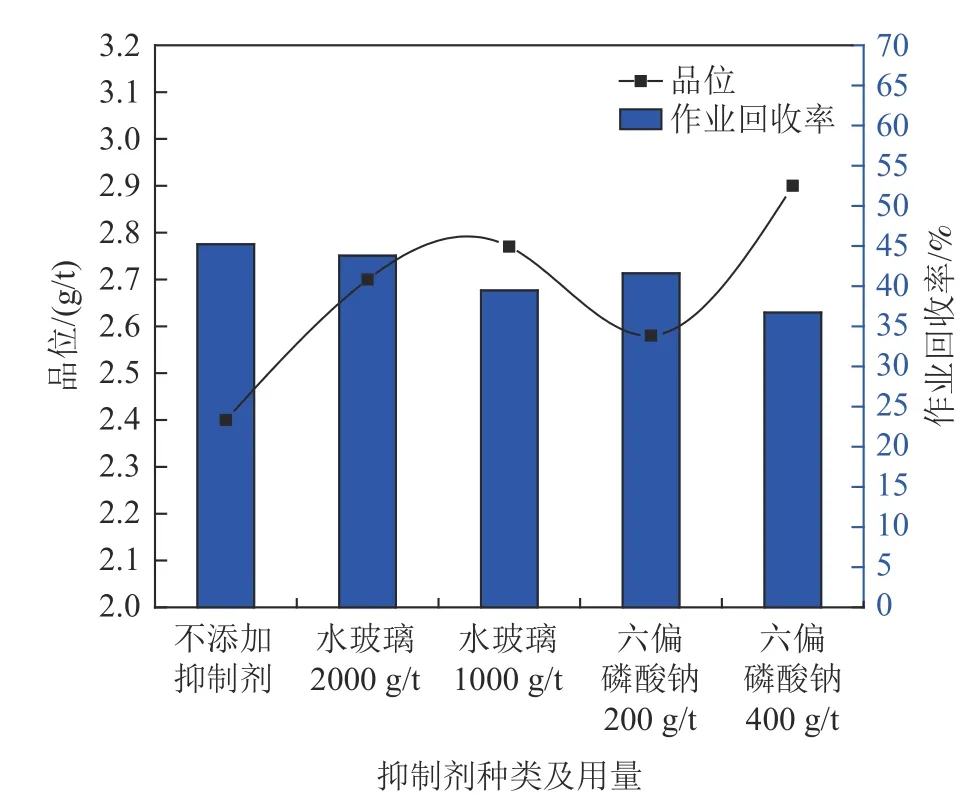
图5 +0.037 mm 矿样浮选抑制剂实验结果Fig.5 +0.037 mm ore flotation inhibitor test results
由图5 可知,随抑制剂水玻璃、六偏磷酸钠的用量增加,粗精矿的Au 品位升高,金的回收率降低。实验选择添加1000 g/t 的水玻璃进行实验研究。
2.5 矿样浮选捕收剂实验
矿样浮选捕收剂实验结果见表5。
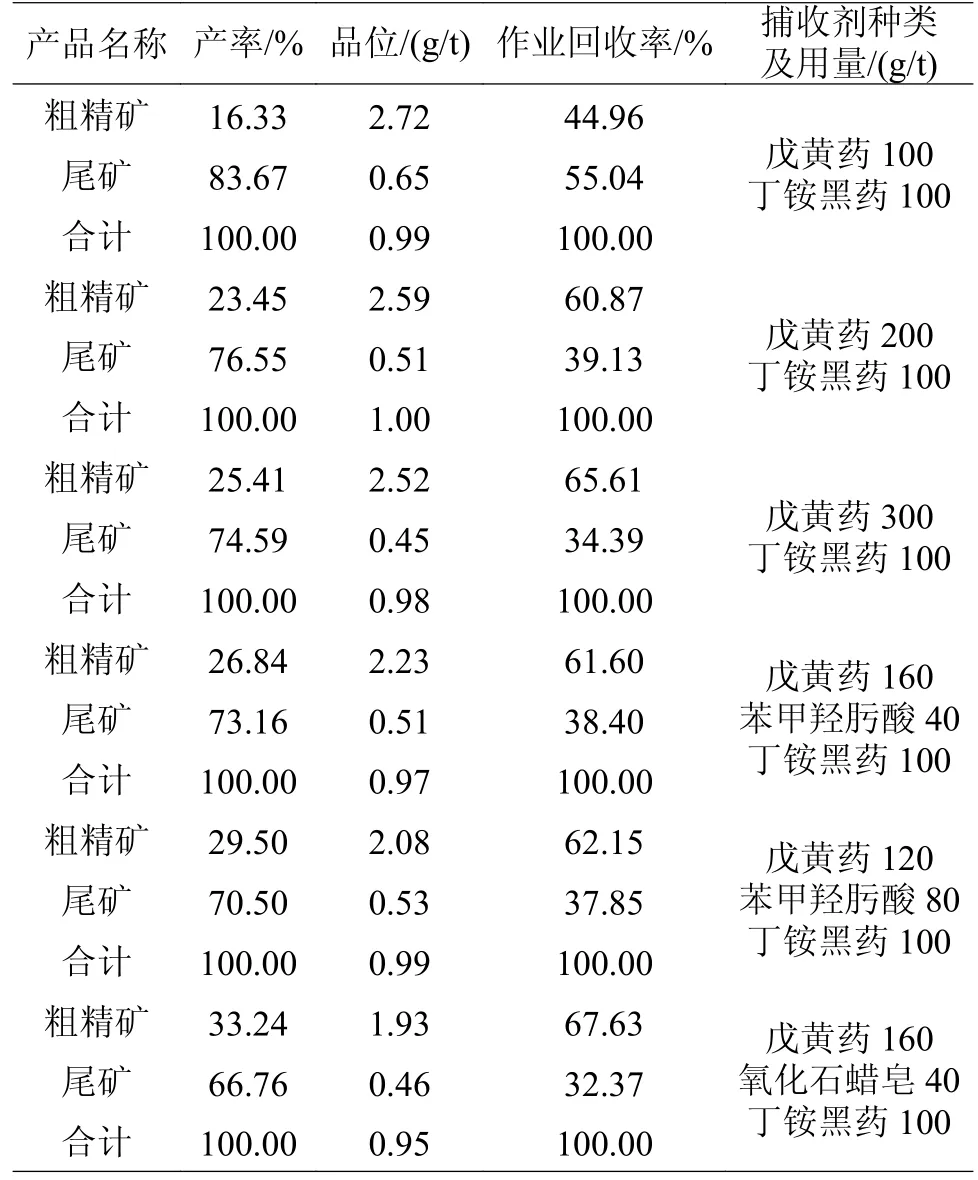
表5 +0.037 mm 矿样浮选捕收剂实验结果Table 5 +0.037 mm flotation collector test results
由表5 可以看出,随戊黄药的用量增加,粗精矿的Au 品位降低,金的回收率增加。考虑氧化铁等氧化物包裹金和硅酸盐中金的回收,实验探索了氧化矿捕收剂对金选矿指标的影响,添加苯甲羟肟酸对金的回收率提高幅度小,添加氧化石蜡皂虽然有利于提高金的回收率,但是粗精矿中的Au 品位降低。