新型空气动力场强磁选机对微细粒赤铁矿与石英分选的影响
2023-12-16 06:46胡志成谢顺平卢东方
矿产保护与利用 2023年5期
胡志成,谢顺平,卢东方
中南大学 资源加工与生物工程学院,湖南 长沙 410083
引言
我国铁矿资源总量丰富,目前保有储量高达161.24 亿t,开发潜力巨大[1-2],但是,资源整体品位低、嵌布粒度细、共伴生成分复杂,磁铁矿、赤铁矿、褐铁矿、菱铁矿等主要含铁矿物均需通过细磨解离才能与非磁性脉石分离。然而,解离后的微细粒矿物颗粒间相互作用力显著,具有彼此黏附团聚的倾向。在东北、华东、中南等地区矿山普遍采用水作为介质,进行湿式磁选作业,保证颗粒间的高分散性,但是西北地区生态环境脆弱且常年干旱少雨,水资源严重匮乏,进行干式磁选是低成本开发此类资源的首选途径[3-4]。当前,对于微细粒磁铁矿的干式磁选技术研究已经取得了突破性进展,正在逐步商业化推广,其中代表性的设备有内蒙古科技大学研制的三级干式永磁筒式磁选机[5]、山东华特研制的粉矿风力干式磁选机[6]、中国矿业大学研制的气固流态化磁选机[7]和中南大学研制的新型风力干式磁选机[8]。这些磁选机均通过引入空气动力场增加粉矿的流动性,利用高速气流实现矿物的松散和非磁性脉石的脱除。然而,针对微细粒赤铁矿、褐铁矿、菱铁矿等弱磁性铁矿物分选的干式强磁选机仍处于研究阶段[9-10],鲜有成功的应用报道。本研究借鉴微细粒磁铁矿干式磁选的研究成果[11],研究空气动力场强磁选机,以赤铁矿石英混合矿为研究对象,进一步探究空气动力场强磁选机对微细粒弱磁性铁矿干式磁选的影响,为弱磁性矿物资源的干法分选提供有力保障。
1 试验平台
本研究在常规干式强磁选机的基础之上,通过引入空气动力场,研制了空气动力场干式强磁选机,设备结构如图1(a)所示。其特点在于,在挤压磁系的外部设置分选滚筒,分选滚筒表面由多孔材料制成,气流可以从筒内向筒外发散,在筒体外表面形成均匀的流态化床层。工作原理如图1(b)所示,矿物通过气流辅助输送装置进入到分选区域,在分选区域中,矿物首先被筒体表面的发散气流流化分散,之后按颗粒密度有序分层,其中下层的高密度弱磁性颗粒因受到较强的磁力作用,克服气流曳力,吸附在筒体表面,随着滚筒转动进入无磁区,脱落至精矿槽;上层的非磁性脉石和贫连生体因受到较弱的磁力,无法克服气流曳力和离心力,被直接抛落至尾矿槽。整个分选过程实现了弱磁性矿物空气流化-重力分层-磁力分离过程的同步强化,可以最大限度提高干法分选精度。
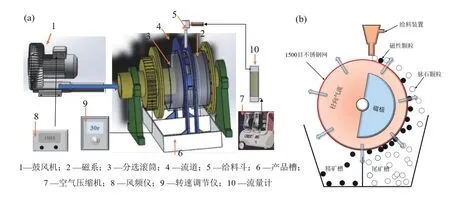
图1 空气动力场干式强磁选机结构(a)及分选原理(b)Fig. 1 Aerodynamic dry high-intensity magnetic separator (a: structural diagram; b: sorting schematic diagram)
