蓝宝石与Invar 合金超快激光选区微焊接接头组织和性能
2023-12-19 09:01蒋青徐佳宜杨瑾赵一璇潘瑞李鹏
焊接学报 2023年12期
蒋青,徐佳宜,杨瑾,赵一璇,潘瑞,李鹏
(1.上海工程技术大学,上海,201620;2.北京工业大学,北京,100124;3.上海无线电设备研究所,上海,201109)
0 序言
蓝宝石因其卓越的力学性能、光学性能和化学稳定性,被广泛应用于红外军事装置、卫星空间技术、高强度激光的窗口材料、半导体和大规模集成电路的衬底材料[1].上述应用往往涉及蓝宝石与其它结构件或功能部件的连接,其中较有代表性为武器装备光学窗口及整流罩构件,其制造过程往往涉及蓝宝石与金属的连接问题.众所周知,蓝宝石具有极高的化学稳定性,与大多数金属材料之间的反应、扩散和界面结合比较困难[2];此外,蓝宝石与金属的热膨胀系数差异较大,蓝宝石与金属的连接件经高温加热后,在冷却的过程中易产生较大的残余应力,容易形成裂纹等缺陷[3],因此如何实现蓝宝石与金属的高强度、低应力和高精度连接是关键问题.现有蓝宝石等透明硬脆材料与金属的连接技术主要包括胶接[4]、扩散焊[5]、钎焊连接[6]和激光焊接[7]等方法,其制造的蓝宝石/金属结构件在服役于高温、高压、噪声、震动、冲击、过载等严苛条件下依然存在各种问题.①胶接使用的高分子聚合物只能在低温环境下工作,工作温度一般不超过300 ℃,并且高分子聚合物易老化,造成服役件寿命和可靠性下降;② 扩散连接需要很高的连接温度,在接头的偏硬脆性材料侧产生较大应力;③钎焊连接在一定程度上提高了蓝宝石与金属构件的连接强度,但钎焊过程中钎料对蓝宝石的润湿较为困难,需在真空环境下或惰性气体环境中才能实现,此外钎焊一般需进行高温加热,在冷却的过程中易产生较大的残余应力;④ 由于透明硬脆材料的非线性吸收特性,传统激光焊接能量很难在透明硬脆材料中进行精准调控,材料内部易形成较大的热影响区,而使不同热膨胀系数的材料在焊接过程中发生破裂.为避免热膨胀系数差异所造成的缺陷,实际应用中常选择与蓝宝石热膨胀系数相近的Invar 合金作为连接材料,Invar 合金热膨胀系数远低于其它常见金属,具有低的导电、导热性,较高的塑性、韧性、抗损伤性和缺口不敏感性等特点,已广泛应用于卫星波导、航天遥感器等仪器装备中[8-9].
超快激光由于超高的峰值功率密度和超短脉冲时间在透明硬脆材料焊接领域显示出了巨大的潜力[10].超快激光在蓝宝石/金属材料界面或者近界面聚焦时,其焦体积内的强度足以引起材料的非线性吸收,使得材料界面处发生局部熔化,并快速填充界面之间的原始间隙,随后液体快速凝固,最终在界面处形成微焊接.由于超快激光的高度局域性,焊接区域最小特征尺寸可以达到微米级别,实现了微米量级的焊接精度,即微焊接[11].由于超快激光非线性吸收空间选择性,在连接蓝宝石/金属时无需对连接构件进行整体宏观加热,进一步避免了连接界面在冷却过程中因膨胀系数的差异产生残余应力而造成裂纹等缺陷.文中采用超快激光选区微焊接技术成功实现了蓝宝石和Invar 合金的高可靠连接,并研究了激光平均功率的变化对蓝宝石/Invar 合金超快激光选区微焊接接头组织和性能的影响.
1 试验方法
试验所用的单晶蓝宝石 (Al2O3) 尺寸为10 mm × 10 mm × 3 mm 和Invar 合金 (0.639Fe-0.361Ni,质量分数,%) 尺寸为15 mm × 40 mm × 3 mm.蓝宝石表面粗糙度小于170 nm,平整度小于3.57 μm.超快激光焊接蓝宝石和Invar 合金时,对样品间隙具有较为严格的要求,间隙不能超过最短可见光波长的1/4,即达到光学接触[12].为此,焊接前选用400 目~ 2000 目金刚石砂盘以及2.5 μm 的抛光剂对Invar 合金进行磨抛处理,再用酒精超声清洗10 min,清除表面沾染的各种颗粒和有机物,使表面粗糙度达到800 nm 左右.
