AA/RPIR+磁混凝工艺在城市污水处理厂扩能改造中的应用
2024-01-04 09:39:38张敏君
净水技术 2023年12期
王 磊,俞 健,张敏君
(1.昆山建工环境投资有限公司,江苏昆山 215300;2.昆山建邦环境投资有限公司,江苏昆山 215300)
AA/快速生化污水处理技术(RPIR)工艺是将RPIR技术与AAO工艺相结合,采用RPIR取代传统AAO工艺的好氧段及二沉池,进而强化污水处理效果的新型工艺技术。AA/RPIR工艺的核心原理为RPIR技术,其本质属于活性污泥法。国内成功案例[1-2]指出AA/RPIR具有传统工艺不具备的优点:占地面积省、设备投资低、启动快、系统运行稳定性强、出水稳定、抗冲击能力强等。磁混凝是一种高效的固液混合方法,磁粉的加入能加速絮凝体形成,从而促进高效固液分离优于常规混凝技术[3]。磁混凝工艺对于SS、TP等的去除效果也很优异[4],同时因为其表面加载速率比一般絮凝高,占有的土地面积更小。国内将AA/RPIR工艺与磁混凝工艺结合[5-8],能实现更小的占地面积及更好的脱氮除磷效果,同时降低能耗,实现了反应、沉淀、出水一体化[5]。
1 工程介绍
1.1 扩建背景
昆山某污水处理厂位于沪宁高速及312国道夹角地带,总规模为12.5万m3/d,一期工程(6.25万m3/d)已于2015年9月建成投产,采用AAO+高密度沉淀池+V型滤池污水处理工艺,尾水排入小瓦浦河后最终进入吴淞江。该项目尾水满足《城镇污水处理厂污染物排放标准》(GB 18918—2002)中一级A标准,2020年通过工艺改造提标至《太湖地区城镇污水处理厂及重点工业行业主要水污染物排放限值》(DB 32/1072—2018)标准,2021年开始通过强化管理措施达到“苏州特别排放限制”标准。随着该地工业园区不断扩增和人口的不断增加,自2018年7月开始该污水厂水量一直处于超负荷状态,运行压力大,扩能改造工程建设迫在眉睫。但是由于现场占地面积非常有限,常规的AAO工艺无法安置,而膜生物反应器(MBR)工艺又有能耗过大、运行成本过高[9]等缺点,因此,综合考虑最终确定采取AA/RPIR+磁混凝工艺进行扩能改造。
1.2 方案论证
1.2.1 原进出水水质
污水厂原设计进出水水质如表1所示。该厂进水水质波动较大,主要是雨季对污水水质的稀释作用引起,随着该地区雨水管网配套设施的不断完善,水质会趋于稳定。由表1中出水数据可知,一期水质完全达到出水排放标准DB 32/1072—2018要求,另外除了TN有所波动外其余数据都达到了“苏州特别排放限值”标准要求。因此,本次扩能改造完成后的重点就是通过管理手段保证TN的稳定达标。同时,氨氮去除效果良好,可以推断出TN中硝态氮含量较高,因此,可以通过降低硝化末端DO,并适量投加碳源来提高反硝化速率。

表1 污水厂进出水水质Tab.1 Designed Influent and Effluent Quality of WWTP
1.2.2 进水浓度累计频率分析
为了进一步明确现状进水情况,对现阶段进水水质进行浓度累计频率分析,如图1所示。从目前水质情况来看,水质变化幅度相对稳定,设计进水水质中CODCr、氨氮、TN及TP的覆盖率均可以满足实际进水水质的95%,但是进水BOD5和SS的覆盖率均低于80%,因此,需要强化对于BOD5以及SS的去除效果。为了保证设计进水水质覆盖率均提升至95%,本次改造将进水BOD5和SS标准分别调整为180 mg/L和150 mg/L,其余进出水设计标准值均不变。
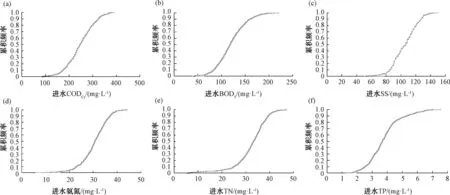
图1 进水累计频率Fig.1 Cumulative Frequency of Influent
1.2.3 建设形式方案选择
本次改造建设形式备选方案有:(1)地上单层加盖(无检修层);(2)半地下式布局(双层加盖);(3)全地下式布局(双层加盖)。由于地下污水厂工程投资大,运行成本高,原一期工程现场建成部分地上设施难以与地下工程形式相协调,本次改造最终还是确定采用地上单层加盖作为建设形式,池顶仅设置检修孔及观察孔,其余覆土绿化。具体比选情况如表2所示。

