TiZrNiCu钎料在TA1/TC4异质界面的反应润湿过程*
2023-12-27 11:34:38高德君武绍旺杨生旭张承浩刘永旭司晓庆曹健
机械制造文摘(焊接分册) 2023年5期
高德君, 武绍旺, 杨生旭, 张承浩, 刘永旭, 司晓庆, 曹健
(1.哈尔滨工业大学, 先进焊接与连接国家重点实验室, 哈尔滨 150001;2.西安航天发动机有限公司, 西安 710100)
0 前言
自从钛金属商业化以来, 钛及钛合金就因其优异的性能而备受关注。钛的密度约为4.51 g/cm3, 不到钢密度的60%, 高比强度、良好的抗腐蚀性、抗氧化性能等使其成为一种重要的金属结构材料[1-2]。钛及钛合金主要应用于航空航天领域, 在船舶、汽车及建筑等领域的应用也日益增加。随着钛合金的广泛应用, 成分单一、一次成形的钛合金器件难以满足使用需求的提高, 因此钛及钛合金的异种材料连接具有重大的使用意义[3-5]。
TA1作为一种成形性能较好的工业纯钛, 往往被制备成高精度构件, 但是TA1的其他性能不能满足服役需求, 为此常常与其他钛合金构成复合器件使用[6-8]。目前, 应用最为广泛的钛合金为固溶强化钛合金, 其中, α + β型两相TC4(Ti-6Al-4V)钛合金具有良好的塑形和优异的力学性能, 在航空航天中火箭发动机、飞行器后部升降舵夹具、压力容器等方面大量应用[9]。因此, 实现TA1和TC4钛合金的可靠连接对于制造应用于航空航天中的精密器件具有重大意义。
在各种连接方法中, 钎焊因其焊接温度远低于母材熔点, 导致焊接变形小、焊接精度高, 对母材性能影响小, 往往应用于高精度及复杂结构件的连接[10-11]。钎焊是利用液态钎料在母材表明润湿铺展, 从而填充焊缝, 最终实现与母材良好冶金结合的焊接方法。钎料在母材表面的润湿性往往决定焊接的成功与否, 良好的润湿是成功实现连接的关键。因此, 研究钎料的润湿过程对钎焊具有重大意义[12-14], 文中采用与母材成分相近的TiZrNiCu作为钎料, 研究了TiZrNiCu钎料在TA1/TC4异质界面的反应润湿过程, 为二者的有效连接提高理论基础。
1 试验方法
试验分为钎料润湿铺展试验和填缝试验两部分, 铺展试验采用尺寸均为40 mm × 40 mm × 3 mm的TA1钛合金和TC4 钛合金片, 试验前, 采用200号、400号、600号、800号砂纸将润湿面打磨光亮, 并清洗干净。填缝试验采用尺寸均为100 mm × 70 mm × 3 mm的TA1钛合金和TC4 钛合金板, 上端加工出45°倒角, 以便于钎料的预置。需钎料润湿的表面进行精加工, 粗糙度为3.2, 四周打直径为8 mm的孔洞, 二者用螺栓进行装配, 焊前使用酒精清洗干净, 不同厚度的(20,50,80,100 μm)钛箔放置二者之间, 用于控制缝隙宽度, 其装配示意图如图1所示, 填缝试验完成后, 将试件延填缝方向切为7部分, 每部分宽均为10 mm, 采用光学显微镜观察钎料填缝状态后, 测量每部分截面填缝长度后取平均值。试验所使用的钎料为Ti51ZrNiCu粉末, 其成分如表1所示, DSC测试表明其熔点在845 ℃, 焊前采用聚乙烯醇水溶液配制成焊膏备用。

表1 TiZrNiCu钎料化学成分(质量分数, %)

