游乐设施焊接缺陷分析与检测研究
2023-12-12 14:58:42吴尚兵
中国设备工程 2023年23期
吴尚兵
(宁夏特种设备检验检测院,宁夏 银川 750001)
游乐设施是指供人们进行娱乐和休闲的各种设施,如过山车、旋转木马、碰碰车等。游乐设施的安全问题主要与设计、制造、安装、维护等方面有关。而在游乐设施的制造过程中,焊接是不可或缺的一项工艺。然而,由于焊接质量的影响,焊接缺陷是导致游乐设施出现安全问题的主要原因之一。因此,如何有效地检测和预防游乐设施焊接缺陷成为一个迫切需要解决的问题。
1 游乐设施焊接缺陷的类型、成因与影响
1.1 气孔
由于气体被困在焊缝中形成孔洞。气孔的形成原因很多,常见的原因包括焊接材料表面或内部含有水分或油污等物质,或者焊接过程中熔池中气体排放不及时导致气泡形成。这些原因会导致焊接区域的气体被捕获在焊缝中,从而形成气孔。例如,在游乐设施焊接中,如果焊工使用了未经处理的材料,这些材料表面或内部可能含有水分或油污等物质。当焊接过程中发生熔化和蒸发时,这些水分或油污会产生气体,导致气泡形成并困在焊缝中,形成气孔。此外,焊接过程中熔池中的气体排放不及时也会导致气泡形成并产生气孔。如果游乐设施焊接中出现气孔,将导致焊接强度下降,从而影响设备的安全性。
1.2 夹渣
夹渣是一种常见的焊接缺陷,通常是由于焊接材料表面或内部含有杂质,焊接过程中不完全熔化的金属,以及焊接材料在熔融状态下与空气中的氧化物和碳化物反应形成的氧化物、碳化物和金属渣等所致。这些夹杂物会被困在焊缝中,并且会影响焊缝的强度和密封性能,容易引起裂纹和脆性断裂,从而影响游乐设施的安全性和可靠性。例如,在游乐设施焊接过程中,由于焊接材料表面或内部含有杂质,这些杂质可能是锈蚀、油污、尘土或其他物质,这些杂质在焊接过程中会被困在焊缝中,形成夹渣。如果焊接过程中不及时清理这些夹杂物,将导致焊缝的强度和密封性能降低,从而影响游乐设施的安全性和使用寿命。
1.3 未熔合
未熔合是焊接过程中常见的一种缺陷,主要是由于焊丝或电弧没有完全熔化而形成。未熔合会导致焊缝的强度降低,同时也会影响焊缝的密封性能,从而影响游乐设施的使用寿命和运营效果。首先,焊接参数不合理可能会导致未熔合。例如,焊接电流过小、焊接速度过快、焊丝直径不匹配等都会导致焊丝或电弧无法充分熔化,从而产生未熔合缺陷。其次,焊接材料表面或内部存在氧化物或其他污染物也会导致未熔合。例如,焊接材料表面存在油污或氧化物等污染物,会使焊接过程中的熔池不稳定,从而导致未熔合缺陷。再次,焊接过程中的外界因素也可能导致未熔合。例如,焊接过程中风速过大、环境温度过低、材料表面存在脱脂剂等因素都会影响熔池的稳定性,从而导致未熔合的产生。
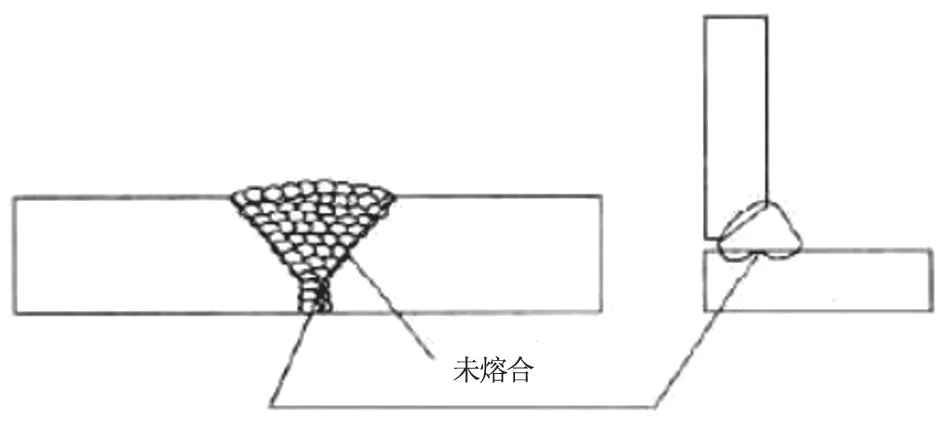
图1 未熔合
1.4 焊缝裂纹
焊缝裂纹的形成原因比较复杂。一方面,焊接过程中由于应力集中或冷却速度过快等原因,会导致焊接金属受到拉伸或收缩等应力而产生裂纹。另一方面,焊接金属的成分、熔化度、形状等因素也会影响焊缝的质量,进而引起焊缝裂纹。此外,焊接操作人员的技术水平和操作方法也会影响焊接质量,进而引起焊缝裂纹的形成。举例来说,焊接管道时,焊缝裂纹常常是由于管道内部残留的杂物和氧化物等导致的。这些杂物和氧化物会导致管道内部应力集中,从而引起焊接过程中的应力集中和裂纹的形成。此外,如果焊接时操作不当,如焊接速度过快或焊接电流不稳定等,也会引起焊缝裂纹。
1.5 错边
错边其主要原因是焊接前准备不足或者焊接过程中控制不当。例如,在焊接两个金属板时,如果两个板不平行或者焊缝两侧的金属不对齐,则会导致焊缝产生错边缺陷。此外,焊接时使用不合适的焊接参数或者焊接设备也可能导致错边缺陷的出现。对于游乐设施这样的大型结构物而言,错边缺陷的后果可能更加严重。因为错边会导致焊缝处的应力集中,从而增加焊缝的脆性断裂风险。在游乐设施运营过程中,由于震动和振动等因素的作用,焊缝可能会产生额外的应力,导致焊缝处的错边缺陷加剧。
