风机转轮安装方式探讨
2023-12-12 14:58:36关威黄瑞刘龙王兆富
中国设备工程 2023年23期
关威,黄瑞,刘龙,王兆富
(中国电建集团华东勘测设计研究院有限公司,浙江 杭州 311122)
对于风机转轮的组拼方式,不同的厂家根据风机安装的场地、吊具的选择、机型等因素会选择自己偏好的吊装方式,吊装方式主要如下:(1)轮毂和叶片在地面进行组对,然后进行整体吊装;(2)轮毂吊装,然后再进行单只叶片空中组对。金风的直驱永磁式机组一般采用第一种;GE,西门子歌美飒等双馈式机组一般采用第二种方式,本文针对金风4.5MW 风机和西门子歌美飒G114-2.0MW 风机转轮安装做一个对比和研究。
1 金风4.5MW 风机转轮安装
1.1 GW155-4.5 HS 机型简介
金风4.5MW 机组代码为GW155-4.5 V40 R02C200,该系列直驱永磁风力发电机组采用水平轴、三叶片、上风向、变速变桨调节、直接驱动、外转子永磁同步发电机、全功率变流器并网的整体设计方案,轮毂设计高度为95m,叶轮直径155m。在转轮安装时,场地没有局限的情况下,金风科技的机组一般偏好选择转轮整体吊装的方式。
1.2 机组结构(图1)
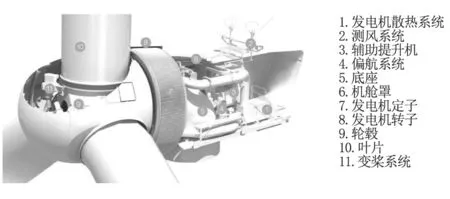
图1
1.3 风机吊装程序
金风4.5MW 风力发电机组的安装主要包括底段塔筒T1 安装、其他塔筒(T2、T3、T4)安装、机舱安装、发电机安装、叶轮安装及附属设备安装,简易流程图如图2 所示。
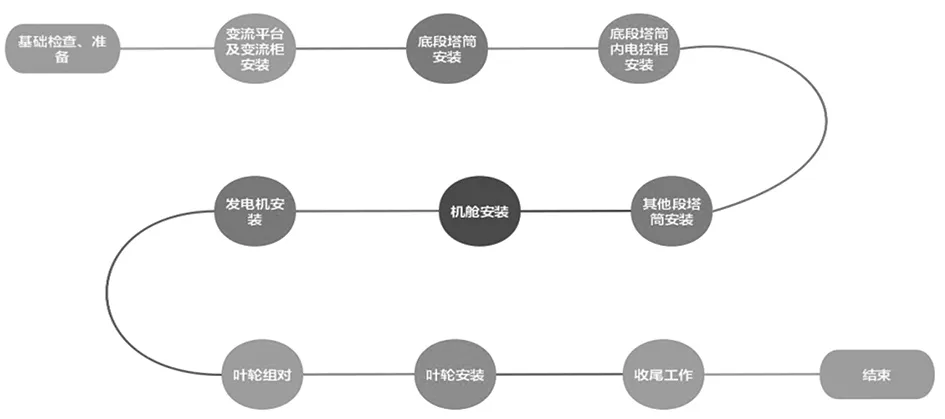
图2
1.4 叶轮安装
(1)轮毂准备。使用轮毂吊具将轮毂吊装至轮毂支撑支架,用8 个M30×100-8.8 连接紧固,紧固力矩为500N·m。选择与轮毂配套的轮毂盖进行安装,安装前,在导流罩上面涂抹一层密封胶,连接螺栓为M10×60-8.8,紧固力矩为75N·m。
(2)叶片准备。提前一周进行叶片外观检查,如有损伤提前进行修复,安装连接螺栓之前,清理叶片法兰螺栓孔。准备M36×750-10.9 叶片连接螺栓,将“O”型密封圈套入螺栓,距离有内六角孔螺栓柱面350mm±15mm,将螺栓手动旋入螺栓孔(如有阻碍,需用丝锥进行攻丝),螺栓有内六角的一侧朝向轮毂,其中变桨缓冲装置处(5 颗螺栓)螺栓长度为360±1mm,叶片锁定挡块处(4 颗螺栓)螺栓长度为360±1mm,其余螺栓长度为330±1mm,螺栓安装完成后,在连接法兰内、外侧各20mm 处均匀打上密封胶,密封胶宽度为5mm。
(3)轮毂通电变桨准备。提前拆除轮毂上三个变桨限位缓冲板(每只叶片处一个),防止变桨时发生干涉。金风轮毂变桨采用的是电机带动齿形带设计,所以临时变桨时,需准备一台发电机、稳压器和一根变桨动力电缆,对变桨柜供电时,严禁打开变桨柜门接线,应一端与发电机端子连接,一端为Hating 头插入变桨柜电源接口,操作变桨控制柜手动按钮开关,置“F”位置,桨叶向0°位置旋转,置“B”位置,桨叶向-90°位置旋转,因叶片安装时为角度为-90°,故在叶片吊装前需提前将轮毂上变桨轴承调整至-90°,变桨时应缓慢,变桨轴承旋转方向正确,操作时需一人操作,一人查看变桨位置,防止人员、工具等被齿形带挤压伤害,调整结束后,旋钮恢复至“O”位置。吊装阶段,施工人员全程禁止闭合用于分段超级电容组与变桨驱动器的备用电源开关。
