
全棉色织面料手感提升关键技术的探讨
2023-12-25 06:46:38李伟林梅海霞陈鑫涛
纺织报告 2023年10期
李伟林,梅海霞,陈鑫涛,陈 洁
(江苏联发纺织股份有限公司,江苏 南通 226600)
全棉织物以优良的服用性能成为常用的面料之一,尤其是用作服装面料,具有柔软、透气、吸湿、舒适、性能优良等优点。全棉织物在加工过程中有一个很重要的工序就是丝光整理,在有张力的条件下,利用浓烧碱溶液处理全棉织物,然后将烧碱洗去,经过丝光整理后的全棉面料具有显著的光泽,且纹路清晰、骨感挺括、色彩鲜艳[1]。但是,随着人们对全棉织物手感要求逐步提高,如何在全棉丝光整理不增加其他整理工序的前提下提升手感柔软度成为研究重点。
1 全棉色织面料手感提升的技术创新点
柔软、贴身、亲肤是人们对全棉面料的普遍印象,因此,人们贴身使用的床品、睡衣等都会优先选择全棉面料。但是在实际生产中,最终成品面料的手感并不一定会被客户接受。因此,为了提升全棉色织面料的手感,达到更柔软、舒适的触觉效果,本研究从纱线的选择、染色的工艺、纱线的上浆工艺、织造的上机工艺以及整理柔软剂等能直接影响面料手感的工艺方面进行了分析和优化,以期最终生产出更柔软、亲肤的全棉色织面料。
2 全棉色织面料手感提升的生产要点
2.1 原纱的配用
众所周知,纱线捻度对面料的手感有一定的影响。纱线捻度的增加会使纱线变硬,进而影响面料的手感和柔软度[2]。适当降低纱线的捻度可以使面料柔软舒适,因此,在原纱配用方面,可以选择捻系数相对较低的纱线。例如,经纬纱线均为14.75 tex全棉面料,常规捻系数要求不高于360。为达到较好的手感效果,选用捻系数不高于330的原纱。
2.2 染色工艺
染色工序主要以提升纱线的毛效为研究的关键点,纱线的毛效越好,吸湿性越好,对后道工序的加工质量影响越小。棉纤维的前处理主要是精练和漂白,精练的目的在于除去纤维上的天然杂质、油脂、蜡质以及棉籽壳,因为这些物质的存在会严重影响织物的吸水性、染色性能、外观以及手感。漂白主要是破坏天然色素的发色体系,进而达到消色的目的,提高织物的白度和鲜艳度。
棉纱的前处理一般采用精练和漂白一步法的工艺,烧碱与纤维素上绝大部分的天然杂质发生反应,转变为可溶性产物而被洗去,发挥除杂的作用,同样也为双氧水的分解提供了合适的pH。精练后的水洗也非常重要,经过碱处理后,首先用高于80 ℃的热水洗涤,防止已溶解的杂质重新沾污到织物上,其次通过酸洗中和,为染色提供合适的pH。前处理曲线如图1所示,前处理工艺配方如表1所示,前处理后纱线测试指标如表2所示。

表1 前处理工艺配方
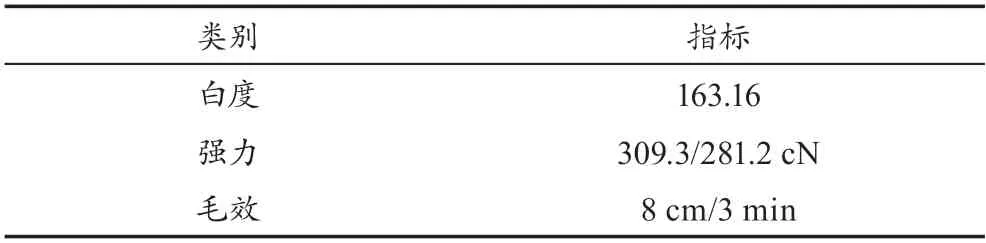
表2 纱线测试指标

图1 前处理曲线
对于棉纱的后处理,主要是选用亲水性柔软剂减小后道工序使用时筒子纱线与加工设备之间的摩擦力,同样可以改善筒子纱线的柔软度。
2.3 浆纱配方
浆纱是机织物生产中的关键工序,其目的就是对经纱表面和内部粘附,渗入一定量的浆液,增加原纱的强度和耐磨性,减少毛羽,提高织物的可织性,而浆料的残留直接影响手感,残留越多,手感越硬。浆纱常用浆料分为聚乙烯醇(Polyvinyl Alcohol,PVA)和淀粉,PVA的高聚合度和高醇解度导致浆料不易退净,且生物降解困难,对环境污染大,污水处理困难。淀粉虽然易于退浆,且退浆废液对环境污染小,但是淀粉浆膜硬而脆,易造成坯布手感硬、粗糙。针对以上浆料的特点,为了使全棉面料手感更好,引进了一款环保低上浆浆料—聚丙烯酰胺浆料。该浆料对各类纤维都有很好的黏着力,浆液滑爽且成膜性非常好,可替代PVA浆料,水溶性较好,可以与淀粉类浆料一起煮浆,退浆污水可完全生物降解,且有絮凝的作用,适合低上浆工艺,热水可退。
为了对比聚丙烯酰胺浆料和常用浆料对面料手感的影响,本研究选择规格为14.75 tex的纯棉经纱和11.80 tex的纯棉纬纱以及经密567根/10 cm、纬密300根/10 cm的面料进行浆纱配方的试验,常用配方如表3所示,试验配方如表4所示,同时对比浆纱成本、织布机效率以及坯布手感,结果如表5所示。

