
一体式电火花加工专用电极夹具设计与应用
2024-01-05 11:36:20徐彩丽王利东李金廷杨立光
模具工业 2023年12期
徐彩丽,王利东,李金廷,杨立光
(北京迪蒙数控技术有限责任公司,北京 100191)
0 引言
近年来随着航天航空、军工能源、模具领域的快速发展,众多大型扭曲多特征关键零件不断增多,如舵面、大型壳体、汽车缸体等。这类零件的特点是不规则的空间形状,在横向、纵向、斜面、内部均有不同特征尺寸的沉孔、锥孔、小孔、深孔、键槽等,强刚性部位的尺寸可采用铣削、钻削加工,但弱刚性部位、内部结构、小尺寸槽等难以通过铣削加工实现,有些部位刀具难以加工到位,而电火花加工则有技术优势[1]。
在电火花加工中,由于不同特征尺寸和加工工艺条件需要使用不同的电极,而电极夹具是加工中不可或缺的部件,其主要作用是完成电极快速而准确的定位和装夹,如何提高装夹效率和定位精度是电极夹具设计的关键[2-4]。现以舵面类零件为例,结合不同空间位置、不同特征尺寸且需用到电火花加工的位置,设计了多位姿一体式电火花加工专用夹具,并在实际电火花加工中进行了应用验证。验证结果表明:加工部位不仅达到了图纸要求的几何精度、位置精度,而且缩短了电极装夹找正时间,降低了电极制作成本。
1 舵面零件结构特点和加工特征
舵面一般采用3D打印工艺方法制作,外形尺寸较大,为不规则的扁平空间形状,由上下蒙皮、多条桁条、多条翼肋等薄壁结构组成,桁条与翼肋厚度约为2 mm,蒙皮厚度约为1 mm,属于薄壁弱刚性壳体结构。舵面与其他轴或轴套固定部位的尺寸精度、形状和相对位置精度要求高,结构中在横向、纵向、斜面、内部的沉孔、锥孔、小孔、深孔、键槽、型腔较多。材料多为钛合金、高温耐热合金、不锈钢等难加工材质。
图1所示是舵面零件与其他轴件固定部位的局部结构,其主要加工特征均在U 形区域的左、右侧,空间尺寸较小,机械钻削、铣削刀具难以到达,不易实现加工,主要加工内容和技术要求如下。

图1 舵面零件局部结构
(1)左面:在距M基准面33 mm 位置加工深14.5 mm圆孔,间距(15±0.01)mm位置加工、锥度1∶20深14 mm 锥孔,锥孔大径端口倒圆角R0.5 mm。
(2)右面:在距M基准面33 mm 位置加工深26 mm 圆孔,圆孔内有宽深26 mm 的键槽,间距(15±0.01)mm 位置加工、锥度1∶20 深14 mm 锥孔,锥孔前端倒圆角R0.5 mm。