图1 为蓝宝石与Invar 合金超快激光选区微焊接示意图.由激光器发出的脉冲激光,经反射镜反射进入扩束镜,被扩束后的脉冲再被多次反射进入小孔光阑,消除光斑外围杂散光,最后光束经过显微物镜 (50 倍,NA=0.045 3) 被聚焦,聚焦光斑直径为11.1 μm,激光焦点位于蓝宝石/Invar 合金的界面处,样品经夹具固定放置在由电机控制的x-y运动平台上,z方向通过手动z轴调节.试验所用超快激光器 (Femto YL-40) 波长为1 030 nm,激光功率最大52 W,重复频率0.025~ 5 MHz.焊接加工参数为激光平均功率7.24~ 10.19 W,重复频率200 kHz,扫描速度100 mm/s,通过扩束镜将光斑直径调整为40 μm,扫描线间距80 μm,扫描方式为通过x-y振镜扫描器进行先水平、后竖直的网格式扫描.

图1 超快激光选区微焊接示意图(mm)Fig.1 Schematic illustration of femtosecond laser selective microwelding
采用油水混合物超声浸润法对蓝宝石/Invar 合金接头的密封性进行检测.将样品放入容器中,添加适量的异丙醇,利用超声波清洗机清洗样品5~10 min,清洗后将样品取出,吹干或烘干;再将准备好的样品放在容器中,倒入油水混合物完全没过样品,将容器放入超声波清洗机中,超声10 min;最后在干燥箱中晾干后对样品表面的油水浸润区域进行观察与测量.采用金刚石线切割机对蓝宝石/ Invar合金接头的横截面进行切割,经过金相制样和处理后,通过超景深显微镜对接头宏观形貌进行观察与分析;采用X 射线能谱仪 (EDS) 和扫描电子显微镜(SEM) 进一步分析界面显微组织和成分分布;通过抗剪切强度试验表征接头力学性能,采用自制剪切夹具装配在万能力学试验机 (SFL-25AG) 上,以1 mm/(min·s)恒定速度施加压力,每组参数至少测试3 个试样;借助激光共聚焦显微镜 (LSCM) 分析蓝宝石/ Invar 合金断口宏观形貌和三维形貌,并采用EDS 和SEM 分别对蓝宝石侧和Invar 合金侧的断口微观形貌和成分进行分析.将制备好的蓝宝石/Invar 合金接头通过油水混合物超声浸润法,表征蓝宝石/Invar 合金接头的密封性,分析不同激光能量密度对接头密封性的影响.
2 试验结果与分析
文中重点分析蓝宝石/Invar 合金超快激光选区微焊接接头组织与性能对激光平均功率比变化的响应.固定重复频率为200 kHz、加工速度为100 mm/s,线间距为80 μm,扫描次数为1 次,焦点位于界面处,激光平均功率分别为7.24,8.23 和10.19 W.
2.1 接头密封性
图2 为不同激光功率蓝宝石/Invar 合金接头以及密封性测试结果,浅蓝色区域即为油水混合物浸润的区域范围.测试结果显示,激光功率最低(7.24 W) 和最高 (10.19 W) 制备的接头,油水混合物已经全部进入焊接区域中 (黄色曲线包含区域).当激光功率为7.24 W 时,激光作用所产生的热流体不足以填充原始界面间隙,导致密封性较差;当激光功率较高时 (10.19 W),界面处烧蚀严重,热损伤造成界面处产生微裂纹,导致油水混合物从此处浸入;当采用适中的激光功率 (8.23 W) 时,焊接接头密封性良好,此时油水混合浸入范围为零级衍射区以外 (即牛顿环最中心区域及黄色圆环线条包含区域).
