PLC 技术在数控机床电气控制中的应用研究*
2023-12-16 04:58何士林
南方农机 2023年24期
何士林
(武昌工学院,湖北 武汉 430065)
在我国产业化快速发展的过程中,机床是汽车、机械生产以及军工行业的主要工具,在国民经济体系中占有重要地位。而PLC 作为一种可编程控制装置,是机床的核心器件之一。PLC 具有抗干扰性,运行可靠,由多个标准模块构成,可大幅度提高故障维修准确率和维修效率,在数控机床的控制系统中加入PLC技术,从而增加系统的准确性,可以实现对机床的高精度控制,减少人工成本的投入,更加精准、快速地完成任务,提高生产效率和生产安全性,在现代工业生产中具有很强的应用价值,可以进一步推动我国数控机床朝着自动化、智能化的方向发展。
1 PLC技术在数控机床电气控制中的应用分析
1.1 对PLC的分析
PLC 作为一种可编程装置,其处理器非常复杂,CPU、电源、储存器、输入单元和输出单元是它的基本单元。其中,CPU 是计算设备的核心组件,用于逻辑运算,相关数据由存储器储存到PLC 中。电源是向PLC 设备供电、保证PLC 正确运行的结构部件。外部或内部的信号由输入单元接收,主要由输出单元发出相应指令来控制相关的设备。PLC 控制的关键是编程语言简单、操作简明、可靠性高、抗干扰能力强,在现代化工业运用中的实用性强[1]。将PLC 技术运用于数控机床电气控制,可以提高机床的准确性、智能性以及自动化水平,同时也可以根据被控对象进行输入和输出的调节,实现机床的高精度控制,全面推进工业的智能化和自动化。
1.2 对伺服系统的分析
伺服系统也称为随动系统,是指被控量为位移、速度和加速度的反馈控制系统,最初用于国防军工、航空航天、船舶等领域,但随着科技的不断进步和社会的不断发展,伺服系统也逐渐运用到了国民经济的许多方面,如数控机床、电动汽车、机器人控制等。其具有快速响应、稳定性好、柔性好、精度高等优点,没有超调和低速大转矩,调速范围宽,可以使我国工业朝智能化、绿色化、高精度方向发展。
1.3 对数控机床的分析
数控机床(全称为数字控制机床)是一种装有程序控制系统的自动化机床。它分为四大系统,分别是控制系统、位置检测系统、伺服系统和计算机系统。数控机床根据计算机的程序编程控制,经过一系列数控运算分析,将编好的数字、文字、符号等程序指令,经过配备好的接口和伺服控制装备,按要求将要加工的零件自动加工出来。对比传统机床,数控机床有着更高的精度,可以进行更复杂的加工步骤,加工效率更高,人力投入成本也更少[2]。
2 PLC技术在数控机床电气控制中的实际应用
2.1 总体结构设计
