基于LabVIEW的大功率振动时效处理装置设计与开发
2024-01-02 04:02陕西铁路工程职业技术学院
内江科技 2023年12期
◇陕西铁路工程职业技术学院 杨 杏 韩 威
针对工件经多种工艺加工后其内部存在残余应力的问题,依托LabVIEW系统开发工具,开发一种大功率振动时效处理装置。通过选取合适的激振器和加速度传感器,利用工控机和数据采集卡等模块搭建振动时效处理平台,并以钢性焊接件工件为对象对系统进行调试试验,试验证明该装置能有效降低工件的内部残余应力,研究结果为振动时效处理装置的优化设计和性能改善提供了科学依据。
工件经工艺加工后内部会存在残余应力,残余应力的产生会严重影响工件的寿命以及质量,目前国内外多采用热时效和自然时效的方法来降低残余应力[1][2]。因热时效法能耗高、污染大以及自然时效法处理周期太长等因素,振动时效处理方法凭借机械性能良好、适用性强、费用低等优点逐渐在工业生产中占据重要地位[3]。其通过对工件施加一高频振动后产生动应力,动应力与工件内部残余应力共同作用后会产生一定的塑性形变,同时实现对工件内部残余应力的降低和均化。
通过选择合适的激振器和加速度传感器搭建振动时效处理装置平台,以LabVIEW为系统控制软件[4],实现对工件内部残余应力的降低,后经以钢性焊接件工件为例对系统进行运行调试,试验证明该系统可实现对工件内部残余应力的降低,研究具有非常重要的意义。
1 系统控制软件设计
1.1 软件总体设计
为满足振动时效处理过程的功能显示以及技术要求,软件设计依托LabVIEW平台主要包括系统管理模块、参数输入模板、通信模板、信号采集模块和信号输入模块等五大模板,系统管理模块主要实现对操作用户信息的维护,参数输入模块主要实现振动时效过程所需参数的输入,通信模块通过调用函数实现上位机和下位机的连接,信息采集模块通过设置振动加速度传感器来获取振动信号,包括振前和振后两个过程,信号输入模块实现驱动电压等参数的输入功能,此外软件还设置了数据显示、结果打印、历史查询和退出模块方便用户对软件系统的管理。
1.2 扫频设计
扫频分振前和振后两个过程,振前扫频和振后扫频设计原理类似,此处以振前扫频为例讲述。扫频前需要完成起始、终止频率和电流的设定,后通过激振器完成扫频过程。需要注意,参数设置不得超过激振器所允许的最大激振频率和激振电流。因工件形状的复杂性采用单点激振所获得的固有频率会存在一定的偏差,选取工件不同位置处的10个点采用多点激振的方法,对10个点的频谱图进行标准化处理,通过处理后的频率图计算得到工件的固有频率。
1.3 振动时效设计
设置好激振频率、时间和电流后开始振动时效处理,达到设定时间时运行结束。时效处理过程中采样通道设置为连续采样,分别通过“AO0”、“AO1”控制端口将采集卡与5V电压、输出电压串联,实现脉冲电压、输出电压和数据采集的同步运行和停止。
1.4 时效效果判定设计
采用曲线观察法对时效效果进行判定[9],曲线观察法的判定依据为:通过振前扫频和振后扫频结果作对比,共振频率减小、峰值增大或者带宽减小则认为时效效果良好即达到要求。如果时效效果未达到要求,则须对工件再次进行振动时效处理,直到满足要求为止。
2 系统调试及运行
安装完成的振动时效系统装置主要有工控机、激振器和传感器组成,设备箱里还辅有数据采集卡、驱动电路和辅助电源等模块组成。团队选用的数据采集卡型号为NI-USB-6211,加速度传感器型号为YD-12。
2.1 振前、振后扫频
扫频前可通过输入起止频率和电流等参数也可通过在数据库中选择本工件类型自动匹配所需输入的参数值,扫频结束后通过点击“数据保存”可将本次新输入的工件类型参数保存至数据库中以备下次使用。此处选取钢性焊接件工件进行扫频,起止频率分别设置为50Hz和200Hz,电流设定为1A,扫频得该工件的固有频率为80Hz,振后扫频与振前扫频操作相同,扫频界面如图1所示。

图1 振前、振后扫频界面
2.2 振动时效处理
振动时效处理可通过输入激振频率、时间和电流值等参数也可通过在数据库中直接调用处理工件的参数值,时间设置为25min,电流设定为2A,点击“运行”按钮后开始时效过程,处理过程的加速度随时间变化曲线实时显示在时效处理界面中。时效处理界面如图2所示。

图2 振动时效处理界面
2.3 时效效果判定
时效效果判定是振动时效处理系统中最关键的部分,技术人员点击“工艺结果”按钮后开始时效效果判定过程,此时振前扫频和振后扫频结果同时出现在判定界面中,界面如图3所示。技术人员可通过曲线观察法对效果进行判定,从图中可以看出工件经时效处理后效果达到技术要求。系统软件设置一打印机连接接口,可实现对振动时效结果报告的打印。
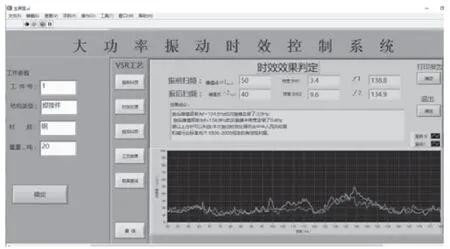
图3 时效效果判定界面
3 结论
依托LabVIEW可视化系统开发工具,通过选取合适的传感器和激振器等搭建大功率振动时效处理平台,该平台装置包括振前扫频、振动时效处理、振后扫频和时效效果判定四个部分,工件经过四个部分处理后可降低其内部残余应力。后以钢性焊接件构建为例来验证该装置的时效处理效果,通过曲线观察法证明该装置可实现对工件内部残余应力的降低且能够达到技术要求。
猜你喜欢
机械制造与自动化(2022年2期)2022-04-19
航天器环境工程(2020年3期)2020-11-04
时代农机(2019年8期)2019-12-27
中国机械工程(2019年22期)2019-12-02
科技创新与应用(2018年2期)2018-01-19
电子测试(2017年12期)2017-12-18
电子制作(2017年8期)2017-06-05
材料科学与工程学报(2016年1期)2017-01-15
通信技术(2016年12期)2016-12-28
上海金属(2016年3期)2016-11-23