表3 常用浆纱配方

表4 试验浆纱配方

表5 试验结果
通过以上试验得知,应用聚丙烯酰胺浆料,无论是成本、织布机效率还是坯布手感方面都具有明显的优势。
2.4 织造张力
织造的上机张力对织物的手感和外观都有一定的影响。上机张力大,纱线屈曲程度小,手感硬挺;上机张力小,纱线屈曲程度大,手感柔软。因此,为了达到更柔软的坯布效果,在保证坯布质量的前提下尽可能小张力生产[3]。
2.5 整理柔软剂
在纺织品加工过程中,经过多次整理工序,织物会与机械设备直接摩擦,使织物手感粗糙。为了使织物柔软、舒适,可以使用柔软剂处理。柔软剂一般是具有油脂类的平滑性和手感的物质,能附着在纤维表面,减小纤维间的摩擦力,使纤维产生润滑、柔软的作用。由于纺织品种类繁多,使用的纤维各异,且织物规格不同,织物用途不同,整理的要求也不同。因此,选用柔软剂不能一概而论,应在各类柔软剂机理和功能的基础上选择符合要求的柔软剂。
为提升全棉色织面料的手感,挑选了几款柔软剂,对其性能进行了总结,如表6所示。

表6 不同柔软剂的性能
根据不同柔软剂的不同性能,本研究分别对14.75、11.80、9.80 tex的纱线以及不同规格的全棉色织面料进行了柔软剂搭配以及用量的对比试验,结果如表7所示。
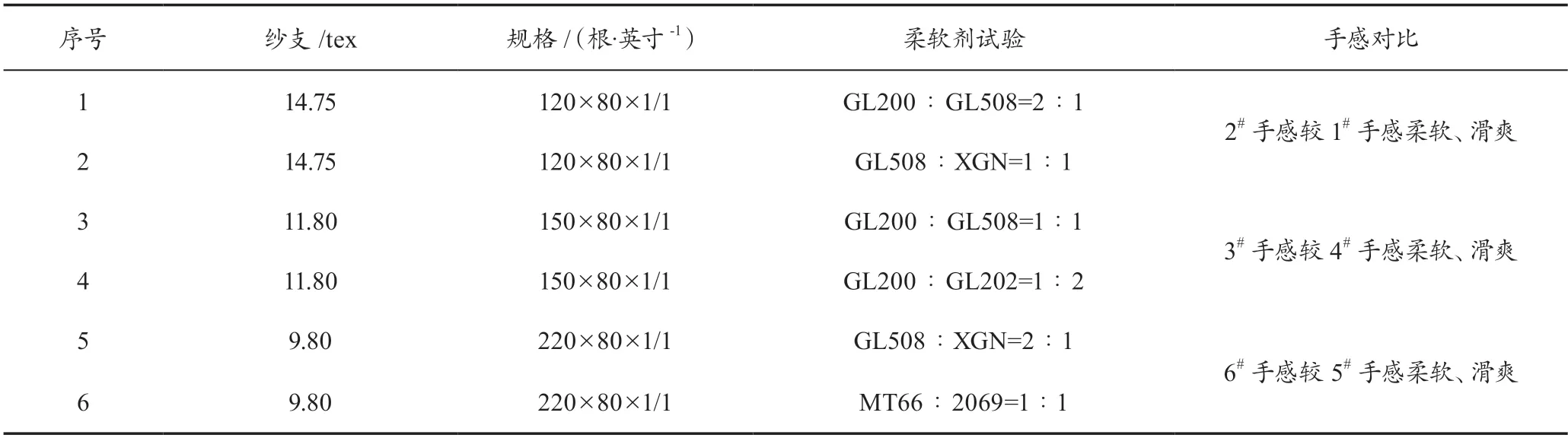
表7 柔软剂试验
通过以上不同柔软剂及不同配方试验对比得知,柔软剂的选用对面料手感的影响较大,不仅要从成本考虑,还要考虑综合性价比,最终根据规格以及满足接缝滑移的标准确定性价比高的柔软剂配方。
3 结论
经过以上对各道工序的优化,总结优化后的工艺:在原纱方面,选用低捻度纱线;染色以充分的前处理并结合亲水性柔软剂改善纱线的毛效;浆纱选用“高浓低粘”的聚丙烯酰胺浆料,使用低上浆工艺,环保易退浆;在织造方面,选用小张力生产;在整理柔软剂方面,需根据面料规格和接缝要求确定性价比高的配方。
综上所述,要想提升全棉色织面料的手感,仅靠调整一道工序的工艺远远不够,只有全面、综合考虑多工序的影响因素并对其进行优化改善,才能生产出更优质的面料。
猜你喜欢
纺织标准与质量(2022年3期)2022-08-10 09:11:16
毛纺科技(2021年8期)2021-10-14 06:51:10
东坡赤壁诗词(2020年4期)2020-09-02 09:43:47
生活用纸(2020年3期)2020-04-13 07:46:20
西安工程大学学报(2016年6期)2017-01-15 14:08:20
国际纺织导报(2016年7期)2016-11-14 09:03:02
南都娱乐周刊(2016年14期)2016-04-25 15:25:27
纺织导报(2015年12期)2016-01-28 19:51:08
纺织科技进展(2015年1期)2015-11-28 05:56:26
纤维素科学与技术(2015年1期)2015-11-02 01:57:02