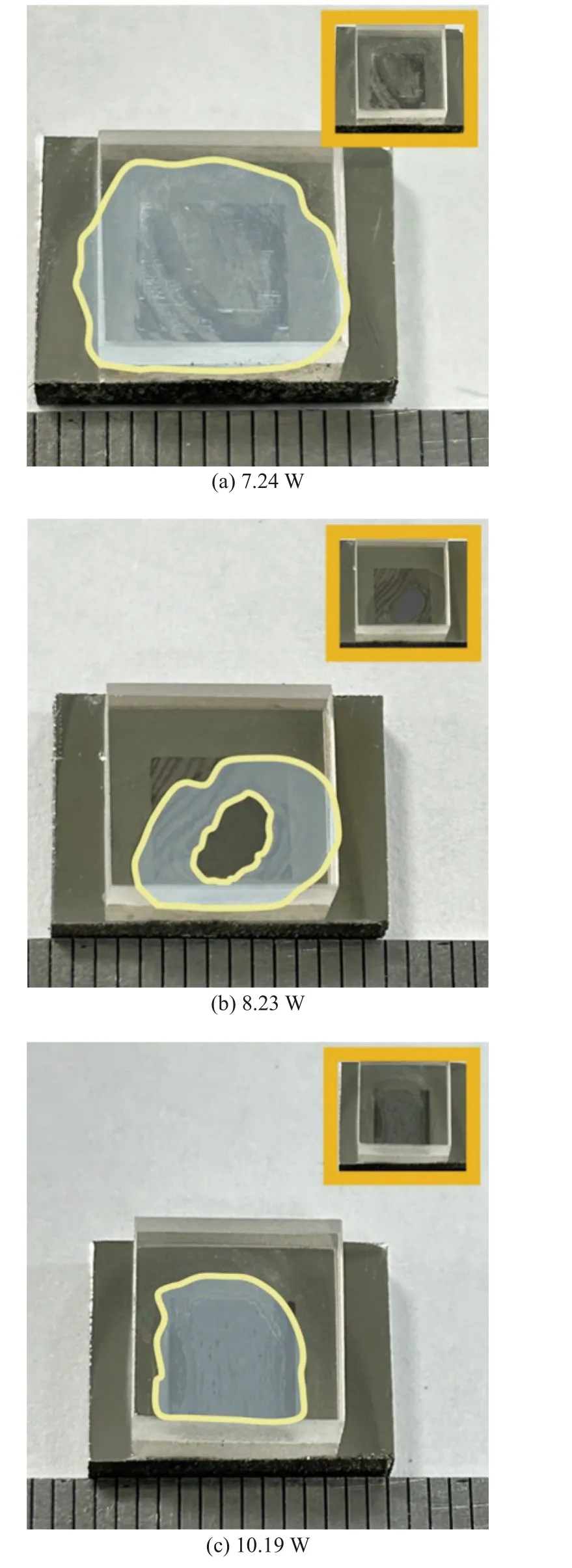
图2 不同激光功率蓝宝石/Inavr 合金接头密封性试验Fig.2 Seal tightness testing of laser joints at different laser average powers.(a) 7.24 W;(b) 8.23 W;(c)10.19 W
2.2 宏观形貌
当飞秒激光聚焦在蓝宝石/Invar 合金界面处时,聚焦区域内的能量密度高于材料烧蚀阈值,使材料发生多光子离子化,并形成等离子体.等离子体的热效应使界面处蓝宝石和Invar 合金发生熔化乃至汽化,发生混合后填充界面处的间隙.由于飞秒激光与材料的相互作用时间远低于材料的热响应时间 (~ 1 μs),因此可以在界面处实现极小的热影响区[13].
图3 为不同激光平均功率蓝宝石/Inavr 合金飞秒激光接头的宏观形貌.由图可知,界面已实现有效连接,并且没有明显的气孔或裂纹生成.当激光平均功率为7.24 和8.23 W 时,界面平直均匀,无显著材料混合;当激光平均功率增加到10.19 W时,界面出现了显著的交错现象,这可能是由于激光能量增加,提高了界面等离子体温度,加剧了界面材料的熔化、汽化以及混合[14].