考虑粗选后的扫选作业会添加捕收剂,实验选择添加200 g/t 戊黄药、100 g/t 丁铵黑药进行粗选实验。
2.6 矿样浮选开路实验
+0.037 mm 矿样浮选开路实验流程见图6,实验结果见表6。
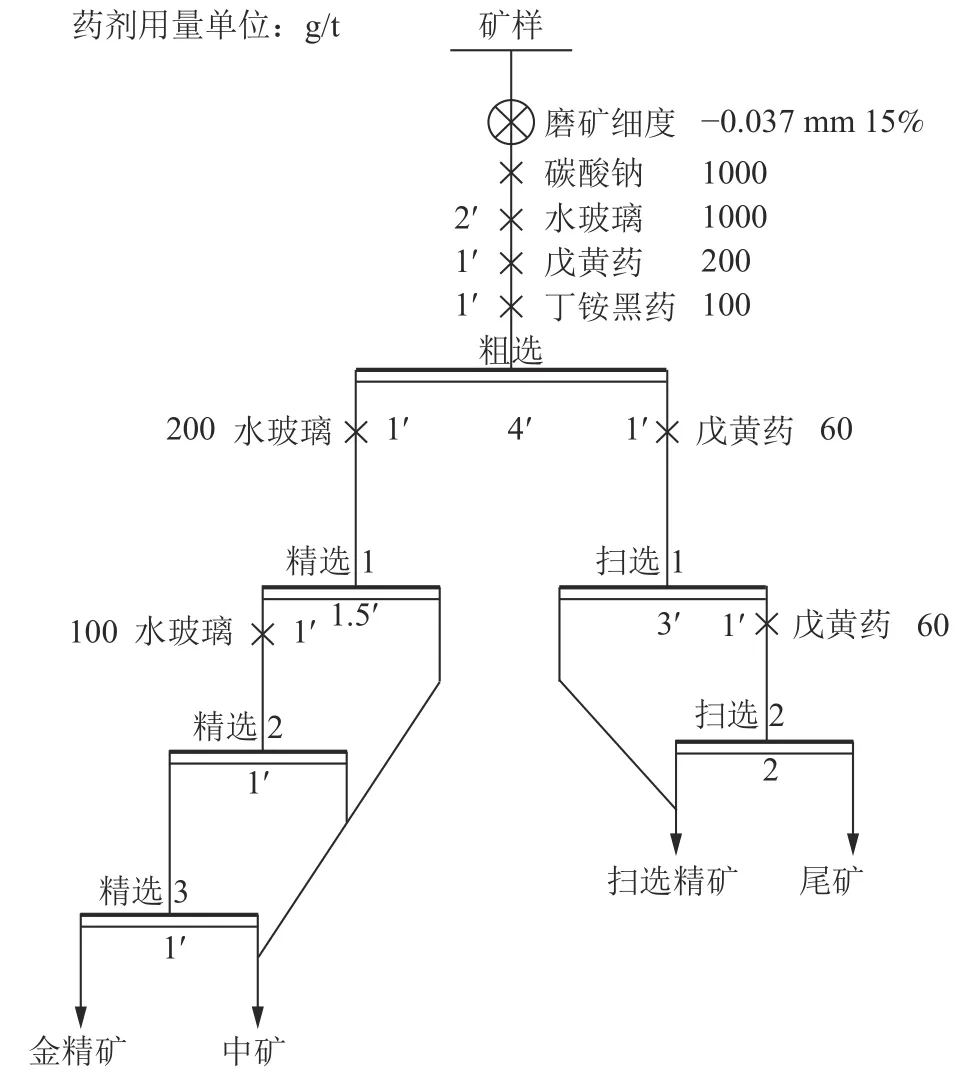
图6 +0.037 mm 矿样浮选开路实验流程Fig.6 +0.037 mm ore flotation open circuit test process
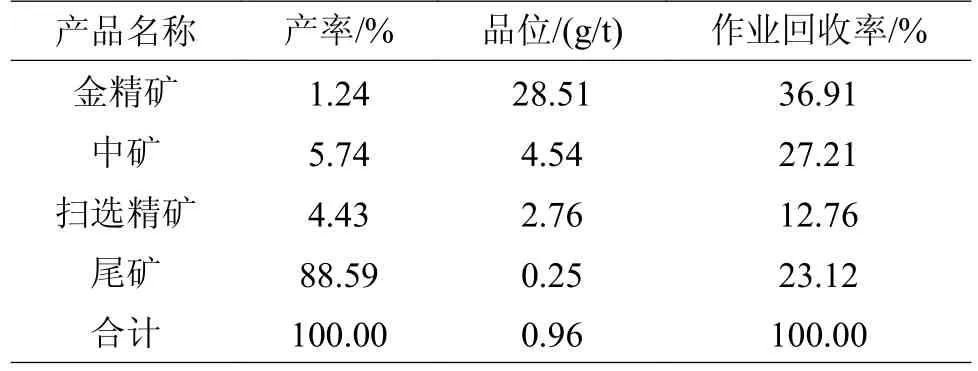
表6 +0.037 mm 矿样浮选开路实验结果Table 6 +0.037 mm ore flotation open circuit test results
由图6 和表6 可以看出,通过一次粗选三次精选二次扫选的浮选开路流程可以得到Au 品位28.51 g/t 的金精矿产品,尾矿中Au 的品位为0.25 g/t。