该磁选机的磁场特性如图2(a)~(d)所示,由图2(a)可知,采用钕铁硼N50 永磁体和纯铁铁芯交替排布,通过永磁体同极向挤压,在铁芯外部产生1 T 以上的强磁场,磁场磁感应强度由铁芯表面向外逐渐衰减。距磁系表面5 mm(筒体外表面)、10 mm、15 mm 处的磁场强度如图2(b)所示,从图中可看出,沿轴向延伸,磁场分布呈现周期变化,磁感应强度波峰波谷交替出现。距磁系表面5 mm 处的波峰磁感应强度为0.82 T,波谷为0.49 T;15 mm 处,波峰、波谷的磁感应强度分别为0.33 T 和0.23 T,差值缩小,磁场分布更加均匀。相比于仿真值,实测值略低,5 mm 处最大值为0.72 T,最小值为0.31 T;15 mm 处最大值为0.22 T,最小值为0.21 T。实测值的变化趋势与仿真结果基本吻合,但磁感应强度略低0.1 T 左右。距磁系表面5 mm 处的磁场梯度沿轴向的分布规律如图2(c)所示,铁芯区域的磁场梯度远大于永磁块区域,铁芯边沿处的磁场梯度最大,为8×107A/m2;磁块中心磁场梯度最小,为3.5×107A/m2。铁芯中心径向磁感应强度分布如图2(d)所示,整体呈现先增大后减小的分布规律,当径向距离由0 mm 增大至2.5 mm 处时,磁感应梯度由4×107A/m2增大到1.09×108A/m2,当距离继续增大到10 mm 处时,磁场梯度又降低到4.07×107A/m2,在铁芯径向距离0~10 mm 处磁场梯度较大。

图2 空气动力场干式强磁选平台磁场分布特性(a—磁场分布云;b—磁感应强度分布;c—轴向磁场梯度分布;d—径向磁场梯度分布)Fig. 2 Distribution of magnetic field in aerodynamic dry high-intensity magnetic separation (a: magnetic field distribution, b: magnetic induction, c: axial magnetic field gradient, radial magnetic field gradient)
分选腔内的流场分布如图3 所示,筒体表面的发散风速值对分选腔内的流场分布有较大的影响,当筒表面风速为0 m/s 时,高流速区域集中分布于筒表面处,与筒面相切,径向流速较小,气流往腔体下方出口流出,矿物流化分散性差;而随着筒表面风速增大到0.72 m/s,腔内高流速区域偏离筒表面,腔体上方出口处流速增大,为主要气流出口,此时微细粒弱磁性矿物难以到达筒体表面而被直接吹走,造成回收率较低,因此合适的筒体表面风速对于弱磁性矿物的流态化分选至关重要。
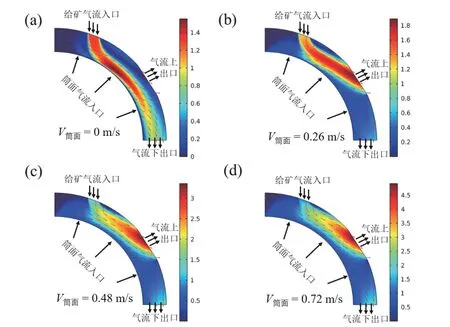
图3 空气动力场干式强磁选平台流场分布特性(a-筒表面气流速度0 m/s;b-筒表面气流速度0.26 m/s;c-筒表面气流速度0.48 m/s;d-筒表面气流速度0.72 m/s)Fig. 3 Distribution of airflow velocity in different surface airflow velocity (a: 0 m/s, b: 0.26 m/s, c: 0.48 m/s, 0.72 m/s)
2 试验样品及试验方法
2.1 试验样品
由于实际矿石嵌布粒度复杂,为排除解离度对进一步评价空气动力场的影响,本研究采用石英与赤铁矿的人工混合矿样。其中,石英纯矿物源于大块石英,通过破碎、人工挑拣、磨矿、盐酸浸泡,然后进行洗涤、筛分、烘干制得;赤铁矿纯矿物源于国外某高纯块状赤铁矿,对其进行破碎、磨矿、筛分、烘干制得。图4(a)和(b)分别为所制石英和赤铁矿矿样的XRD 图谱,两种纯矿物矿样的杂质峰少,纯度高,符合试验要求。赤铁矿的振动样品磁强计(VSM)测量结果如图4(c)所示,设备有效分选区域磁场强度为0.72 T,此时矿物的比磁化系数为2.0×10-6m3/kg。