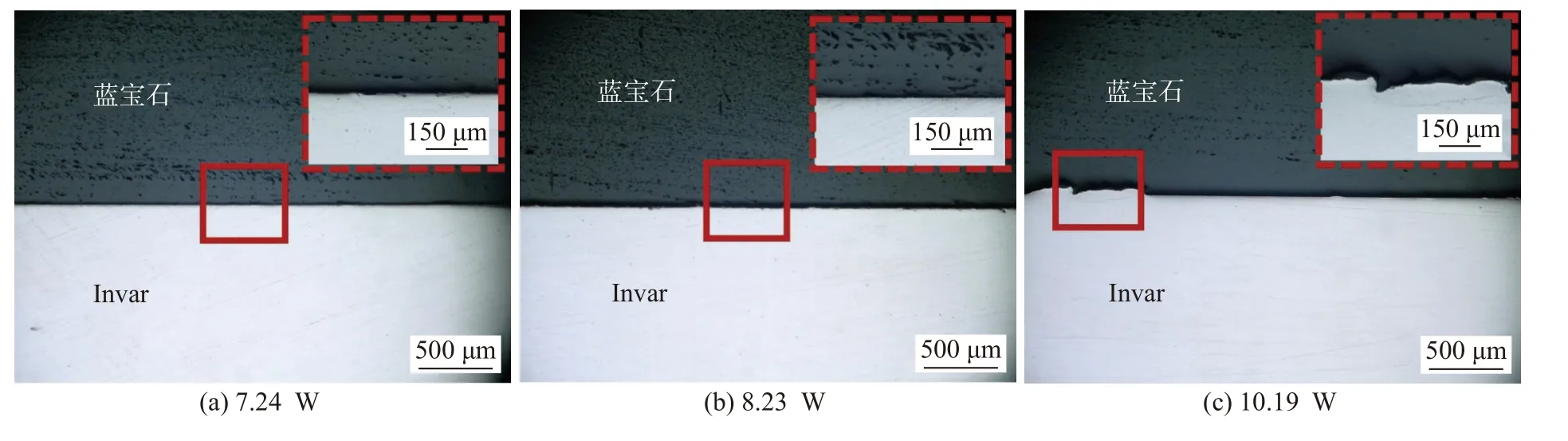
图3 蓝宝石/Inavr 合金飞秒激光选区微焊接头宏观形貌Fig.3 Macroscopic morphology of laser joints at different laser powers.(a) 7.24 W;(b) 8.23 W;(c) 10.19 W
2.3 微观形貌
为了解激光功率对蓝宝石/Invar 合金飞秒激光接头界面熔合和填充的情况,借助EDS 和SEM 分析手段,对接头界面开展了进一步微观形貌组织分析.图4 为激光平均功率7.24 W 时,蓝宝石/Invar合金飞秒激光焊接接头界面形貌.EDS 面扫描分析结果表明,界面处发生了显著的元素扩散,Al 和O 元素向Invar 合金侧的聚集更为明显;由于激光功率较低,激光束诱导的烧蚀作用减弱,焊接区域内样品分界面鲜明,界面热烧蚀以及热冲击作用下的热流体行为不足以完全填充界面处的原始间隙,导致界面间隙与裂纹的形成.

图4 激光功率为7.24 W 时界面SEM 及EDS 图Fig.4 Interfaial SEM and EDS analysis with laser power of 7.24 W.(a) SEM;(b) EDS
当激光功率增加到8.23 W 时,激光作用区域内样品之间不存在明显间隙 (图5).由于能量的增加,出现了蓝宝石向Invar 合金侧的混合,即在远离界面1~ 3 μm 的Invar 合金内部出现了多块形状各异的蓝宝石结构.流体状冷凝特征表明激光作用区域发生了材料的熔化和快速固化过程,而该过程通常被认为是样品微区焊接的必要条件.值得注意的是,Invar 合金熔点为1 430~ 1 450 ℃、沸点约为2 950 ℃,蓝宝石的熔点2 050 ℃,沸点约为3 500 ℃.当界面温度大致介于3 000~ 3 500 ℃时,Invar 合金达到沸点产生等离子体喷发时,蓝宝石仍然为熔融状态,后者将在熔池搅拌下发生流动进入前者,并产生典型的机械咬合特征,机械咬合的程度也将随着等离子体化范围增大而变大变深[15-16].
