
无染色羊绒双层精纺面料的设计与工艺
2023-12-21 05:28周佳莹聂文山王利平
毛纺科技 2023年11期
周佳莹,聂文山,王利平
(1.内蒙古工业大学 轻工与纺织学院,内蒙古 呼和浩特 010080; 2.内蒙古鹿王羊绒有限公司,内蒙古 包头 014040)
羊绒素有“软黄金”之称,是珍贵的天然纤维原料,柔软蓬松、舒适保暖是羊绒制品的优良品质[1]。中国山羊绒的出产量占世界山羊绒总产量的70%以上,是世界上最大的山羊绒原料出产国[2-3]。但山羊绒属于稀有的动物纤维,原料的高成本、生产过程的低效率和后整理过程需要大量的实验和探索等因素限制了山羊绒精纺面料的发展[4-6]。
随着碳达峰、碳中和目标的提出,循环经济、健康生活和可持续时尚等话题日益受到关注,更多的消费者开始关注使用的产品对生态环境的影响。青羊绒光泽好,断裂强力较大,青羊绒织物气质典雅;紫羊绒色泽呈紫褐色,纤维细而长,性能柔软,含绒量高。青羊绒和紫羊绒纤维没有经过染色处理,纤维的强力等性能没有受到损伤,是绿色、环境友好的天然原材料。
本文选择天然的青羊绒与紫羊绒进行混纺,开发设计接结双层组织结构的精纺面料,并对该产品的全生产流程进行了设计,包括工艺流程及工艺参数的选择,以开发无染色的羊绒精纺面料,丰富面料的类型,满足消费者要求的同时更加节能环保。
1 原料选择
选择40%的青羊绒和60%的紫羊绒作为原料(内蒙古鹿王羊绒有限公司),原材料的规格如表1所示。

表1 原材料规格Tab.1 Raw material specifications
本文拟纺制12.5×2 tex纱线,纤维直径为16.92 μm,按照式(1)进行可纺纱线截面根数的计算,计算得纱线截面根数为40根。
(1)
式中:n为纱线截面中的纤维根数;d为纤维直径,μm;Tt为纱线线密度,tex。
依据捻度选择的原则,一般在满足强力要求的前提下,纱线的捻度越小越好,本文产品的捻度控制在424 捻/m。
2 精梳工艺
精梳工艺流程为:B302型头道针梳机→B303型二道针梳机→B304型三道针梳机→B311C型精梳机→B305型条筒针梳机→B306型末道针梳机(设备均来自青岛纺织机械股份有限公司)。精梳工序工艺参数应满足式(2)。精梳工艺参数如表2所示。

表2 精梳工艺参数Tab.2 Combing process parameters
(2)
式中:G为本道出条定量,g/m;G′为本道喂入单质量,即上道出条定量,g/m;m为并合根数;E为牵伸倍数。
3 纺纱工艺
3.1 工艺流程
纺纱工艺流程为:B412型混条机→B423型头道针梳机→B432型二道针梳机1→B432型二道针梳机2→B442型三道针梳机→B452型四道针梳机→B465型翼锭粗纱机→B583C型细纱机(设备均来自青岛纺织机械股份有限公司)。纺纱工艺参数如表3所示。
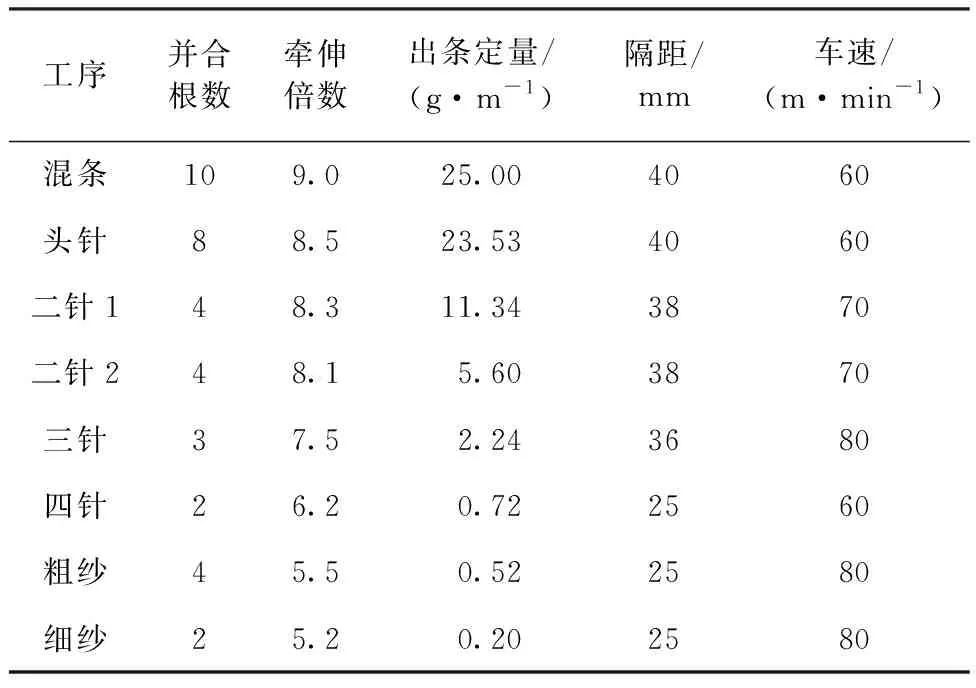
表3 纺纱工艺参数Tab.3 Spinning process parameters
3.2 纱线质量指标
通过YG-020型电子纱线强力机(武汉国量仪器有限公司)测得纱线强力为50.8 cN,断裂伸长率为8.24%,在纺织加工过程中毛丝和断头少,织造的织物不易变形。通过Uster Tester 6-S800条干仪(乌斯特技术有限公司)测试纱线的粗节和细节分别为130和461个/km[7-9],纱线条干均匀,织造的织物外观质量好。
4 织造工艺
4.1 织物组织结构设计
接结双层织物是将2个相同或不相同组织的面料整合成1块面料,让独立的2层之间按一定的方式连成一体织造形成的织物[10]。接结双层织物组织的表层组织采用2上2下右斜纹组织,里层组织采用2上2下右斜纹组织,表里经排比为1∶1,表里纬排比为1∶1,边组织采用平纹组织。表组织、里组织、接结组织和织物上机图如图1、2所示,其中“■”表示表组织点、“◎”表示里组织点、“★”表示接结组织点、“◇”表示表经与里纬交织的分层点。