(3)零件要求形状公差为0.01 mm,位置公差为0.015 mm,表面粗糙度Ra≤1.6 μm。
(4)在装夹和定位零件时,不得夹伤和磕碰蒙皮表面,找正定位基准面各方向误差≤0.01 mm。
2 多位姿一体式夹具设计
从图1可以看出,零件具有的特点:①外形尺寸较大(770 mm×205 mm×30 mm),为扁平结构,一般应平放在工作台上装夹,利用X轴侧向伺服及YOZ平面的摇动进行各特征尺寸加工;②加工位置相对紧凑,U 形区域的空间较小,难以进行机械加工;③每个加工位置加工量小,所用电火花加工时间短。基于上述3 点因素,设计了一种多位姿一体式电火花加工专用电极夹具,可一次在夹具的两端分别装夹不同电极,同时完成左右面各一个特征尺寸的加工,减少加工时间和人为操作频次,以提高加工效率。
2.1 夹具组成及工作原理
图2所示是设计的多位姿一体式电火花加工专用电极夹具。该专用夹具主要由电极安装块、电极固定螺钉、3R快换套装(夹座、装夹板)等组成,其工作原理是借助3R 快换套装的高精度和便捷性能的优势,首先将设计的电极安装块与其固定为一体,并调整电极安装块与快换套装的相对位置,然后整体安装在电火花加工机床主轴上,再根据特征尺寸安装不同的电极进行电火花加工。电极安装板设计的定位精度、形位精度均在0.01 mm内。

图2 专用电极夹具三维结构
2.2 夹具各部分作用
(1)电极安装块如图3所示,它是夹具设计的核心零件,设计了用于圆形状、矩形状电极的安装方式,圆形状电极是利用90°V 形槽进行定位,矩形状电极是利用长方孔相互垂直的3个凸起平面进行定位,同时设计了3 组4×M4 mm 螺纹孔,从不同方向固定电极。该零件的外形和2个安装部位的主要尺寸是采用高精度单向走丝电火花线切割机床加工完成。

图3 电极安装块
(2)电极固定螺钉选用M4 mm×10 mm 圆柱内六角螺钉的标准件,通过电极安装块上的M4 mm 螺纹孔对电极进行固定。
(3)3R 快换套装由一个快换基座和快换装夹板组成,该套装的定位精度和重复定位精度较高(可控制在2 μm内),不仅能提高电极定位精度,还节省安装拆卸调整时间,也为后续电火花自动化加工奠定基础。
3 多位姿一体式夹具电火花加工应用
3.1 电极设计
针对图1 所示零件的加工特征,设计了φ10.5 mm 锥孔、φ10、φ17 mm 圆孔、键槽4 种电极,如图4所示,电极材料为紫铜。