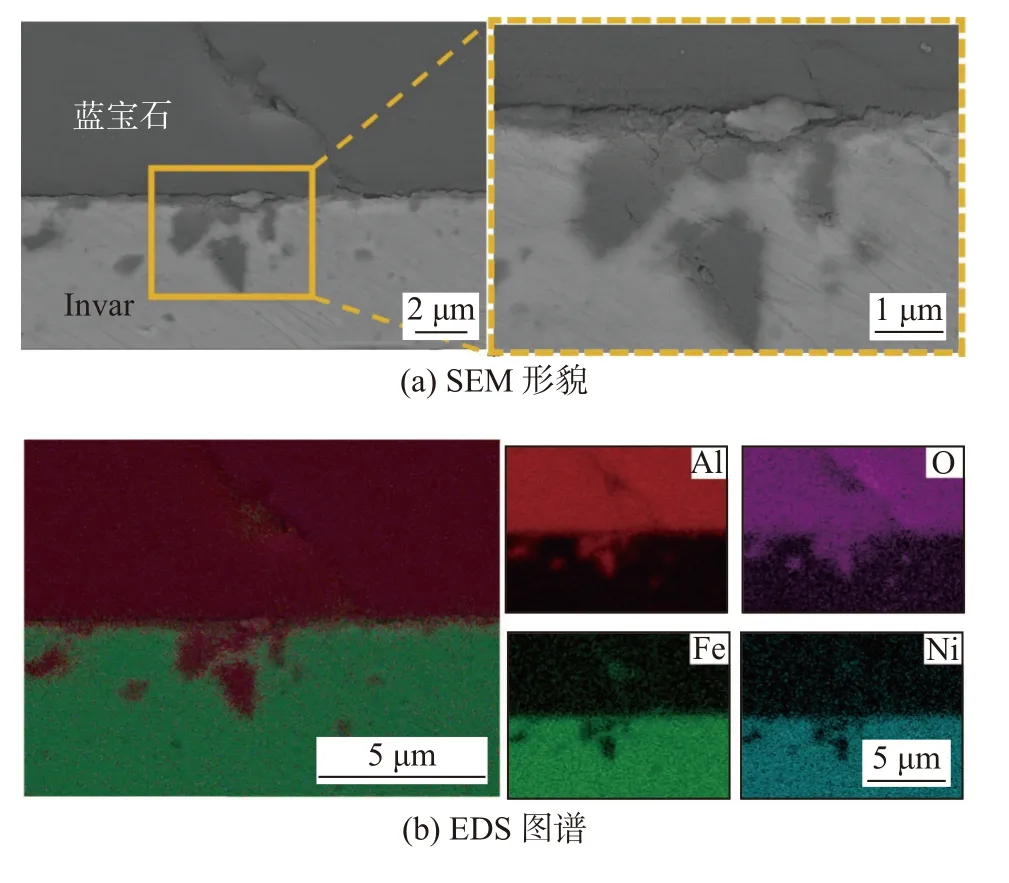
图5 激光功率为8.23 W 时界面SEM 及EDS 图Fig.5 Interfaial SEM and EDS analysis with laser power of 8.23 W.(a) SEM;(b) EDS
当激光功率增加到10.19 W 时 (图6),界面的交融式焊接特征更加明显,蓝宝石/Invar 合金接头的焊合处存在不规则的结合线.在超快激光辐照过程中,由激光诱导的液滴、团簇和颗粒等组成的等离子体在局部化区域内沿界面间隙发生了剧烈的等离子混合和扩散.从图6 能观察到微裂纹沿着焊缝界面分布,主要原因为较强的热输入导致界面处较大的热累积和热应力,从而导致微裂纹的产生.当微裂纹产生后,由于透明硬脆材料对裂纹非常敏感,其极易作为断裂扩展路径,在蓝宝石/Invar 合金接头中产生了薄弱环节,并不利接头性能的提升.尽管如此,由于界面形成了大面积的咬合特征,促进了界面机械咬合作用,有利于接头性能的提升.