图1 织物组织Fig.1 Fabric tissue. (a)External tissue;(b)Inner tissue;(c)Junction tissue

图2 织物上机图Fig.2 Fabric drawing
4.2 上机工艺设计
4.2.1 织物紧的确定
通过常见织物的结构特征可知[10],2上2下斜纹组织的经向紧度(Ej)范围为60%~70%,纬向紧度(Ew)范围为50%~55%,经纬向紧度比为6∶5。本文选择Ej=65%、Ew=53%,按照式(3)计算织物的总紧度Ez为84%。
(3)
式中:Ez为面料总紧度,%;Ej为面料经向紧度,%;Ew为面料纬向紧度,%。
4.2.2 织物经、纬密的确定
按照式(4)(5)计算织物的经、纬密分别为460和375根/(10cm)。
(4)
(5)
式中:Pj为面料经密,根/(10cm);Pw为面料纬密,根/(10cm)。
4.2.3 经、纬向织缩率的确定
根据斜纹织物织缩率参考值[10]可知,经向织缩率为5.0%~7.0%,纬向织缩率为5.0%~5.6%,依据实际设计与生产需要确定经、纬向织缩率分别为6.0%和5.3%。
4.2.4 织物幅宽和匹长的确定
拟定成品幅宽为150cm,依据实际生产的需要,确定织物幅缩率为10%,按照式(6)计算出坯布的幅宽为166.7cm。匹长选择40 m,6联匹。
(6)
式中:Lp为坯布幅宽,cm;Lc为成品幅宽,cm;af为织物幅缩率,%。
4.2.5 织物成品经、纬密的确定
根据实际生产需要,确定织物的后整理缩率为2%。根据式(7)(8)确定织物成品经、纬密分别为452和368根/(10cm)。
Pa=Pj×(1-az)
(7)
Pe=Pw×(1-az)
(8)
式中:Pa为成品经密,根/(10cm);az为后整理缩率,%;Pe为成品纬密,根/(10cm)。
4.2.6 总经根数的确定
总经根数为整数,存在余数全部进位,实际生产中,总经根数为穿综循环数的整数倍[11]。设计面料的边纱根数为24根,边组织和地组织的每筘穿入数均为2穿。根据式(9)确定织物的总经根数为7 536根。
(9)
式中:Y为总经根数;B为边纱根数;V为布身每筘穿入数;W为布边每筘穿入数。
4.2.7 筘号和筘幅的确定
根据式(10)(11)确定织物筘号和筘幅分别为214齿/(10cm)和176cm。
(10)
(11)
式中:O为筘号,齿/(10cm);K为筘幅,cm;aw为纬向织缩率,%。
4.3 织造工艺设计
4.3.1 织造工艺流程
织造工艺流程为:AC338型自动络筒机(青岛纺织机械股份有限公司)→2100型整经机(山东明投机械有限公司)→YS6-Y606S型浆纱机(北京海富达科技有限公司)→YXS-A/L 型自动穿经机(青岛天一红旗纺机集团有限公司)→GA611F型有梭织机(山东鲁嘉机械科技有限责任公司)。
4.3.2 织造工艺参数和要点
织造工艺参数为:总经根数7 536根,上机幅宽166.7cm,筘号214齿/(10cm),上机经、纬密460和375根/(10cm),成品幅宽150cm,成品匹长240 m,成品经、纬密452和368根/(10cm)。
络筒在不损伤纱线性能的基础上将纱线卷绕成筒子,以提高纱线质量,络筒速度为800 m/min,筒子卷绕密度为0.28 g/cm3。整经将纱线按照工艺设计要求平行地卷绕在经轴上,整经速度为700 m/min,经轴卷绕密度为0.32 g/cm3。浆纱可以增加纱线的断裂强度,保持纱线的断裂伸长率,使用聚乙烯醇2488(廊坊天雅节能科技有限公司)和海藻酸钠(山东聚鑫隆生物科技有限公司)浆料,浆纱速度为50 m/min,采用双浸双压形式,头道压辊压力7.2 kN,末道压辊压力9.8 kN,浆槽温度95℃。织机织造速度为600 m/min。