图1 填缝试验装配图示意图
试验参数选用935 ℃/3 min, 室温到800 ℃的升温速率为20 ℃/min, 保温5 min, 800 ℃到935 ℃的升温速率为10 ℃/min, 保温3 min后, 以10 ℃/min的降温速率降到450 ℃后随炉冷却。采用润湿角测量仪测量润湿角、扫描电子显微镜及能谱分析仪对界面进行观察分析。
2 试验结果与分析
2.1 TiZrNiCu钎料润湿典型界面组织
在试验温度为935 ℃、保温时间为3 min的条件下, 所获得的TiZrNiCu钎料在TA1表面润湿的典型组织结构如图2所示。可以看出, 钎料在母材润湿铺展性能良好, 接触角度较小, 钎料与母材间的结合较为致密, 没有出现明显的裂纹和断裂倾向, 钎料与母材界面处有多种物相组成。钎料润湿后图2中A~E点能谱结果。如表2所示。润湿界面分为3个区域:母材扩散区、母材与钎料反应区和钎料润湿区。在钎料润湿区, 可以观察到钎料和TA1发生溶解扩散, 钎料与母材发生反应后主要由两部分组成, 一是以点A处为代表, 由明暗两相组成, 其中暗相与母材相近, 元素成分主要为Ti元素, 存在少量的钎料中元素,即Zr元素、Cu元素、Ni元素。物相应该为α-Ti相, 而亮相呈针状组织且弥散分布, 存在较多的Zr元素、Cu元素、Ni元素, 物相应为β-Ti相;二是由B点与C点代表的网络状亮相与点状暗相交织组成, 根据能谱分析, 网络状的亮相应为(Ti,Zr)2(Ni,Cu)相, 点状的暗相应为β-Ti相。母材与钎料反应区, 即钎料与母材接触的界面处, 点D, 其物相形貌和能谱结果与A点相似, 因此物相应相同, 皆为α-Ti + β-Ti相。母材扩散区是由钎料扩散到母材深处形成的, 产生具有方向性针状物相, 由E点能谱结果可知, 该相应该为α-Ti相, 钎料中少量的Zr元素、Cu元素、Ni元素扩散到母材中。

表2 图2中A~E点能谱结果(原子分数,%)
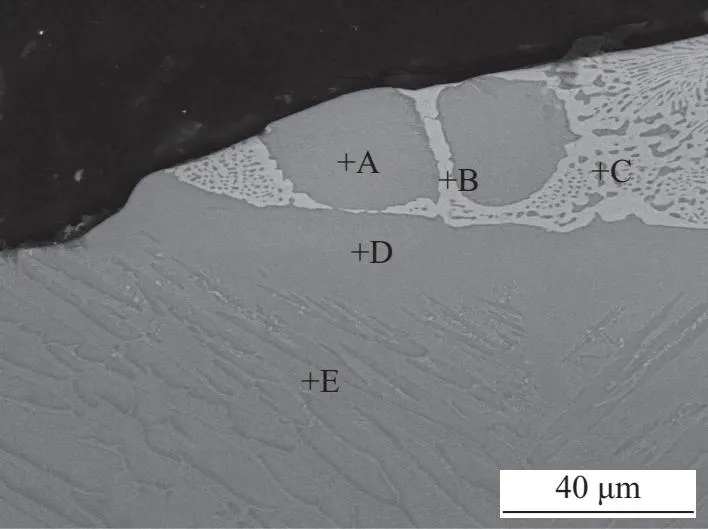
图2 TiZrNiCu钎料在TA1表面润湿典型组织结构
在试验温度为935 ℃、保温时间为3 min的条件下, 所获得的TiZrNiCu钎料在TC4表面润湿的典型组织结构如图3所示。与钎料在TA1表面润湿相似, 钎料与母材结合较为致密, 没有明显缺陷, 钎料在母材润湿铺展性能良好, 接触角度较小。表3为钎料润湿后图3中A′~C′点能谱结果, 物相成分和形貌与TA1润湿界面相似, 总体相同, 只有钎料与母材反应界面处略有差异, 相较于TA1润湿界面, TC4的润湿界面的α-Ti + β-Ti相更为明显, 同时钎料渗入母材距离较短, 且无明显的方向性存在。
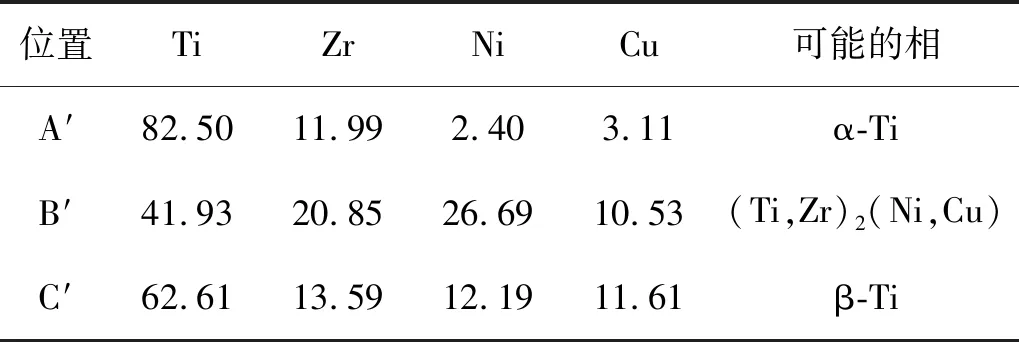
表3 图3中A′~C′点能谱结果(原子分数,%)