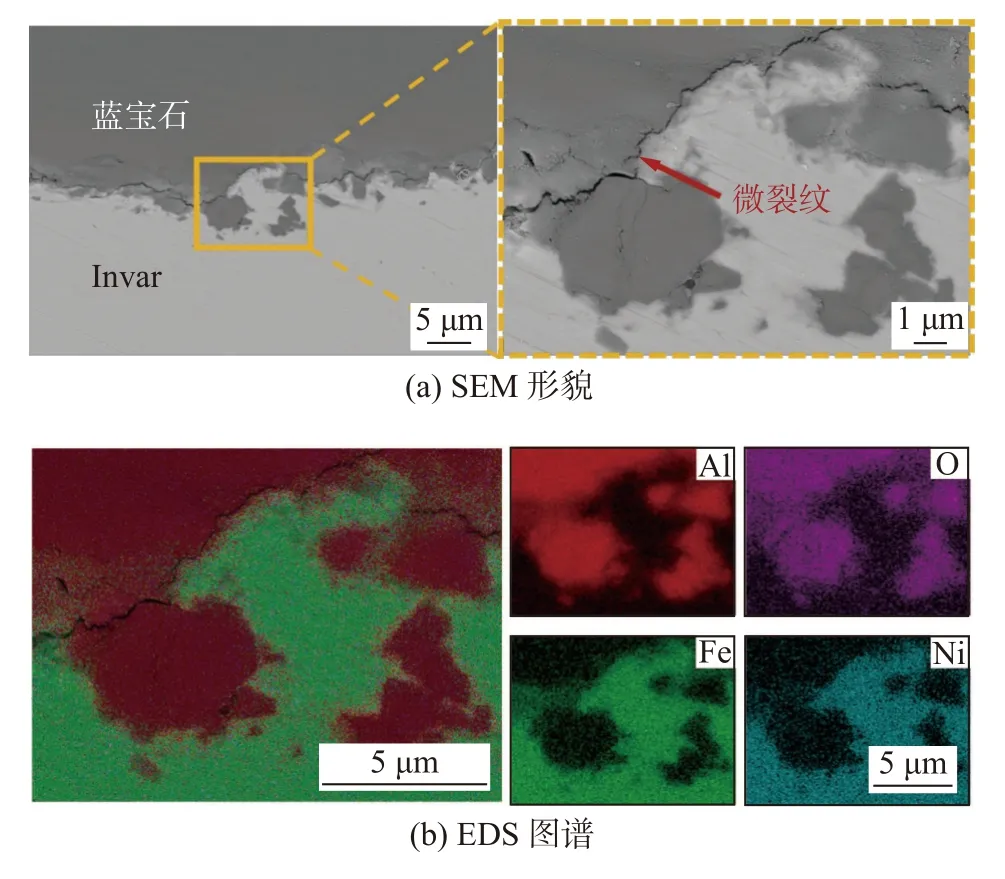
图6 激光功率为10.19 W 时界面SEM 及EDS 图Fig.6 Interfaial SEM and EDS analysis with laser power of 10.19 W.(a) SEM;(b) EDS
基于以上分析,可以将超快激光作用下蓝宝石/Invar 合金界面处分为以下4 种结合方式.①热效应使Invar 合金侧发生熔化,而蓝宝石侧不熔,两种材料的连接仅靠熔融化的Invar 合金冷却凝固连接[17];② 两种材料都在激光的辐照下达到熔点温度,熔融物经熔池搅拌混合达到连接目的;③Invar 合金侧达到一定的激光能量密度,使表面产生等离子体,等离子体与蓝宝石侧熔融物进行混合填充;④ 界面处的两种材料均产生等离子体,等离子体进行混合与扩散填充[18].
2.4 接头力学性能分析
接头连接强度以抗剪强度为标准评估,接头抗剪强度计算式为
式中:Rτ为接头抗剪强度,MPa;Fmax为最大剪切载荷,N;A为加工面积,mm2,均为4 mm2.
图7 为蓝宝石/Invar 合金飞秒激光焊接头抗剪强度随激光功率的变化规律.由图可见,接头抗剪强度随激光功率的增加而增加,当激光功率增加到10.19 W 时,接头抗剪强度达到最大值145.3 MPa.因此为获得较高的接头强度,可以适当提高激光辐照的峰值功率密度,以有效提高材料的非线性吸收效率[19];但过高的峰值功率密度容易导致激光作用区域产生热损伤、热应力残留,甚至微纳多孔结构[20].
表1 为透明硬脆材料和其它材料不同连接方法与接头强度的对比.通过对比可知,蓝宝石/Invar 合金超快激光选区微焊接接头抗剪强度远高于钎焊和超声波焊接头.此外蓝宝石/Invar 合金超快激光选区微焊接接头也远高于其它透明硬脆材料同质/异质超快激光连接接头强度,说明超快激光焊接技术有望实现具有较大物理性能差异材料的直接连接,有利于实现光机部件的高精度、高效率、高性能制造.