将筛分制得的-0.15+0.074 mm、-0.074+0.038 mm、-0.038+0.015 mm 三种粒级石英和赤铁矿分别按3∶1 的质量比例混合,配成20 g后混匀,用于同粒级人工混合矿试验。混合后,各粒级矿样的TFe 含量均为17.5%,详细的颗粒尺寸分布如图4(d)所示,其中-0.15+0.074 mm、-0.074+0.038 mm、-0.038+0.015 mm 粒级混合矿的平均粒径分别为0.155 mm、0.069 mm、0.030 mm。将-0.038+0.015 mm石英与-0.15+0.074 mm 赤铁矿、-0.15+0.074 mm 石英与-0.038+0.015 mm 赤铁矿分别按质量比3∶1 混合,配成20 g 后混匀,用于异粒级人工混合矿试验。
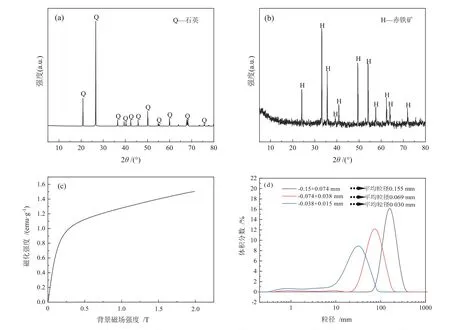
图4 试验样品特性表征(a—石英XRD 图谱;b—赤铁矿XRD 图谱;c—赤铁矿磁化曲线;d—同粒级人工混合矿粒度分布)Fig. 4 Characterization of experimental samples (a: XRD of quartz, b: XRD of hematite, c: B-H curve of hematite, d: particle size analysis)
2.2 试验方法
试验操作时,首先打开风机和空气压缩机,调节风频仪和空气流量计示数,开启磁选机旋转筒,通过变频器调节滚筒转速;之后手动均匀给料,流态化分选,待分选结束后,关闭风机和空气压缩机,关闭磁选机旋转筒,收集精尾矿产品;重复试验步骤,分别考察筒表面风速、滚筒转速、给矿风速对不同黏附情况矿物分选指标的影响,将每次试验收集的精尾矿进行称重和化验品位,计算精矿产率和回收率,计算公式如式(1)~(2)所示[12]:
式中,η为精矿产率,%;M为精矿质量,g;m为尾矿质量,g;ε为回收率,%;α为原矿品位,%;β为精矿品位,%。
3 试验结果与分析
颗粒间黏附作用对赤铁矿干式分选的影响具体表现为以下三类:细粒赤铁矿与细粒石英间的黏附、细粒赤铁矿与粗粒石英间的黏附、粗粒赤铁矿与细粒石英间的黏附。固定筒表面磁场磁感应强度为0.72 T,在筒表面风速为0~1.12 m/s、滚筒转速为30~150 r/min、给矿风速为0~4.45 m/s 范围内调节自变量参数,得到-0.15+0.074 mm、-0.074+0.038 mm、-0.038+0.015 mm粒级赤铁矿与相应粒级石英混合的同粒级混合矿的单因素条件试验结果,以及-0.15+0.074 mm 赤铁矿混合-0.038+0.015 mm、-0.038+0.015 mm 粒级赤铁矿混合-0.15+0.074 mm 粒级石英的异粒级混合矿的单因素条件试验结果。
3.1 同粒级人工混合矿试验
图5 为同粒级人工混合矿筒表面风速条件试验结果(滚筒转速30 r/min,给矿风速1.27 m/s),由图可知,对于三个不同粒级的人工混合矿,随着筒表面风速的增大,指标变化趋势相对一致,精矿品位均先提高后提高幅度趋于平缓,且回收率持续下降。提高风速,颗粒受到的气流曳力增大,颗粒远离筒表面的运动趋势增大,当气流曳力小于磁性颗粒受到的最小磁力时,赤铁矿颗粒受到磁力作用向筒表面吸附,而石英受离心力和气流曳力作用远离筒表面,筒表面风速的适当提高扩大了磁性颗粒和脉石颗粒的分离轨迹差异,精矿品位提高;当气流曳力开始大于磁性颗粒受到的最小磁力时,部分赤铁矿颗粒脱离筒表面,使得回收率降低。