(4)叶片吊具准备。按照施工图纸进行吊装的组拼,主要由主梁、副梁、销轴、卸扣、手拉葫芦、吊带等组成,为简易的机械安装组拼,无控制柜等电气化元件的调试。
(5)叶片吊装与叶轮组对。环形扁带绕过叶片加强的位置,分别与手拉葫芦和货钩连接,环形扁带与叶片连接处需安装叶片前后缘护板,在叶根螺杆处及叶尖加强处分别安装缆风绳φ20mm×50m,控制叶片摆动。当吊车起吊叶片稍微离地时,使用叉车拆除叶片支架,将剩余的连接螺栓按要求的预留长度手动旋入叶片螺纹孔,指挥吊车平稳起吊至轮毂变桨法兰面处,叶根靠近变桨轴承时,手动变桨微调变桨轴承法兰孔位置,调整叶片后缘上“0”刻度线和变桨轴承外圈的“0”刻度线对齐,若不能对齐,则保证偏差最小的螺栓孔进行对齐(即偏差不能超过1/2 螺栓孔距离),叶片接近轮毂时,平稳移动,防止与导流罩碰撞,损坏导流罩,当连接螺栓完成穿入后,安装垫片和螺母,垫片有倒角的一侧朝向螺母,螺母有字母的一侧朝外,安装螺母和垫片时,注意安装叶片变桨缓冲挡块,用电动扳手按十字对角紧固所有螺栓,然后按照力矩50%和100%分两次进行螺栓拧紧(吊具两侧的主叶片变桨缓冲挡块按最终力矩安装完成,第三只叶片暂时用电动扳手拧紧),螺栓紧固完成后,在螺母和垫片上画防松标记线,然后进行叶轮的吊装工作。每只叶片组拼的过程中,只有在完成50%力矩拧紧后才能松钩,改为辅吊提升或用垫块支撑叶片尾部的加强处。叶片组拼时,需注意轮毂的平衡性,若叶片组拼完成后,不能马上进行吊装,需调整各叶片至相同的角度,让叶片受风面积达到最小的状态,然后用吊车或支撑保证叶片的稳定,防止轮毂发生侧翻。
(6)叶轮吊装。叶轮吊装前,将三只叶片的角度都调整为-90°,安装两只主叶片的叶片锁定销。安装轮毂吊具,在两个主叶片叶尖标识位置各安装一个开闭式叶尖保护套,同时各安装2 根φ20×250m 的缆风绳,在叶尖保护套销子处各安装1 根φ8×100m 的牵引绳,并把牵引绳放入轮毂内,在辅吊起吊叶尖标识处安装后缘护具、环形圆带和叶尖护带,在叶片后缘护具上绑扎1 根φ20×200m 缆风绳,防止护具不好脱落,在叶尖护带上绑扎2 根φ20×100m 缆风绳,保证吊装过程中溜尾叶片护带始终保持指定位置,吊装过程中,需注意吊车的配合,防止辅吊溜尾叶片触地,叶轮与发电机贴合后,先安装叶轮吊装辅助螺栓,再安装轮毂连接螺栓,所有螺栓穿入后,用1000N·m 的电动扳手进行十字对角预计,然后再完成4 个方向至少32 颗螺栓50%的预紧力后,方可进行吊具松钩,然后进行100%力矩拧紧,吊装工作和连接螺栓力矩验收完成后,画上防松标记,拆除叶片锁,将两只主叶片的角度调整至90°,第三只叶片角度调整至40°,24h 内松开叶轮,机组偏航正对主风向,防止涡机震荡。