该设计系统通过多个西门子S7-1200 系列PLC 模块来实现机床的点到点移动,机床接收到PLC的输出信号后,通过伺服系统对机床进行控制,以实现自动运行的功能,同时还具有手动加工和自动加工的功能。
整个系统将建立一个模块化控制系统,通过对按键的控制让机床启动。整体控制是对机床进行集中控制的同时提高效率,机床上单独的加工器件也可以单独成为一个子系统,能够受到相应的控制并独立应对突发状况。同时,机床上的各个器件互相影响,在机床运行的过程中,若一个器件出现紧急状况需要停止,则机床上所有器件都要停止。PLC 技术在数控机床应用中的总体设计流程如图1所示。

图1 总体设计流程图
手动加工要求:通过数控机床的显示屏可以观测到机床上的各种参数,从而确定机床的安全状况和加工位置的定位。
自动加工要求:通过输入的程序来对机床进行校验,调整机床的加工状态。首先按下启动按钮启动机床上伺服、加工设备的运动指令,然后根据设定好的程序来进行加工,同时也可以在显示屏上观测到相对应的加工数据。
主电路图和系统的整体接线图分别如图2、图3所示,由电网进380 V交流电,先接入隔离开关,控制机床的总电源,在总电源上电后方可操纵数控机床,K1是交流伺服驱动器的开关,K10 是直流驱动器的电源开关,K11 是步进驱动器的电源开关。此外,还应在各支路上安装熔断器,以实现对各类元器件的保护。
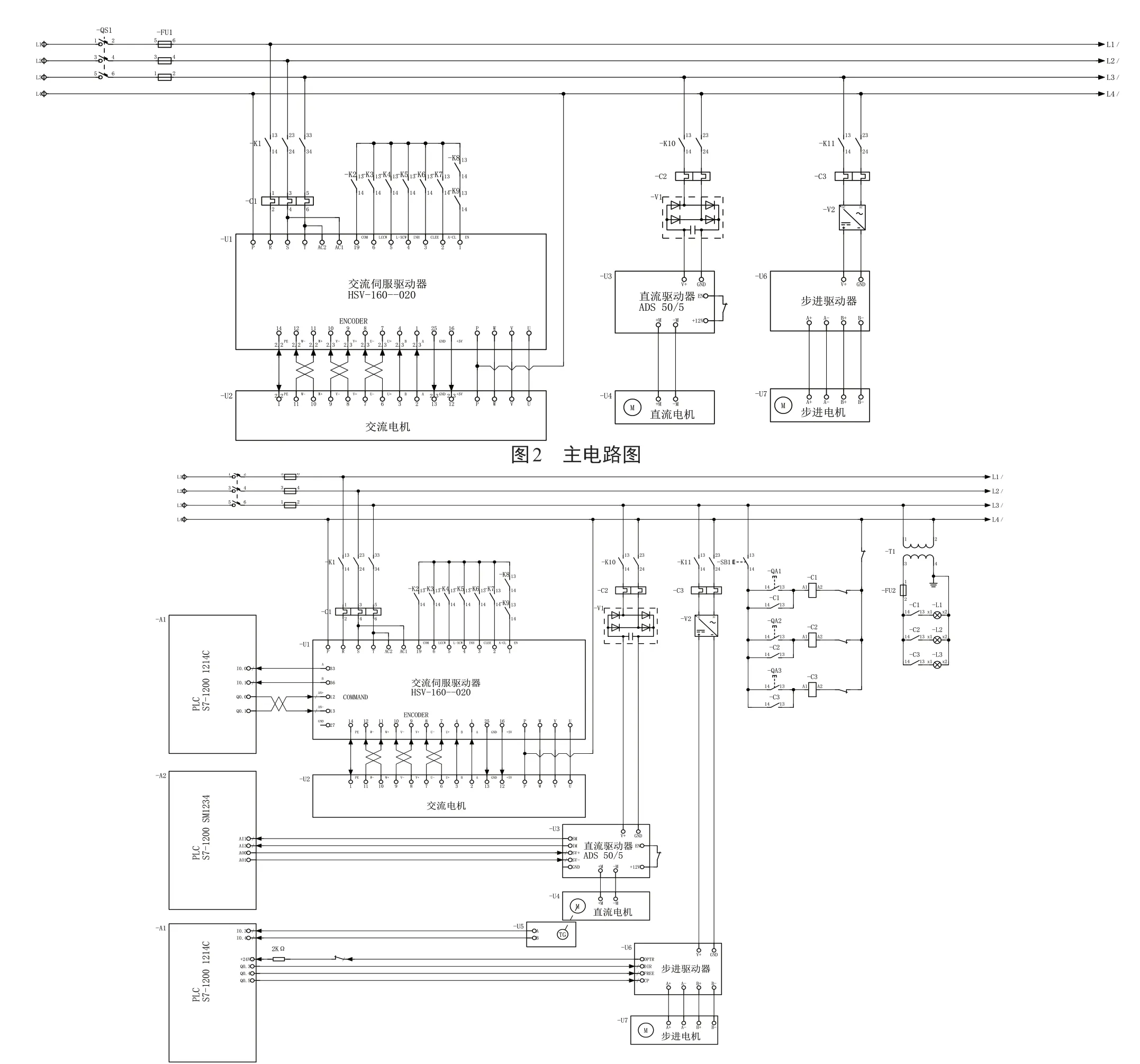
图3 系统的整体接线图
2.2 西门子S7-1200系列PLC控制流程
PLC 控制分为3 个环节,第一个环节是输入处理。将输入信息进行扫描采样,把得到的信息在寄存器中储存起来,完成采样后进入下一步的程序处理阶段。在采样结束进入下一次扫描周期前,寄存器中的信息与外界相互隔离,不会发生变化,等到了下一个扫描周期时才能再次被读写[2]。第二个环节是程序执行。在程序执行阶段,PLC 系统依次扫描信息,先扫描梯形图中多个触点控制的控制线路,然后根据程序进行逻辑运算,在内部处理器中刷新线圈以控制相对状态,最后将运算结果储存到输出的寄存器中。第三个环节是输出处理。输出阶段是所有程序全部执行完毕后,集中将输出寄存器中的数据全部转换成实际控制所需要的电压、电流,使得输出端能够对外界发出控制信号,然后通过相对应的外部电路驱动设备,有效驱动被控设备,最后实现PLC 控制[3],I/O 分配表(部分)如表1 所示。
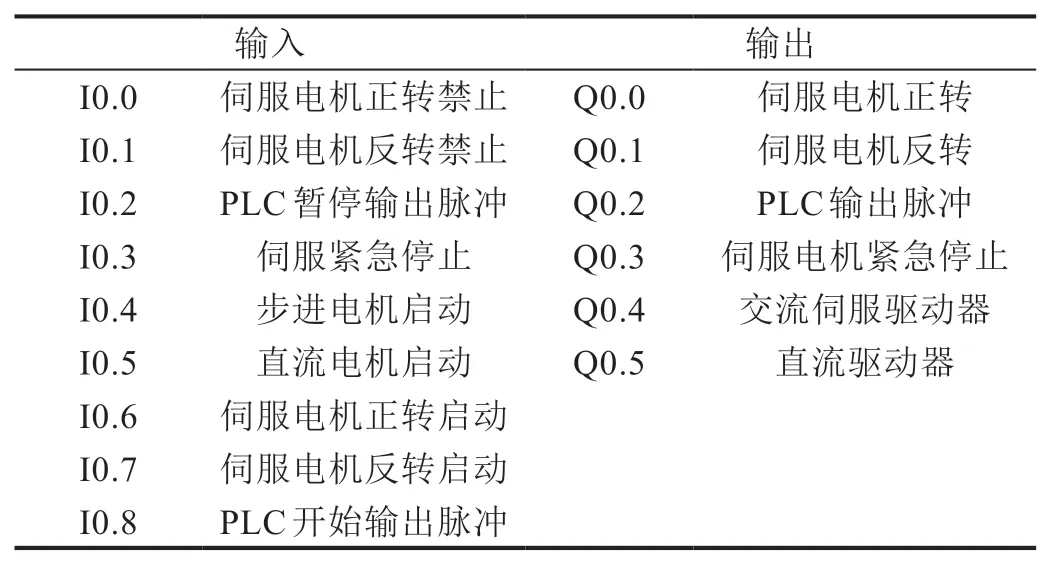
表1 部分I/O分配表
2.3 PLC控制数控机床的具体实现