此外,随着粒度的变细,精矿品位逐渐下降,当筒表面风速为0 m/s 时,-0.15+0.074 mm、-0.074+0.038 mm 和-0.038+0.015 mm 粒级的精矿TFe品位分别为58.17%、53.42%和29.71%;增大筒表面风速至0.38 m/s 时,三个粒级的精矿品位依次可以提高到65.80%、64.11%和42.29%。相比于前两个粒级,-0.038+0.015 mm 的精矿品位显著下降,且回收率较低,仅为56.66%。矿物粒度变细后,颗粒间相互作用力增强,黏附结团现象突显,矿物流化分散时,所需要的风速较高,但是颗粒粒径减小,颗粒受到的磁力也相应减小,高流化竞争力和低磁捕获力之间的矛盾导致-0.038+0.015 mm 粒级的磁性颗粒与石英颗粒的分离较为困难[13-14]。
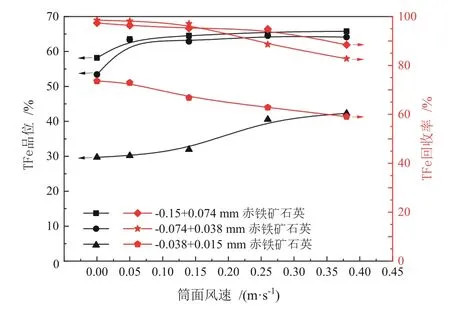
图5 同粒级人工混合矿筒表面风速条件试验精矿指标Fig. 5 Experimental results of surface airflow velocity for mixture of hematite and quartz with the same particle size
图6 为同粒级人工混合矿有风条件下滚筒转速条件试验结果(筒表面风速0.26 m/s,给矿风速1.27 m/s)。由图可知,随着滚筒转速的提高,-0.15+0.074 mm、-0.074+0.038 mm 粒级的精矿品位变化不大,回收率持续降低。滚筒转速提高,矿物颗粒受到的离心力增大,由于筒表面风速的存在,其产生的曳力足以提供矿物分离所需的竞争力,即精矿品位较高,难以进一步提升,反而使得回收率降低。然而对于-0.038+0.015 mm粒级,随着滚筒转速的增加,精矿品位缓慢提高,滚筒转速的提高使得矿物受到的离心力提高,即竞争力提高,由此更多的脉石被抛离,精矿品位进一步提高。当滚筒转速为90 r/min 时精矿品位为46.03%,回收率为57.50%。
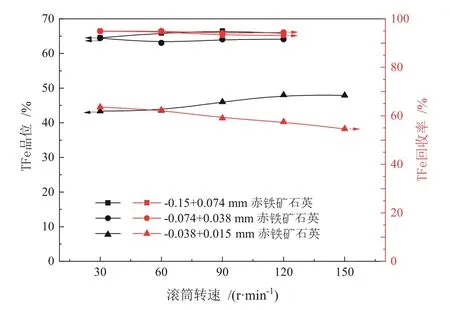
图6 同粒级人工混合矿滚筒转速条件试验精矿指标Fig. 6 Experimental results of rotor speed for mixture of hematite and quartz with the same particle size
图7 为同粒级人工混合矿给矿风速条件试验结果(筒表面风速0.26 m/s,滚筒转速90 r/min)。由图可知,-0.15+0.074 mm 和-0.074+0.038 mm 粒级随着给矿风速的增大,精矿品位无明显变化,回收率持续下降,且-0.074+0.038 mm 粒级的降幅显著高于-0.015+0.074 mm。-0.038+0.015 mm 粒级随着给矿风速的提高,精矿品位和回收率都明显降低。颗粒粒度越小,受到的磁力越小,细颗粒相较于粗颗粒更易流失,而石英由于粒度在气流中处悬浮状态,容易跟随气流弥散到精矿槽,使得精矿品位降低。因此,给矿气流不易过大,采用能保证顺利给料的最小值1.27 m/s 即可。
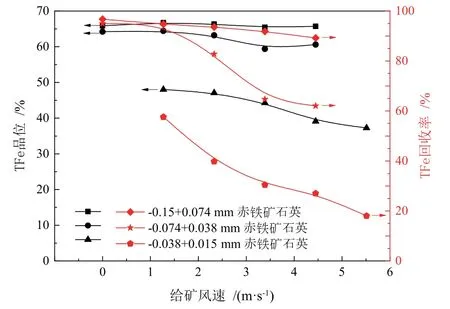