表1 透明硬脆材料和其它材料不同连接方法与接头强度对比Table 1 Brittle materials and other materials made by various joining methods and joint strength
2.5 断口分析
图8 为不同激光功率蓝宝石/Invar 合金接头剪切试验宏观断口形貌.在3 组不同的激光功率下,接头剪切试验中发生断裂的位置均在接头界面处.当功率为7.24 W 时,Invar 合金侧表面轻微烧蚀痕迹,且未在表面观察到蓝宝石的残留物质,断口蓝宝石侧附着的白色物质,经EDS 分析为含有Fe 和Ni 元素残留Invar 合金;当激光功率增加到8.23 W,在断口Invar 合金侧和蓝宝石都能观察到两种材料剪切后的结合痕迹;当激光功率为10.19 W 时,同一位置的热输入增加,Invar 合金侧及蓝宝石侧都出现明显的烧蚀,由于热应力过大,在剪切试验中蓝宝石侧产生了宏观裂纹 (图8b 右侧图中阴影位置为产生裂纹的区域).
图9 为不同激光功率断口SEM 形貌.图9a 为激光功率7.24 W 时Invar 合金侧及蓝宝石侧断口微观形貌和EDS 点分析.由图可见,Invar 合金侧无蓝宝石元素的残留,蓝宝石侧断口白色附着物经能谱仪的点分析含有Fe 和Ni 元素 (表2),结合微观界面形貌分析可知,Invar 合金发生熔化填充界面成为实现连接的主导原因.由于金属流动的限制,造成焊接界面间隙的存在,从而在剪切后,附着着熔化Invar 合金层的蓝宝石从界面处被剥离.
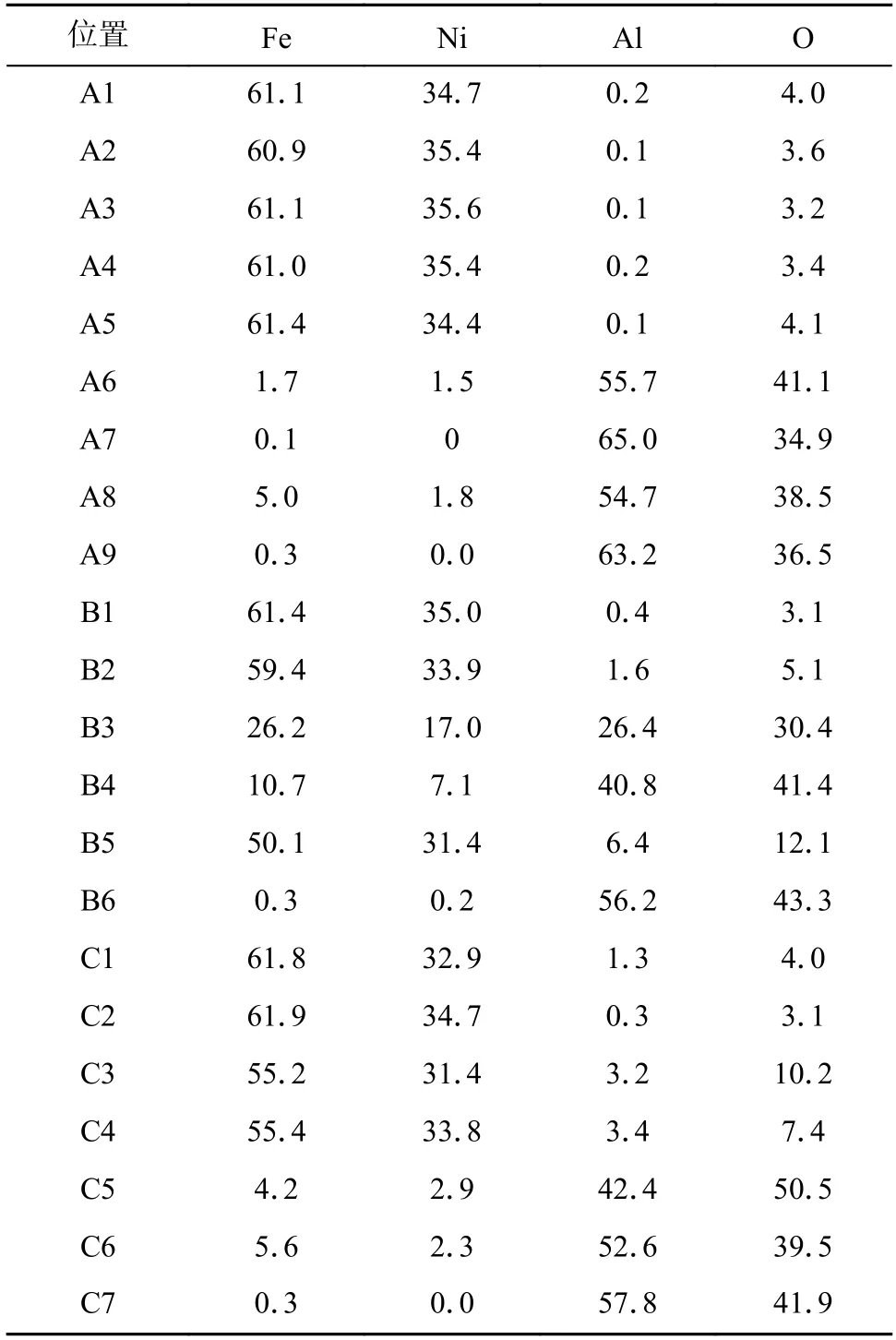
表2 图9 对应EDS 分析 (原子分数,%)Table 2 EDS analysis of the points in Fig.9
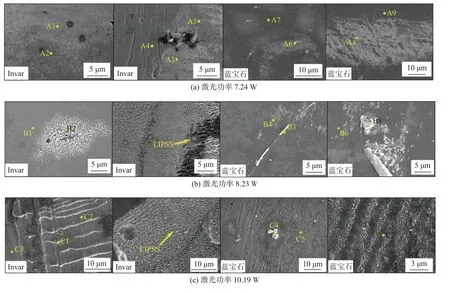
图9 不同激光功率断口SEM 形貌Fig.9 Fracture SEM at different power.(a) 7.24 W;(b) 8.23 W;(c) 10.19 W