在数控机床中,PLC 主要负责控制系统的运行和加工过程。PLC可以对操作者通过人机界面输入的加工参数进行扫描接收,经过运算处理后,控制数控机床的伺服系统、步进系统或液压系统等执行机构,通过调节执行机构的控制信号来实现对工件的加工[4]。
在具体实现上,PLC 需要根据数控加工的特点编写相应的程序,对机床的各个执行工件进行控制。例如,在车削加工过程中,PLC 可以控制刀架的移动和方向,并进行自动切换刀具等操作。在铣削加工过程中,PLC 可以控制铣头的旋转角度和速度,从而实现不同形状的零件加工。PLC 对数控机床的控制也要实现不同的功能,要加入不同的加工操作模块,如装备保护模块、手动加工模块、自动加工模块。装备保护模块实现对线路的保护和发出警报,包括断电保护、掉电压保护、过电流保护等,以保证操作人员的人身安全和财产安全;手动加工模块实现操作者在加工过程中手动修改各个器件的参数,以提高效率;自动加工模块可实现在加工过程中由设备自动循环加工。通过这样的方式,PLC 可以实现高效、准确、稳定的数控机床控制。
2.4 PLC对伺服电机的控制
PLC 控制伺服系统时一般通过编程来实现对脉冲的计数。具体而言,PLC 可以使用计数器模块或者计时器模块来记录伺服系统接收到的脉冲信号次数,从而实现对位置、速度等参数的精确控制。在程序设计中,需要根据伺服系统的规格参数和运动要求确定脉冲数的计算公式,并结合计数器或计时器模块进行编程来实现。伺服电机相较于普通的电机来说,定位更加精确,通常所说的伺服控制,其实就是对伺服电机的位置控制。伺服电机最主要的应用还是定位控制,定位控制时有两个物理量需要控制,即速度和位置,确切地说,就是控制伺服电机以多快的速度到达什么地方并准确地停下。伺服驱动器通过接收的脉冲频率和数量来控制伺服电机运行的距离和速度。设定伺服电机每10 000 个脉冲转一圈,如果PLC 在1 min内发送10 000个脉冲,那么伺服电机就以1 r/min的速度走完一圈;如果在1 s 内发送10 000 个脉冲,那么伺服电机就以60 r/min 的速度走完一圈。所以,PLC 是通过控制发送的脉冲来控制伺服电机的,用物理方式发送脉冲,使用PLC 的晶体管输出是最常用的方式。
在自动控制系统中,对伺服系统有如下几个要求:1)拥有良好的稳定性能;2)拥有良好的动态性能。综合考虑后,本研究中数控机床的伺服系统应采用半闭环控制,相较于开环伺服系统,半闭环控制系统有位置反馈,能够在一定程度上保持位置的精准度,而与全闭环控制系统相比,可以降低设计的复杂性。
伺服系统中的电动机轴的角位移是由伺服电机接收到的电信号转化而来的。然后根据指令来进行对电机的控制,根据转矩的变化来实现加速、减速、匀速等,并与实际的指令脉冲数相比较,从而准确控制被控对象。