图7 同粒级人工混合矿给矿风速条件试验精矿指标Fig. 7 Experimental results of feed airflow velocity for mixture of hematite and quartz with the same particle size
为进一步对同粒级混合矿中空气动力场的强化效果进行讨论分析,图8 给出了空气动力场磁选机和常规磁选机在同粒级混合矿中的最佳分选指标。由图可知,对于+0.038 mm 的粒级,常规磁选机依靠调节滚筒转速可以获得和空气动力场体系相近的分选性能,品位和回收率均基本相当;对于-0.038 mm 的粒级,空气动力场磁选机的分选性能显著优于常规磁选机,在回收率近的情况下,空气动力场磁选机的精矿品位比常规磁选机高20 百分点左右。空气动力场的引入强化了-0.038 mm 粒级弱磁性矿物的分选。
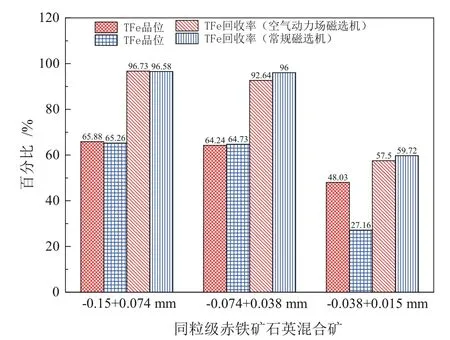
图8 同粒级混合矿空气动力场磁选机和常规磁选机分选指标对比Fig. 8 Comparison of separation indexes between conventional magnetic separator and aerodynamic magnetic separator for mixture of hematite and quartz with the same particle size
不同粒度颗粒间的受力差异是导致上述结果的根本原因,图9 为赤铁矿、石英颗粒受力大小随着粒径变化的曲线。从图中可以看出,随着粒径的减小,磁力、重力、离心力下降幅度最大,而曳力、范德华力下降幅度较小。当颗粒粒径在-0.15+0.038 mm 粒级范围内时,颗粒间的范德华力值不显著,低于离心力,依靠调整滚筒转速就可获得充足的竞争力,分选可有效进行;当颗粒粒径在-0.038+0.015 mm 时,颗粒间的范德华力值显著,大于离心力,小于磁力,此时仅靠调整滚筒转速无法实现有效分选,而空气动力场提供的气流曳力大于范德华力,可作为有效的竞争力,亦可实现赤铁矿与石英的分离。当颗粒粒径在-0.015 mm范围时,颗粒间范德华力十分显著,大于赤铁矿受到的磁力。此时,气流曳力值仍满足分离赤铁矿和石英间所需力的大小,但曳力大于磁力,磁性颗粒将无法吸附在筒面,无法实现分离。结合三种粒级混合矿在常规磁选机和空气动力场磁选机的最佳参数下获得的精矿扫描电镜图(SEM)来看(图9(c)~(h)),-0.15+0.074 mm、-0.074+0.038 mm 两个粒级较易分选,两种磁选机的分选效果相近,两者获得的精矿表面干净,几乎无石英的存在;-0.038+0.015 mm 粒级较难分选,两种磁选机获得的精矿产品都存在有部分石英,但空气动力场磁选机获得精矿产品中的石英含量要显著低于常规磁选机。
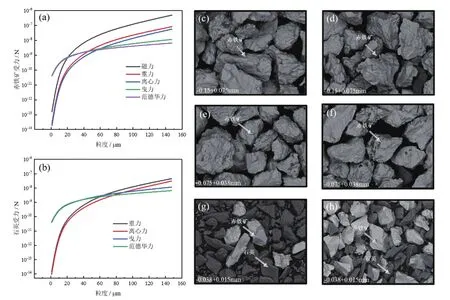
图9 矿粒主要受力随颗粒直径的变化(a—赤铁矿;b—石英)和同粒级混合矿选别后的精矿扫描电镜图(c、e、g—常规磁选机;d、f、h—空气动力场磁选机)Fig. 9 The forces acting on different particle size (a: hematite; b: quartz) and the SEM of concentrate of mixture of hematite and quartz with the same particle size (c, e, g: conventional magnetic separator; d, f, h: aerodynamic magnetic separator)