表2 建设形式比较Tab.2 Comparison of Construction Forms
1.2.4 主体工艺及深度处理工艺
本工程主体工艺优先采用效率高、运行可靠、占地省的工艺。本工程深度处理的目的主要是通过降低SS值进一步降低水中其余指标。在综合考虑水质、造价和占地等问题后决定采用AA/RPIR作为主体工艺,采用磁混凝沉淀池+滤布滤池作为深度处理工艺。
1.3 工艺流程
该工程设计规模为6.25万m3/d,总变化系数KZ=1.3,设计出水标准参照DB 32/1072—2018,工艺流程图如图2所示。

注:PAC为聚合氯化铝;PAM为聚丙烯酰胺。
1.4 扩能改造主要构筑物及设备
1.4.1 AA/RPIR池
AA/RPIR池总设计规模为6.25万m3/d,变化系数为1.3,分为厌氧池2组、缺氧池2组、RPIR(好氧)池2组和兼氧脱气池2组,其中好氧池单组尺寸为27.7 m×25.8 m×9.0 m,有效水深为7.5 m(其中,2.8 m为RPIR模块,模块高度范围不计入好氧区,模块间0.5 m间距计入好氧反应区),池顶覆土绿化面积为3 789 m2。好氧池至缺氧池回流比为400%,缺氧池至厌氧池为200%,RPIR表面负荷为1.5 m/h。主要新增设备:RPIR模块158套(L×B×H=5.0 m×2.4 m×3.0 m),薄膜盘式微孔曝气器6 464套单台曝气量为4 m3/h,缺氧池至厌氧池新增11 kW穿墙回流泵3台(2用1备),好氧池至缺氧池新增11 kW穿墙回流泵7台(6用1备),新增潜水推流器若干等。
1.4.2 磁混凝沉淀池
新建磁混凝沉淀池由混凝反应器、高剪机、磁鼓等组成。设计规模为6.25万m3/d,变化系数为1.3,沉淀池尺寸为34.2 m×13.8 m×8.0 m。沉淀池表面负荷为17 m/h,磁粉为2~4 mg/L,有效水深为7 m。主要设备有:混合搅拌器2台,磁混凝搅拌器2台,絮凝搅拌器2台,刮泥机及高剪机各2台,污泥回流泵2用1备,剩余污泥泵2用1备,排污泵1用1备等。
2 结果和讨论
2.1 实际运行情况
该扩能项目自2022年8月正式通水,目前处理水量为4.3万m3/d,出水水质已经完全达到了“苏州特别排放限值”标准要求。分析2023年1月—3月数据,进出水水质及污染物平均去除情况如表3所示。

表3 实际进出水水质及去除率Tab.3 Influent and Effluent Quality and Removal Rate
2.1.1 对污染物的去除效果
连续进出水水质情况如图3所示。