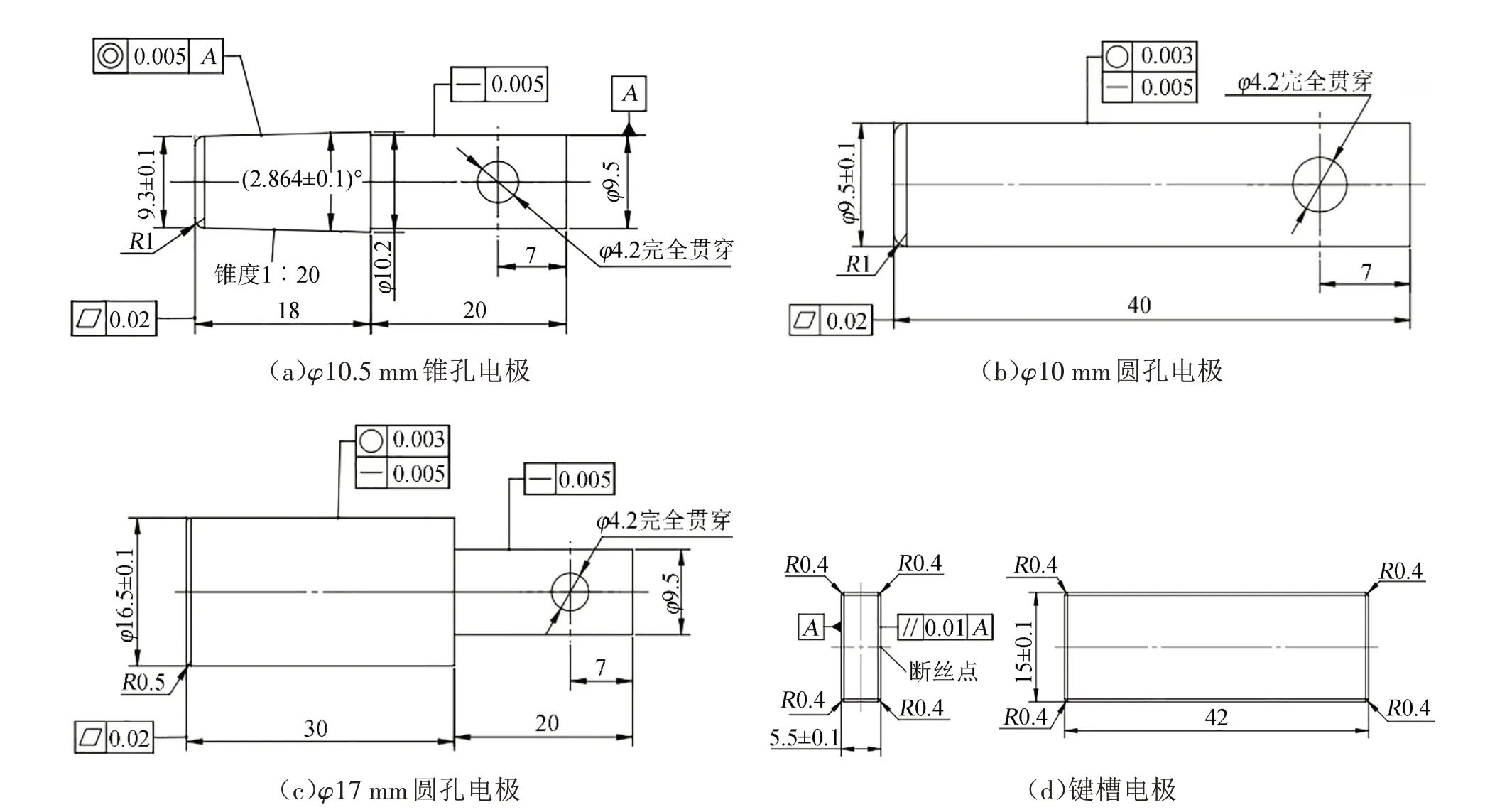
图4 电极结构
3.2 电火花加工步骤
电火花加工步骤如下。
(1)将图2 所示电极夹具安装在电火花加工机床主轴上,并打表校对。
(2)编制各电极确定相对位置程序和加工程序。
(5)电火花加工右面φ17 mm 圆孔内宽深26 mm 的键槽,借助电极定位块将图4(d)所示的电极装在图3 中长方孔的右侧内,其他过程同步骤(3)。
(6)利用数控电火花机床在机检测功能,对所有加工特征尺寸进行在机检测,应注意零件加工后不拆卸,清理干净后再进行检测。
4 结束语
提出的多位姿一体式电火花加工专用电极夹具是实现舵面类零件加工的有效方法,对类似零件的电火花加工有一定的借鉴作用,通过加工验证和检测结果分析,得出如下结论。
(1)多位姿一体式夹具特点可以实现多特征尺寸、不同形状、不同空间位置电极的快速而准确定位和装夹,还能通过3R 快装夹具的微米级精确定位,任意调整90°方向,可实现XOY平面4 个方向的加工。
(2)借助3R 快换套装的优势,可以完成与电极安装块的准确连接,还可以快速安装在机床主轴上,简化了操作,提高了生产效率。
(3)夹具可一次在两端分别装夹不同的电极,一次装夹完成左右面各一个特征尺寸的加工,减少加工时间和人为操作频次,可提高30%的加工效率。
(4)通过电火花加工验证和检测数据可以得出,设计的夹具达到了预期目的,检测结果符合图纸要求,现已应用于多种舵面零件及类似结构零件的加工。
猜你喜欢
湖北农机化(2020年4期)2020-07-24 09:07:36
设备管理与维修(2019年19期)2019-05-03 02:10:04
制造技术与机床(2018年9期)2018-09-19 06:48:34
精密制造与自动化(2018年1期)2018-04-12 07:42:46
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年4期)2017-06-22 11:17:51
表面工程与再制造(2016年5期)2016-12-15 11:42:26
金属加工(冷加工)(2014年9期)2014-04-09 13:52:58
汽车零部件(2014年3期)2014-02-06 06:35:46
设备管理与维修(2013年2期)2013-12-04 01:50:20