3.2 不同粒级人工混合矿试验
图10 为不同粒级人工混合矿筒表面风速条件试验结果(滚筒转速30 r/min,给矿风速1.27 m/s)。由图可知,对于-0.038+0.015 mm 石英在-0.15+0.074 mm 赤铁矿表面的黏附,随着筒表面风速由0 m/s 增大到0.38 m/s,黏附现象大幅度缓解,精矿品位由28.51%提高到63.19%,回收率由99.15%降低到86.46%。对于-0.038+0.015 mm 赤铁矿在-0.15+0.074 mm 石英表面的黏附,随着筒表面风速由0 m/s 增大到0.8 m/s,精矿品位由46.18%增大到63.49%,回收率由95.27%缓慢降低至90.7%。因此,筒表面风速明显消除了粗颗粒和细颗粒之间的黏附现象。
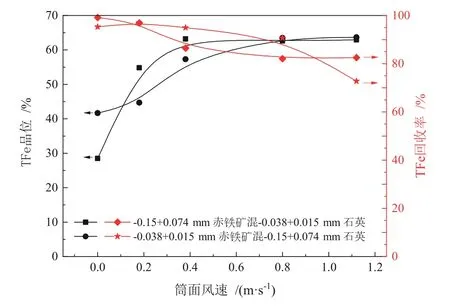
图10 不同粒级人工混合矿筒表面风速条件试验精矿指标Fig. 10 Experimental results of surface airflow for mixture of hematite and quartz with different particle size
图11 为不同粒级人工混合矿滚筒转速条件试验结果(给矿风速0.18 m/s,给矿风速1.27 m/s),由图可知,对于-0.038+0.015 mm 石英在-0.15+0.074 mm 赤铁矿表面的黏附,滚筒转速呈现负面影响,滚筒转速的提升不利于精矿品位、回收率的提升。高滚筒转速会使得径向气流方向改变,气流流动趋于精矿槽方向,石英粒度小,在空中悬浮,易跟随气流进入精矿槽,使得精矿品位降低。对于-0.038+0.015 mm 赤铁矿在-0.15+0.074 mm 粗粒石英表面的黏附,滚筒转速对分选指标的影响较大,滚筒转速的提高,精矿品位提升明显。当滚筒转速从30 r/min 提高至150 r/min 时,回收率仅变化了0.56 百分点,而精矿品位提高了19.43%。由此可见,滚筒转速的提高有利于粗粒石英的抛除,而不利于细粒石英的抛除。
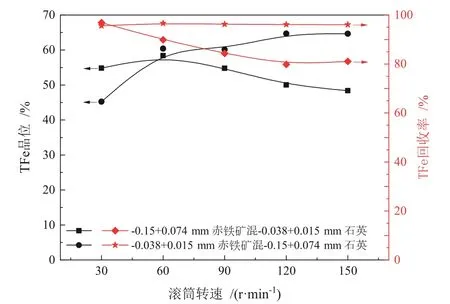
图11 不同粒级人工混合矿滚筒转速条件试验精矿指标Fig. 11 Experimental results of rotor speed for mixture of hematite and quartz with different particle size
图12 为不同粒级人工混合矿给矿风速条件试验结果(筒表面风速0.18 m/s,滚筒转速120 r/min),由图可知,对于-0.038+0.015 mm 石英在-0.15+0.074 mm 赤铁矿表面的黏附,给矿风速的适当提高对精矿品位有较好的提升。当给矿风速从0 m/s 增大至1.27 m/s 时,回收率有小幅度提高,这是由于气流的存在有助于矿物分散,可减少因粗粒赤铁矿被石英包裹而直接进入尾矿的现象。然而过大的给矿风速会使得回收率大幅度下降,当给矿风速由0 m/s 提升至4.45 m/s 时,回收率由92.43%降至50.55%,因此气流流速的控制尤其重要。对于-0.038+0.015 mm 赤铁矿在-0.15+0.074 mm 石英表面的黏附,随着给矿风速的提高,精矿品位几乎不变,回收率持续降低。当给矿风速大于1.27 m/s 时,回收率开始大幅度下降,风速达到4.45 m/s时,回收率仅有46.05%。