图3 污染物浓度去除效果Fig.3 Removal Efficiency of Pollutants Concentration
(1)进水CODCr质量浓度在138~322 mg/L,平均值为229.07 mg/L;出水CODCr质量浓度在10~20 mg/L,平均值为13.38 mg/L,完全达到出水标准要求。CODCr平均去除率为94.2%,优于同厂一期AAO工艺及同类项目[5-8],体现了该工艺对污染物良好的去除效果,尤其在面对进水水质波动时表现出良好的稳定性。
(2)进水BOD5质量浓度在56.8~135 mg/L,平均值为96.05 mg/L;出水BOD5质量浓度在2.0~3.1 mg/L,平均值为2.31 mg/L,满足出水标准。BOD5平均去除率为97.6%,与同厂一期AAO工艺去除效果一致,优于同类项目[5,8]去除效果,说明该工艺对进水中的有机物具有良好的去除效果。
(3)进水SS质量浓度在75~119 mg/L,平均值为97.31 mg/L;出水SS质量浓度在5~9 mg/L,平均值为6.31 mg/L。SS平均去除率为93.5%,比同类项目[5,7-8]去除效果稍差,与AAO去除效果一致。部分运营时段局部RPIR出水模块会出现泡泥,如果配合滤布滤池将能进一步提高SS去除效果。但由于目前出水已经稳定达标,出于节能降耗的目的,暂时未开启滤布滤池,仅将之作为应急池备用。
(4)进水氨氮质量浓度在20.1~46.4 mg/L,平均值为32.60 mg/L;出水氨氮质量浓度在0.111~1.31 mg/L,平均值为0.313 mg/L,在冬季低温状态下依然能达标排放。氨氮平均去除率为99.0%,优于同厂AAO工艺及其他同类项目[5-8],说明该项目RPIR池硝化效果极好。
(5)进水TN质量浓度在21.9~48.8 mg/L,平均值为34.90 mg/L;出水TN质量浓度在4.68~9.89 mg/L,平均值为7.86 mg/L,C/N=6.6,即使在冬季低温状态下不投加外部碳源也能实现达标排放。因为RPIR模块底部的非曝气区域呈缺氧状态,不仅取代了部分二沉池的作用还可同步实现反硝化,达到高效脱氮的目的。TN平均去除率为77.5%,优于同类其他项目[5-7],但是却不如同厂一期AAO工艺去除效果。主要原因是:外管网缺水导致实际处理水量仅4.3万m3/d,属于低负荷运行;RPIR池曝气系统设备提供的DO浓度无法大幅度调低,回流至缺氧段DO偏高导致TN无法进一步去除。随之带来的还有RPIR高能耗问题,虽然TN目前已经实现达标排放,但出于节能降耗考虑厂区已经计划对设备进行技改,通过增加变频器、精确曝气控制、备用低功率设备等方式来控制DO、降低能耗,提高TN去除效率。
(6)进水TP质量浓度在1.9~5.99 mg/L,平均值为3.96 mg/L;出水TP质量浓度在0.03~0.18 mg/L,平均值为0.082 mg/L。此项工程通过将生化除磷和化学除磷相结合的方式来保障除磷效果。RPIR池出水TP实测值在0.39~0.99 mg/L,此时TP去除率已达到75.0%~90.2%,生化除磷效果较好。后续磁混凝沉淀池中由于磁种的重力作用加快了絮体的沉降速度,有效提高了处理效率,实现了高效除磷,配合加药出水TP由原来的质量浓度≤0.5 mg/L提标到质量浓度≤0.3 mg/L。TP平均去除率为97.9%,优于其他同类项目[5-7],但是却不如同厂AAO和同类项目4[8],如表3所示。由于TP已达标排放,磁混凝的精确加药控制会是下阶段研究重点。
2.1.2 RPIR沿程分析结果
沿程各单元污染物浓度变化情况(图4),图中浓度为各单元出水口浓度 。

(2) 进水TP经过厌氧池没有大幅度提高,可见污泥中的磷没有得到充分释放,而经过缺氧池后TP的浓度却出现大幅度降低,去除率达到了89%,证明了反硝化聚磷菌(DPB)的存在,该缺氧池能同步实现脱氮除磷。再经过RPIR池,在好氧聚磷菌(PAO)作用下TP被污泥吸收质量浓度降到了0.41 mg/L,已满足出水设计标准要求。最后经过磁混凝后TP质量浓度降到了0.03 mg/L,满足苏州特别排放限值管理要求。
2.2 经济效益分析
2.2.1 工程投资分析
在原厂址不增加建设面积的基础上进行扩能改造,项目总投资额为13 599.4元(100%环保投资),其中工程费用为11 530.6元。项目建设期2年,生产运营期14年。
2.1.2 财务分析
建设前本项目单位总成本预计1.15元/m3,经营成本预计0.72元/m3,测算收费单价为1.65元/m3,测算借款偿还期(不含建设期)为6.3年。
2.1.3 运行成效分析
以“苏州特别排放限值”标准值为基准,用2023年1月—3月实际出水水质推算该项目建成后的年污染物减排量如表4所示。由于出水标准提标至优于设计标准(DB 32/1072—2018),该项目通过工艺调控等管理手段实现了CODCr、氨氮、TN、TP等指标的有效减排。

表4 污染物减排量Tab.4 Discharging Reduction of Pollutant
2.1.4 运行能耗分析
针对新增工艺能耗分析如表5所示。扩能改造后新增RPIR工艺的吨水电耗占了全厂能耗的38%。与武汉某同类项目的吨水电费0.13元[7]比较发现,本项目调试期电费吨水成本约0.216元,偏高,但武汉该项目执行标准为GB 18918—2002,本项执行的标准远高于此。运营期稳定后吨水耗电成本下降到0.206元,较深圳某同类项目的0.252元[8]偏低,且本项目出水标准要求的TN质量浓度≤10 mg/L是高于深圳该项目出水标准要求的。根据本项目目前的实际情况分析,外管网缺水造成的进水的低负荷运行(≤68.8%)是引起吨水能耗无法进一步下降的主要原因。大多数大功率设备都在低效区运转,尤其是曝气风机的开度无法进一步调小造成RPIR末端DO质量浓度维持在1.5 mg/L附近,而同厂执行同样出水标准的一期AAO工艺的生化池末端DO一般维持在1 mg/L附近。后期随着处理水量回升,这部分吨水能耗将会有所回落。综合以上,本项目的实际运行能耗水平是优于国内同类其他项目的。