3 PLC技术控制的数控机床的维修和调试
3.1 PLC技术控制的数控机床的维修
PLC 技术在数控机床的维修中占有重要的比例,在数控机床发生故障时,技术维修人员可以对PLC梯形图中的项目视图进行直接的观察,了解PLC 的I/O口状况,从而确定是软件问题还是硬件问题。若是硬件故障问题,可以先确定是机床的哪个设备出现了问题,然后根据各个设备的基础,采取针对性的改进维修措施,从而提高维修效率,降低维修成本[5]。
3.2 PLC技术控制的数控机床的现场调试
PLC 在下载到设备前应先对PLC 程序进行调试,对所编写的PLC 程序进行编译,要确保每个功能模块都达到了0警告、0错误的标准。
PLC 安装完成后,需要进行现场调试,直至验收完成。根据图纸设计将软件控制系统与执行机构连接,在检测点安装检测仪器,通过实际控制,现场观察设备运行状况。调试过程中,应仔细参考说明书,核对接线是否正确,是否存在虚接、压皮、错接现象,是否出现接点松动、线圈插槽松动等现象,并用万用表来对线路进行检测看是否导通,在没有用到输入输出接口时,检测是否与其他线路短接,然后根据现场实际操作条件和设备操作人员的要求,对程序进行配置和修改,直至系统运行效果良好[6-10]。
4 结论
随着人工智能和互联网技术的不断进步与发展,用PLC技术对数控机床进行控制也会有以下几种趋势:
1)智能化。未来的PLC 控制系统将具有更强大的人工智能性,能根据不同的生产要求智能控制机床运行,从而提高生产效率和质量。2)互联网化。用PLC 技术对数控机床进行控制将与互联网技术相融合,形成更加智能的产业线,产业线上的设备可以通过互联网技术进行相互通信,实现生产数据的共享和分析,并实现远程监控和管理。3)开放性。未来的PLC 控制系统将会越来越开放,能够适配各种硬件平台和软件系统,并具备较高的兼容性和可扩展性。
总之,用PLC 技术对数控机床进行控制具有很强的可行性,可大大降低人工成本和物料成本,有利于我国实现科技兴国、科技强国。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
微特电机(2020年11期)2020-12-30
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
测控技术(2018年12期)2018-11-25
电子制作(2018年17期)2018-09-28
电子制作(2018年10期)2018-08-04
通信电源技术(2018年3期)2018-06-26
电子制作(2017年20期)2017-04-26
工业设计(2016年6期)2016-04-17