2.7 矿样浮选闭路实验
+0.037 mm 矿样浮选闭路实验流程见图7,实验结果见表7。
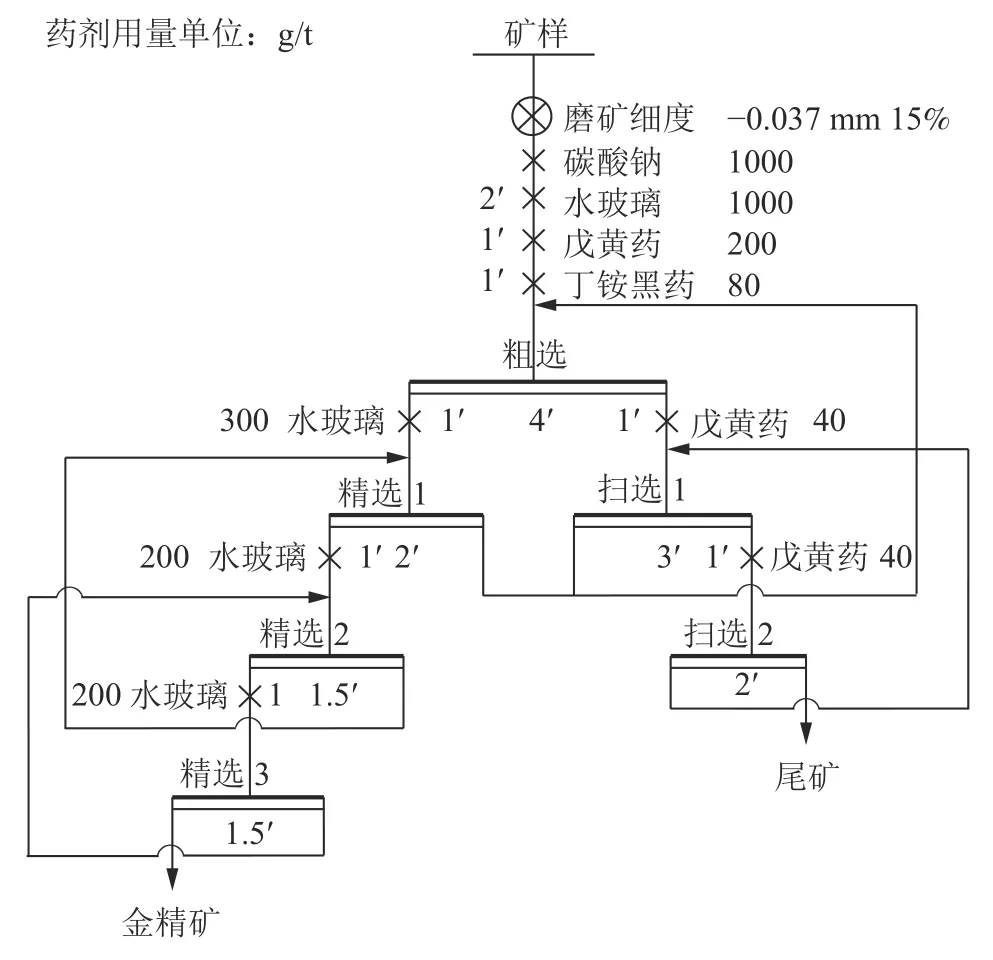
图7 +0.037 mm 矿样浮选闭路实验流程Fig.7 +0.037 mm ore flotation closed circuit test process
由图7 和表7 可以看出,通过一次粗选三次精选二次扫选闭路流程可以得到Au 品位21.25 g/t、作业回收率72.27%的金精矿产品。
3 结论
(1)该氰化尾渣含Au 0.45 g/t,68.70%的金以硫化物包裹金形式存在,8.70%的金以单体金、连生金的形式存在,粒度分析表明,金主要分布在粗颗粒中。
(2)该氰化尾渣中的金主要与黄铁矿等硫化物呈微细粒包裹嵌布,+0.037 mm 产品Au 含量高于-0.037 mm 产品。+0.037 mm 产品Au 含量为0.99 g/t,S 含量为2.06%,Au 分布率为77.07%,S 分布率为17.27%。
(3)对该氰化尾渣进行分级后+0.037 mm 矿样,在磨矿细度-0.037 mm 15%条件下,以碳酸钠为pH 值调整剂,水玻璃为抑制剂,丁铵黑药+戊黄药为捕收剂,采用一次粗选两次扫选三次精选工艺流程,可以获得含金21.25 g/t,作业回收率72.27%的金精矿。
猜你喜欢
河南化工(2022年6期)2022-07-08
探索科学(学术版)(2021年3期)2021-07-12
中国金属通报(2021年1期)2021-04-05
矿冶工程(2020年4期)2020-09-14
理化检验-化学分册(2020年5期)2020-06-15
世界有色金属(2018年17期)2018-11-20
中南大学学报(自然科学版)(2016年5期)2016-09-12
分析测试学报(2015年8期)2016-01-13
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12