表5 能耗分析Tab.5 Analysis of Energy Consumption
2.1.5 运行药耗分析
本工程主要涉及的水处理药剂如表6所示。经过调试,磁混凝中PAC及PAM加药量已减少到最初的1/6,PAC+PAM吨水耗药本由工艺调整前的0.026元下降至0.004 6元;磁粉费用计入建设期投资成本,其吨水药剂成本按2023年预算水量均摊,由于该项目运营期较短,目前暂未获取磁粉损耗数据;次氯酸钠需按固定浓度投加确保出水粪大肠菌群稳定达标。AA/RPIR工艺在脱氮方面的优势极为明显,即使在温度较低的冬季运行,在没有外加碳源(乙酸钠)时,依然能实现出水TN质量浓度≤10 mg/L的管理目标。与同类项目[16]相比,本项目将各项药剂成本控制在较好范围,占同类项目的1/10不到。另外,由于实际生产中测得RPIR池出水TP质量浓度基本维持在0.3~1.0 mg/L,如能将其稳定控制在0.3 mg/L以下,那么理论上磁混凝沉淀池除磷剂用量还能有进一步的节省空间。
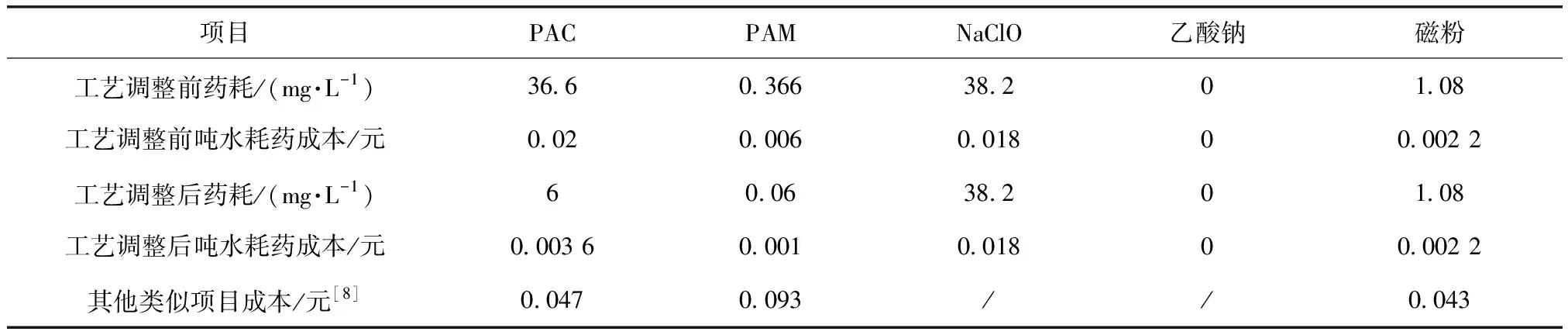
表6 药耗分析Tab.6 Analysis of Chemicals Consumption
3 结论
(1)AA/RPIR与磁混凝沉淀工艺的结合有效节省了工程占地面积,建设面积在原来该污水厂5 200 hm2的基础上仅增加了8.57 hm2,而处理水量却提升了一倍。运营期吨水耗电成本为0.206元,总吨水耗药成本由调试期0.046 2元下降至0.024 8元,磁混凝PAC+PAM吨水药耗则由0.026元下降至0.004 6元。
(2)该工艺对CODCr、BOD5、SS、氨氮、TN的去除效果均达到了出水排放管理要求,其中CODCr质量浓度≤30 mg/L、BOD5质量浓度≤10 mg/L、SS质量浓度≤10 mg/L、氨氮质量浓度≤1.5(3) mg/L、TN质量浓度≤10 mg/L。
(3)RPIR高效脱氮优势明显,在冬季不外加碳源情况下,仍然能保证TN质量浓度最高不超过9.89 mg/L。
(4)AA/RPIR具有良好的生物除磷效果,生化除磷占75.0%~90.2%,剩余部分基本由磁混凝加药脱除直至达标排放。
猜你喜欢
世界有色金属(2022年16期)2022-10-20 09:28:54
供水技术(2022年1期)2022-04-19 14:11:36
武汉工程职业技术学院学报(2022年1期)2022-04-13 06:31:30
生物化工(2021年3期)2021-07-10 09:53:44
中国资源综合利用(2017年4期)2018-01-22 02:46:37
中国资源综合利用(2017年3期)2018-01-22 02:45:41
河北工业大学学报(2016年6期)2016-04-16 02:54:24
化工进展(2015年6期)2015-11-13 00:32:12
中学数学杂志(高中版)(2014年2期)2014-05-26 13:42:42
技术与教育(2014年2期)2014-04-18 09:21:32