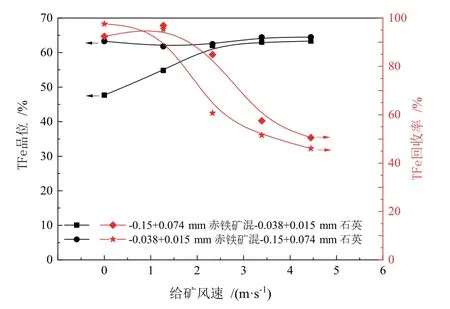
图12 不同粒级人工混合矿给矿风速条件试验精矿指标Fig. 12 Experimental results of feed airflow velocity for mixture of hematite and quartz with different particle size
为进一步对不同粒级混合矿空气动力场的强化效果进行讨论分析,图13 给出了空气动力场磁选机和常规磁选机对不同粒级混合矿的最佳分选指标。从图中可以看出,与常规磁选机相比,空气动力场可以有效缓解-0.038+0.015 mm 石英在-0.15+0.074 mm赤铁矿表面黏附的情况,在回收率几乎一致的情况下,空气动力场磁选机精矿品位提高了近10 百分点。然而,对于-0.038+0.015 mm 赤铁矿在-0.15+0.074 mm 石英表面黏附的情况,常规磁选机就可以获得较高的品位和回收率,空气动力场的引入反而导致更多的细粒赤铁矿被吹离筒表面进而降低精矿回收率。因此对于微细粒弱磁性矿物流化分散的同时,需要更高的磁场强度和磁场梯度,才能进一步提高分选过程中的精矿回收率。
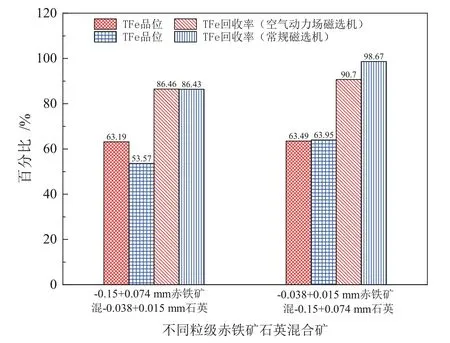
图13 不同粒级混合矿空气动力场磁选机和常规磁选机分选指标对比Fig. 13 Comparison of separation indexes between conventional magnetic separator and aerodynamic magnetic separator for mixture of hematite and quartz with different particle size
从图14(a)中可以看出,在-0.15+0.074 mm 赤铁矿混-0.038+0.015 mm 石英分选过程中,赤铁矿受到的磁力大于离心力与曳力之和,由此赤铁矿在接触到筒面后附着牢固,对于石英颗粒,由于粒径较小,受到的离心力较小,与赤铁矿间的范德华力大,当石英黏附在赤铁矿表面时,单靠离心力无法实现分离,而引入曳力后,曳力大小与范德华力接近,可强化石英颗粒与赤铁矿的分离过程,由此有风条件下的分选指标要优于无风条件。结合空气动力场磁选机和常规磁选机精矿产品的扫描电镜图(SEM)(图14(c)和(d))可知,常规磁选机获得的精矿产品含有大量石英,石英或单独黏附在赤铁矿表面,或黏附成团包裹着赤铁矿,而空气动力场磁选机获得的精矿产品中,石英含量较少,主要以单个颗粒形式黏附在赤铁矿表面。
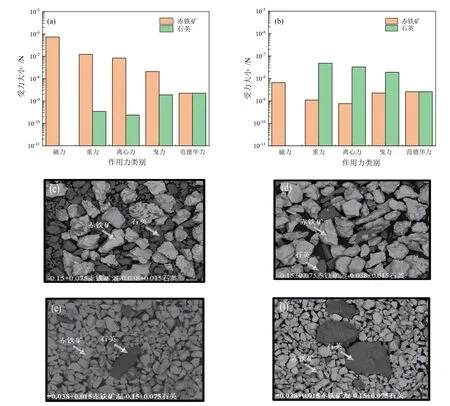