图3 TiZrNiCu钎料在TC4表面润湿典型组织结构
基于以上对TiZrNiCu钎料润湿界面组织分析, 认为在试验温度为935 ℃, 保温时间为3 min, 钎料与TA1或TC4母材发生反应润湿, 润湿效果良好, 界面组织由均匀的三部分组成, 即含有少量Ni元素、Zr元素、Cu元素α-Ti相的母材扩散区, 较多的Ni元素、Zr元素、Cu元素α-Ti + β-Ti相的母材与钎料反应区, 和α-Ti + β-Ti相 + (Ti,Zr)2(Ni,Cu)相组成的钎料润湿区。
2.2 试验温度对润湿界面的影响
图4, 图5分别为在保温时间为3 min的条件下, 所获得的不同试验温度(915~955 ℃)的TiZrNiCu钎料在TA1和TC4钛合金表面润湿界面组织结构。可以观察到, 随着试验温度的增加, 钎料润湿区中白色相(Ti,Zr)2(Ni,Cu)略有增加, 但效果不显著。钎料与母材反应区逐渐增加, 母材的溶解区变厚, 但界面组织整体变化不大, 说明润湿组织对这个区间内的试验温度不敏感, 具有较宽的润湿温度工艺区间。在试验温度为915~955 ℃范围变化下, TiZrNiCu钎料对TA1和TC4钛合金表面的润湿铺展效果较为良好。

图4 试验温度对 TA1 润湿界面组织的影响

图5 试验温度对 TC4润湿界面组织的影响
图6为在保温时间为3 min的条件下, 不同试验温度下, TiZrNiCu钎料在TA1和TC4钛合金表面润湿角的变化, 二者变化规律相同, 这归结于钎料与二者的反应相似。随温度的增加, 钎料的润湿性小幅提高, 润湿角略有起伏, 但整体呈下降趋势。
2.3 保温时间对润湿界面的影响
图7和图8分别为在试验温度为935 ℃的条件下, 所获得的不同保温时间(1~10 min)的TiZrNiCu钎料在TA1和TC4钛合金表面润湿界面组织结构。

图8 保温时间对 TC4 润湿界面组织的影响
随着保温时间的增加, 润湿界面组织基本没有明显变化, 结合图9润湿角随时间的变化, 可以发现在1~10 min的保温时间范围内, 润湿角略有起伏, 但是整体变化不明显, 说明润湿组织对这个区间内的保温时间不敏感, 根据其他学者的研究及使用经验发现[15-16], TiZrNiCu钎料在连接强度件时, 需要经过长时间的高温热处理, 所以保温时间1~10 min较短, 对润湿界面及润湿角没有产生显著影响。

图9 保温时间对润湿角的影响
2.4 填缝试验结果
在填缝试验中,人工设置了不同宽度(20,50,80,100 μm)的间隙,采用的试验参数为935 ℃/3 min,测量钎料在缝隙中充填的长度,以衡量钎料的填缝能力。图10是间隙为80 μm的典型光学照片,可以看出钎料在试件前部充分填充,到中部位置填充结束,未能填充所有缝隙。不同间隙下(20,50,80,100 μm),钎料填充的长度不同,其对应的平均填充长度为完全填充、82.98,52.74,48.08 mm。根据钎焊中钎料爬升高度公式,即

图10 填缝试验光学照片
(1)
式中:a为平行板的间隙, 钎焊时即为钎缝间隙;ρ为液体的密度;σSG为固气界面的比表面自由能;σLG为液气界面的比表面自由能;g为重力加速度。
在焊接参数、钎料及母材固定的情况下, 除钎缝间隙外, 其他参数均相同, 那么钎料爬升高度应与钎缝间隙成反比, 将所得结果带入发现数值大致符合客观规律, 因钎料与母材的反应影响了钎料的爬升高度, 故所测量值不能等于满足公式计算结果。根据实验结果, 可将TiZrNiCu钎料在TA1/TC4板填充长度化为经验公式:h=4 000/a, 其中钎缝间隙a的单位为μm, 爬升高度h单位为mm。
3 结论
(1)TiZrNiCu钎料, 对TA1和TC4母材润湿性良好, 在试验温度为915~955 ℃之间时, 二者的润湿角均在30°左右。
(2)试验温度对TiZrNiCu钎料在TA1和TC4母材上的润湿性有影响, 随着温度的增加(915~955 ℃), 润湿角逐渐降低;而保温时间(1~10 min)对其润湿性没有显著影响。
(3)在试验参数为935 ℃/3 min的条件下, TiZrNiCu钎料对TA1和TC4母材填充能力可简化为经验公式:h=4 000/a, 其中钎缝间隙a的单位为μm, 爬升高度h单位为mm。
猜你喜欢
煤炭学报(2021年2期)2021-03-24 02:22:32
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
中华老年口腔医学杂志(2016年4期)2017-01-15 14:25:13
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:14:19
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29