2 西门子歌美飒G114-2.0MW 风机转轮安装
2.1 机型简介
西门子歌美飒G114-2.0MW 风机主要是一款专为中、低速分区设计的产品,轮毂中心高度为93.2m,产品安装于多个国家,质量运行可靠,该机型采用双馈式设计,在转轮安装的过程中,一般采用单只叶片吊装的方式进行。
2.2 安装程序
西门子歌美飒G114-2.0MW 机型安装程序分为底段塔筒安装、相应控制柜安装、其他塔筒安装、机舱地面组拼及吊装、轮毂吊装及叶片吊装、塔筒内电气安装及附件安装等。
2.3 叶轮安装
2.3.1 轮毂吊装
在轮毂吊装前一周内,需打开轮毂上面防雨布的魔术贴进行检查,确认没有设备损坏,如发现破坏,在吊装前及时进行修复。在吊装前2 天拆开防雨布,对轮毂再次进行外观检查(尤其注意天窗、天窗卡扣、密封条等)、螺栓孔清洗、轮毂整体卫生清扫、预安装轮毂罩、导电棒、油嘴(导电棒及油嘴均为铜制品,注意防盗)等附件。因为歌美飒G114-2.0MW 变桨采用的液压缸进行操作,活塞杆处于裸露状态,为防止在施工过程中将其损坏,在吊装前需包裹至少10mm 厚的软质材料,安装吊具时,按照施工指导书进行各部位螺栓力矩拧紧,同时注意观察起吊孔处的天窗,根据施工经验,在轮毂吊装过程中,吊具很容易碰到轮毂罩将天窗损坏,所以在吊车起升过程中需缓慢进行,起吊前在轮毂内支架上绑2 根φ20×250m 缆风绳,检查轮毂与机舱把合法兰面的角度,法兰面前倾角度为6°。轮毂靠近机舱时,利用机舱上安装的3 根定位销进行定位,进入定位销后,先穿入上部两根定位销附近的螺栓,再穿入下部定位销附件螺栓,待全部螺栓安装完成,用电动扳手(3150N·m)按照穿入顺序进行螺栓紧固,螺栓紧固完成23 颗后可以进行松钩,100%螺栓的紧固按照施工指导文件进行(三角形均布进行拧紧)。
2.3.2 叶片吊装
(1)叶片吊装前准备。因歌美飒G114-2.0MW 机组叶片支架处需现场贴3M 胶,为考虑吊装工作的进度及工作的连续性,所以需提前准备放置3 只叶片的泡沫支撑,每只叶片对尾部,中间及根部进行支撑,泡沫的高度不低于750mm,叶片法兰上标有TE(“0”刻度线)的径向线与水平线成10°±1°角,便于后期叶片夹具的安装。按照施工经验,3 只叶片吊装至泡沫支撑上需要3h 左右,3 只叶片现场贴3M 胶的时间为0.5 天。因歌美飒工装支架一般需返厂,故在叶片吊装至泡沫支撑上后,清点叶片工装支架上紧固螺栓并及时进行回收,然后移交厂家代表。
叶片吊装前1 天,提前检查确认叶片自动夹具电量是否充足、按钮及动作是否正常,避免出现问题影响工作进度,叶片吊装前,按施工指导书上螺栓长度要求进行叶片连接螺栓的安装、叶片法兰螺栓涂抹密封胶、防尘环安装(距法兰面的距离需严格控制,否则,会与轮毂之间形成较大缝隙)、防尘环涂抹密封胶,然后按照指定位置进行叶片夹具、叶片导向包安装,分别在叶片夹具上靠机舱侧安装一根φ20×250m(缆风绳另外一端紧固于机舱内固定点上),叶片导向包上安装两根φ20×250m 缆风绳,用于控制叶片在空中时的姿态,叶片被吊起后,检查确认叶片法兰的垂直度,法兰略微前倾有助于叶片和轮毂的对接。安装轮毂盘车工具,将轮毂进度旋转,将轴承C(先吊装C 叶片)旋转至水平位置时,停止盘车,然后在轴承C 上NO10、NO22、NO66三处安装叶片导向销,在NO48 ~NO51 螺栓上安装叶片锁定装置。