5 后整理
后整理工序对最终织物的外观形态和服用性能有着重要的影响,严谨的后整理工艺流程使面料充分显示羊绒纤维的优良特性[12]。
5.1 后整理工艺流程
后整理工艺流程为:YM-602型电热接触烧毛单元机(常州月夜纺织机械有限公司)→XMJ-152型清洗联合一体机(泰州市通洋洗涤机械制造有限公司)→AS-6401型布料中检机(上海雄芮电子有限公司)→SSC/a-11型剪毛机(克劳斯特后整理设备厂)→FR911型空气柔软整理机(江阴市丰润染整机械有限公司)→HJ-Q2型蒸呢机(东菀市恒钧印花机械实业有限公司)→克劳斯特型压烫机(克劳斯特后整理设备厂)。
5.2 后整理工艺参数和要点
烧毛去掉织物表面毛羽,使织物表面光滑,纹路清新。洗煮对织物进行洗呢,将上道工艺遗留在表面的溶剂溶解在液体中,设定洗煮温度35℃,时间20 min。洗缩过程中设置上辊压力240 000 Pa、缩箱压力140 000 Pa、缩口4cm、车速240 m/min、时间14 min/60 m、风机风量40 m3/s、水温40℃、加入10 g JF-1120羊绒缩绒剂(嘉善江南纺织材料股份有限公司)进行缩毛;设置上辊压力100 kPa、缩口12cm、车速120 m/min、风机风量40 m3/s、时间30 min进行洗毛;最后冲洗出布。烘干过程需要保证超喂3%~4%,车速13 m /min,温度110℃,保证经向弹性。中检检测呢面疵点,以生产出更优质的面料。通过熟修修补面料表面的织疵和纺疵等疵点。刷剪过程对面料正面剪毛4遍,反面剪毛4遍,首先预剪毛1次,正面剪毛刀与绒毛顺向,同时保持3张纸厚度距离,反面剪毛时剪口在托刀刃距离为2张纸厚度距离,刷毛距离则为3张纸厚度,使表面浮游物质得到有效地清除,在剪毛的工艺下,使织物表面平滑整齐,绒脚平齐。将10 g JF-5072平滑剂(嘉善江南纺织材料股份有限公司)搅匀加入槽中,轧液率70%,车速12 m/min,压力200 kPa进行柔软处理。采用罐蒸机61号工艺进行蒸呢,使织物维持持久的光泽度,冷却作业使织物保持一定状态的尺寸和弹性性能。设置温度100℃,张力80 N,车速12 m/min对面料进行压烫。
5.3 面料成品样图
面料成品样图如图3所示,经过后整理工艺后,面料平整光洁,织纹细密清晰,光泽柔和自然,具有舒适柔软、轻薄飘逸、悬垂性好的风格,适合做春夏秋装。
6 结束语
本文采用无染色的青羊绒与紫羊绒进行了羊绒接结双层组织的精纺面料的设计,同时对精纺面料的全流程工艺进行了设计,设计生产出的面料平整光洁,手感滑糯,富有弹性,轻薄飘逸,柔软舒适,附加值高,可用于制作挺阔的春秋季大衣和西装。该面料主要通过烧毛、洗缩、柔软处理、蒸呢和压烫等后整理工序来实现独特风格。本文设计织造的面料无需进行染色,符合绿色低碳、节能环保的纺织产业的加工需求,实现了绿色可持续发展及纺织产品的创新。
猜你喜欢
中国棉花(2022年2期)2022-11-23
数学小灵通(1-2年级)(2022年11期)2022-11-21
学苑创造·A版(2021年10期)2021-10-30
纺织科学研究(2021年6期)2021-07-15
纺织服装流行趋势展望(2020年3期)2020-02-01
流行色(2018年5期)2018-08-27
数学大王·低年级(2018年3期)2018-03-27
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年1期)2016-05-04
测绘科学与工程(2016年6期)2016-04-17