图14 -0.15+0.074 mm 粒级赤铁矿混-0.038+0.015 mm 粒级石英颗粒受力大小和精矿产品扫描电镜图(a—受力大小;c—常规磁选机精矿扫描电镜;d—空气动力场磁选机精矿扫描电镜);-0.038+0.015 mm 赤铁矿混-0.15+0.074 mm 石英颗粒受力大小和精矿产品扫描电镜图(b—受力大小;e—常规磁选机精矿扫描电镜;f—空气动力场磁选机精矿扫描电镜)Fig. 14 The force acting on the mixture of -0.15+0.074 mm hematite and -0.038+0.015 mm quartz (a) and SEM of concentrate of the mixture (c: conventional magnetic separator, d: aerodynamic magnetic separator); The force acting on the mixture of-0.038+0.015 mm hematite and -0.15+0.074 mm quartz (b) and SEM of concentrate of the mixture (e: conventional magnetic separator, f: aerodynamic magnetic separator)
从图14(b)中可看出,-0.038+0.015 mm 赤铁矿混-0.15+0.074 mm 石英的分选过程中,赤铁矿粒径较小,受到的磁力偏小,但其值仍大于离心力与曳力的和,可被较好地回收,对于石英颗粒,由于粒径较大,受到的离心力较大,范德华力较小,当石英颗粒黏附在赤铁矿表面时,通过调节滚筒转速适当提高离心力可较好地将两者分离,而当存在气流曳力时,气流曳力同样大于范德华力,但是此时气流曳力、离心力和重力提供的合竞争力与磁力接近,导致部分赤铁矿因无法被磁力捕获而进入到尾矿中。结合空气动力场磁选机和常规磁选机精矿产品的扫描电镜图(SEM)(图14(e)和(f))可知,空气动力场磁选机和常规磁选机获得的精矿产品几乎相同,产品中含有极少量的大颗粒石英,细粒的赤铁矿黏附在石英表面。
4 结论
(1)在常规干式强磁选机的基础之上,将密闭筒面替换为多孔筒面,通过引入筒表面气流和给矿气流,研制了一种新型的空气动力场强磁选机。
(2)新型空气动力场强磁选机利用气流对分选过程中的微细颗粒进行分散,有效减少了脉石在磁性产品中的夹杂,显著提高了微细粒赤铁矿干式磁选的选择性。
(3)与常规干式强磁选机相比,新型空气动力场强磁选机一方面强化了-0.038 mm 粒级赤铁矿的分选,在精矿回收率相近的情况下,品位提高了20 百分点;另一方面大幅度消弱了-0.038 mm 石英在+0.074 mm赤铁矿表面的黏附,避免细粒石英因黏附在赤铁矿表面而进入到精矿中,降低精矿品位。
(4)与常规干式强磁选机相比,新型空气动力场强磁选机同时也会增大分选竞争力,导致赤铁矿回收率降低,进一步增大磁选机的磁场磁感应强度和磁场梯度,是强化回收率的重要保障。
猜你喜欢
矿冶工程(2022年6期)2023-01-12
现代矿业(2022年4期)2022-05-08
科学技术创新(2021年22期)2021-08-16
东北大学学报(自然科学版)(2021年1期)2021-01-15
空间科学学报(2020年6期)2020-07-21
湖北农机化(2020年5期)2020-01-08
现代矿业(2018年6期)2018-08-01
石家庄铁路职业技术学院学报(2015年3期)2015-11-30
金属矿山(2013年12期)2013-03-11
金属矿山(2013年5期)2013-03-11