(2)叶片吊装。在确认主吊车和叶片夹具都正常后,开始起升叶片,安排专人拉着缆风绳控制叶片在空中的角度,在叶片靠近轮毂时,轮毂内的高空指挥人员需仔细观察并正确反馈相关信号,待叶片稳定后,缓缓进入轮毂,当叶片螺栓靠近轴承时,看叶片上的NO1 螺栓是否和轴承上一致,如果出现错位,则需要用液压泵驱动轴承,让螺栓孔相对应,安装螺母及垫片(注意区分正反),用1800N·m 的力矩进行紧固,安装至锁定块(2颗M12 螺栓紧固)位置时,先拆除1 个M12 的固定螺栓,安装两个连接螺栓的螺母和垫片,再拆除另外1 颗M12的螺栓。
至少完成64 颗螺栓的紧固后,便可拆卸吊具,检查所有连接螺栓,确认全部紧固后拆除相应的工器具,安装叶片进入孔盖板,旋转轴承C,利用叶片锁住装置叶片,清理轮毂内所有物件(因为轮毂后续会转动),转移至下1 只叶片吊装。所有准备工作完成后,用盘车工具旋转轮毂,分别让轴承B 和轴承A 处于水平位置,然后参照第一只叶片吊装过程进行吊装。
(3)安装注意事项。轮毂和叶片吊装完毕后,需立刻调整导电棒两端的间隙值,防止松开转轮后导电棒摩擦叶片或泄水环,导致设备损坏;检查变桨活塞杆的防护情况,确保包裹到位,因为一旦活塞杆损坏,维修和更换特别麻烦,将浪费大量人力物力,若活塞杆达到以下条件之一,则需进行更换:①长度>3mm;②宽度>0.5mm;③深度>0.5mm。轮毂内所有工作完成后,再次检测卫生、工器具及控制柜门锁等,确保工器具等全部拿出,控制柜门锁关闭可靠,防止松开转轮后,因转轮转动里面的物件将设备砸伤或损坏。
3 结语
金风科技和西门子歌美飒作为风电行业的佼佼者,在风机转轮安装过程中有独到见解及安装工艺,本文对其做了简要的分析和介绍,希望能帮助大家更好地了解不同机型的安装方式,在风机安装过程中起到一定的帮助作用。
猜你喜欢
起重运输机械(2021年21期)2021-11-24 08:24:34
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
装备制造技术(2020年9期)2021-01-26 00:15:18
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
专用汽车(2018年10期)2018-11-02 05:32:34
大电机技术(2018年4期)2018-09-26 03:11:38
兰台世界(2017年12期)2017-06-22 14:17:25
通信电源技术(2016年1期)2016-04-16 04:57:28
电源技术(2016年2期)2016-02-27 09:05:15
电气传动自动化(2014年6期)2014-03-20 13:36:22