图9b 为激光功率8.23 W 时Invar 合金侧及蓝宝石侧断口微观形貌和EDS 点分析.Invar 合金侧断口检测到少量Al 和O 元素存在 (表2),说明此时界面处产生了混合熔融物,同时在一定区域内发现明暗的织状烧蚀结构,此结构形貌为典型的超快激光诱导结构,被命名为激光诱导周期性表面结构(LIPSS)[28],当激光能量密度高于材料的烧蚀阈值时,材料表面才能形成LIPSS 结构以及重熔产物.
当激光功率增加到10.19 W 时 (图9c),Invar合金侧断口表面观察到解理断裂的河流特征.对河流特征的不同区域进行EDS 分析,河流白色边缘含有Al 和O 元素(表2),说明蓝宝石在界面处发生脆性断裂,与蓝宝石硬脆的材料特质相匹配,且随着激光能量的增加,Invar 合金表面的LIPSS 结构更加明显,周期性结构更加规律.蓝宝石侧断口附着物从片状变成了微纳米颗粒状,且分布范围更大更均匀,其中Fe 和Ni 元素的含量对比7.24 和8.23 W 的蓝宝石侧断口有所增加,重熔物的尺寸显著减小 (表2),这是由于材料表面能量密度增加而引起烧蚀的程度增加,烧蚀的羽流被随后的脉冲进一步激发,碎片被进一步电离和汽化,导致沉积的碎屑更小[28].
3 结论
(1) 蓝宝石/Invar 合金飞秒激光接头焊缝成形良好,无宏观裂纹、孔洞缺陷.激光功率对蓝宝石/Invar 合金飞秒激光焊接头密封性具有显著影响,当激光功率为8.23 W 时,蓝宝石/Invar 合金接头密封性良好.
(2) 蓝宝石/Invar 合金接头界面产生了明显元素扩散,说明存在界面冶金结合;界面也出现了机械咬合作用,并且随着激光功率的增加,界面机械咬合程度增加,说明接头连接机理整体为冶金结合和机械咬合.
(3) 蓝宝石/Invar 合金接头抗剪强度随着激光功率的增加而增加,当功率为10.19 W 时,接头抗剪强度达到最大为145.3 MPa.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
装备制造技术(2021年4期)2021-08-05
粉末冶金技术(2021年3期)2021-07-28
贵金属(2021年1期)2021-07-26
制造技术与机床(2019年11期)2019-12-04
小学生作文(中高年级适用)(2017年5期)2017-07-10
红领巾·成长(2016年6期)2016-05-14
文物鉴定与鉴赏(2015年6期)2015-07-06
机电信息(2014年26期)2014-02-27