2 游乐设施焊接缺陷的检测方法
2.1 可视检测
可视检测是一种简单、快捷的焊接检测方法,可以通过肉眼观察焊缝表面的缺陷情况,例如,焊缝瘤、孔洞、气孔等。通常情况下,可视检测是通过对焊缝进行目测、放大镜观察和照相等方法进行的。在实施可视检测时,需要对焊缝进行清洁和去除表面氧化层的处理,以保证观察效果。检测时,要充分利用光线、借助放大镜等工具,对焊缝的各个部位进行仔细观察。对于观察难度较大或者无法直接观察到的部位,还需要借助辅助工具进行观察,例如,照相、显微镜等。同时,可视检测还需要针对不同的焊接要求,确定焊缝的检测标准,以保证检测结果的准确性和可靠性。例如,在游乐设施的焊接质量检测中,可视检测是非常重要的一种检测方法。焊接过程中产生的各种缺陷,例如,气孔、夹渣、未熔合、焊缝裂纹等,都可以通过可视检测进行发现。通过对焊缝进行仔细的观察和评估,可以有效地提高焊接质量,确保游乐设施的安全运行。
2.2 涡流检测
涡流检测是一种通过交流电磁场感应金属材料内部缺陷的检测方法。在涡流检测中,检测人员将检测线圈放在焊缝表面上,当线圈通电时,会在焊缝内部产生涡流,从而引起感应电磁场。检测人员通过检测感应电磁场的变化,判断焊缝中是否存在缺陷。涡流检测具有非接触、高精度、高效率等优点,能够检测出微小的焊接缺陷,如裂纹、气孔、夹渣等,并且不会对焊接材料产生影响。涡流检测的实施需要专业的检测设备和经验丰富的检测人员进行操作,同时,需要根据不同的焊接工艺和材料选择合适的检测参数。涡流检测适用于各种金属材料的焊接缺陷检测,如铝合金、钢材、镍合金等。在游乐设施的制造过程中,涡流检测可以用于焊接接头、焊缝等部位的缺陷检测,保证游乐设施的安全和可靠性。
2.3 超声波检测
超声波检测是一种利用超声波在物体内部传播和反射的原理进行检测的方法。具体实施方法为,将超声波传感器放置在焊缝表面,通过向焊缝中发送超声波并接收反射波来检测焊缝内部的缺陷情况。当超声波在焊缝中遇到缺陷时,会发生反射或散射,形成检测信号,并通过信号处理技术分析得出焊缝内部缺陷的位置、大小和形态等信息。超声波检测具有无损检测的优点,不会对被测物体产生破坏。同时,超声波检测的结果具有较高的准确性和可靠性,能够检测出较小和深层次的焊接缺陷。此外,超声波检测设备灵活、操作简便,适用于各种材料和形状的焊缝检测。
2.4 X 射线检测
X 射线检测是一种利用X 射线对物体进行无损检测的方法,可以检测出焊缝内部的缺陷情况,例如,气孔、夹杂物、裂纹等。X 射线检测能够检测出各种形状和大小的缺陷,具有高度的精度和准确性,特别适用于焊缝内部缺陷的检测。X 射线检测设备通常由X 射线发生器、检测器、控制系统等组成。在实施检测时,首先,需要将焊缝放置在X 射线发生器和检测器之间,发生器会向焊缝发射X 射线,经过焊缝后被检测器接收。接收的信号会被传输到控制系统进行处理,从而得出焊缝内部的缺陷情况。X 射线检测需要专业设备和人员进行操作,并且对环境有一定的辐射污染,因此需要遵守严格的安全规定。
3 游乐设施焊接缺陷的修复方法
3.1 局部修复
局部修复通常适用于一些焊接缺陷不大、影响不严重的情况。首先,需要通过焊接检测方法确定焊接缺陷的类型、大小、形状和深度等参数,以便确定修复方案和选择合适的修复材料。然后,选择符合标准的焊接材料,并按照标准要求对焊接材料进行烘烤和保温处理。对焊接缺陷进行局部加工和处理,例如,磨削、切割、打磨等,使焊接缺陷的边缘光滑、清晰,以便进行焊接。进行局部修复焊接时,需要注意控制焊接温度和焊接速度,避免出现新的焊接缺陷。焊接完成后,需要对焊缝进行后续处理,例如,研磨、打磨等。最后,进行再次检测,确保焊接缺陷被彻底修复,并且符合要求。如果检测结果不符合要求,需要重新进行修复,直到检测结果合格。
3.2 重焊修复
重焊修复是一种复杂的维修方法,需要专业的技术人员和设备来实施。首先,确定焊接缺陷的类型、大小、形状和深度等参数,以帮助选择合适的修复方案和焊接材料。例如,在船舶维修中,常见的焊接缺陷包括裂纹、气孔、夹渣等,需要通过检测手段来确认缺陷的位置和形状。根据缺陷的性质和位置,确定使用的焊接材料和工艺,例如,焊丝规格、预热温度和焊接电流等参数。其次,准备符合标准的焊接材料和设备,并对焊接材料进行烘烤和保温处理。例如,在焊接高强度钢时,需要使用符合标准的焊接材料,并进行烘烤和保温处理,以确保焊接质量和焊接性能。然后,进行焊接缺陷的清理和准备工作,包括去除氧化皮、切除缺陷区域等。同时,需要控制焊接温度和焊接速度,避免出现新的焊接缺陷,并在焊接过程中保持焊接区域干燥,避免受潮和污染。在进行焊接时,需要根据焊接缺陷的位置和性质选择合适的焊接方法,例如,手工电弧焊、气体保护焊等。同时,需要根据焊接材料和工艺要求,控制焊接温度、焊接速度和焊接电流等参数,确保焊接质量和焊接强度。焊接完成后,需要对焊缝进行后续处理,如研磨、打磨等,并对焊接区域进行清洁和防锈处理,以延长焊接部位的使用寿命。最后,需要进行全面的焊接检测,包括外观检测、尺寸检测、材质分析和无损检测等多个方面,以确保焊接质量达到标准要求。如果检测结果不符合要求,需要重新进行修复,直到检测结果合格。
3.3 更换修复
更换修复适用于存在严重焊接缺陷的部件无法通过修复恢复安全性的情况。例如,在过山车的焊接连接处发现了明显的裂纹,且裂纹较长,无法进行有效的修复,此时,就需要进行更换修复。在实施更换修复时,需要通过焊接检测方法确定部件的焊接缺陷严重程度和影响范围,然后选择符合标准的备件和配件进行更换。在拆卸原有部件时,需要注意保存所有零件和附件以备将来需要使用。安装新部件时,需要注意安装位置和方式,并对更换部件进行清洁和保养以延长使用寿命和保证设施的正常运行。在更换部件后,需要进行全面的焊接检测和部件检测,包括外观检测、尺寸检测、材质分析和无损检测等多个方面,以确保设施的安全性和稳定性。只有检测结果符合要求,才能重新投入使用。因此,更换修复是一项重要的游乐设施维修工作,必须严格按照标准操作,以保证游乐设施的安全性和稳定性。
4 结语
在游乐设施焊接缺陷分析与检测的研究中,我们深入探讨了游乐设施焊接缺陷的类型和成因,以及如何通过有效的检测手段来及时发现和解决这些问题。通过对焊接工艺的优化和完善,我们可以有效地提高游乐设施的安全性和稳定性,为游客提供更加安全、舒适的游乐体验。同时,我们也认识到了焊接工艺的重要性和必要性,需要加强对焊接工艺的研究和探索,为游乐设施的安全生产提供更加可靠的技术保障。
猜你喜欢
小天使·聪聪画刊(2022年2期)2022-03-24 16:41:10
干旱地区农业研究(2022年1期)2022-01-28 04:51:30
少儿美术(2021年3期)2021-04-26 13:48:32
装备制造技术(2020年11期)2021-01-26 00:39:12
装备制造技术(2019年12期)2019-12-25 03:06:52
科技创新与品牌(2019年12期)2019-02-06 04:03:29
通信电源技术(2018年5期)2018-08-23 01:16:00
现代园艺(2018年1期)2018-03-15 07:56:26
——新春游乐汇
琴童(2016年2期)2017-01-17 00:52:13
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33