
柠檬酸-赤泥联用高效脱除电解锰渣氨氮的工艺及机理研究
2023-12-11 06:43张欢欢程金科
中国建材科技 2023年5期
张欢欢,程金科*
(1.贵州大学 化学与化工学院,贵州 贵阳 550025;2.贵州省高性能砼材料及成型工程技术研究中心,贵州 龙里 561200)
0 引言
电解锰渣(EMR)是锰矿粉经硫酸浸矿、氧化除铁和压滤后产生的固体废弃物,因其高钙和高硅特点在建材领域有很大利用潜力,可用于制备水泥[1-2]、蒸压砖[3]、多孔陶瓷[4]和地质聚合物[5]等,但其在使用过程中氨氮无组织释放会污染环境、危害人体健康。GB 50325-2020规定Ⅰ类民用建筑工程室内空气污染物中氨≤0.15mg/m3,这限制了电解锰渣的大量掺入。因此,如何处理电解锰渣中氨氮,是实现其资源化利用的关键。
目前,电解锰渣中氨氮的常见处置方法包括固化和脱除。固化处理是电解锰渣中氨氮与镁盐和磷酸盐生成鸟粪石固化在渣中[6],但药剂成本高,不利于大规模应用。氨氮脱除主要有电动修复法、生物浸出法和水洗法。电动修复法成本高,反应时间长;生物浸出法浸取率高,但微生物菌种选择性较差,培养困难,难以实现产业化;水洗法设备简单,易操作,成本低,但存在耗水量大及氨氮脱除率不高等问题[7-8]。赤泥是用碱处理铝土矿生产氧化铝过程中产生的固体废弃物[9],由于碱含量高,因此可用作电解锰渣中氨氮脱除剂。
本文在水洗法基础上,用柠檬酸作为浸取助剂脱除电解锰渣中大部分氨氮,再用赤泥深度处理残余氨氮,减少用水量,提高氨氮脱除率,避免大量氨气进入空气,并研究处理剂用量、反应时间和浸取方式等工艺条件对电解锰渣中氨氮剩余浓度的影响,通过XRD和XPS等技术表征物质变化,探讨氨氮脱除机理。
1 试验
1.1 原料及试剂
本试验所用电解锰渣取自贵州省铜仁市某电解锰企业,主要成分如表1所示。赤泥取自贵州某铝厂。天津市永大化学试剂有限公司生产的柠檬酸(CA)、天津市科密欧化学试剂有限公司生产的十六烷基三甲基溴化铵(CTAB)和重庆川东化学有限公司生产的硫酸(H2SO4)均为分析纯试剂;去离子水由PCA-RUP40水净化系统提供。

表1 电解锰渣主要成分及含量Tab.1 Main components and content of EMR
1.2 试验方案
1)锰渣的预处理:将电解锰渣在80℃下干燥至恒重,放入滚筒式球磨机中球磨12h后过200目筛,备用。
2)氨氮的脱除:以水为浸取剂、柠檬酸为浸取助剂配制一定浓度柠檬酸浸取液,电解锰渣与浸取液在液固比1:1、2:1、3:1、4:1、5:1下机械振荡浸出一定时间,抽滤,滤饼在80℃下恒温烘干,研磨过200目筛。滤渣与一定浓度的赤泥在1:1、2:1、3:1、4:1、5:1下机械振荡浸出一定时间,抽滤。采用HJ 557-2010《固体废弃物浸出毒性浸出方法 水平振荡法》浸出滤渣中的氨氮。氨氮的浸出率p按式(1)计算:
式中,c0为原电解锰渣氨氮浸出浓度,经固体废弃物毒性浸出得c0=800.6mg/L;c为处理后电解锰渣氨氮浓度。
1.3 分析方法
电解锰渣浸出液中氨氮浓度按HJ 535-2009《水质氨氮的测定 纳氏试剂分光光度法》,采用可见分光光度计(上海菁华科技仪器有限公司,721-100)测定。采用荷兰帕纳科D8 X射线衍射仪(Cu靶,扫描速率10°/min,工作电压40kV,工作电流40mA)分析样品矿物相组成,荷兰帕纳科Zetium X射线荧光法(Al Kα=1253.8eV)测定样品化学组成,X射线光电子能谱(美国赛默飞,Nexsa)分析元素价态变化。
2 结果与讨论
2.1 电解锰渣氨氮脱除工艺
1)不同浸取助剂与氨氮剩余浓度的关系
图1为不同浸取助剂与氨氮剩余浓度的关系。在液固比为1:1时,由于液相较少,混合不均匀、反应不充分,氨氮剩余浓度较高,为更好体现不同浸取助剂间区别,图1中未呈现液固比为1:1时氨氮的剩余浓度。由图1可见,随着液固比增大,在不添加任何浸取助剂情况下,即只用水浸出电解锰渣中氨氮,氨氮剩余浓度由275.8mg/L降至129.1mg/L。加入浸取助剂后氨氮浸出效果比水洗法明显提升。当CTAB作为浸取助剂时,氨氮剩余浓度由198.8mg/L降至111.3mg/L;当H2SO4为浸取助剂时,氨氮剩余浓度由231.2mg/L降至109.7mg/L;当CA为浸取助剂时,氨氮的剩余浓度降至16.5mg/L,氨氮去除率达97.9%。
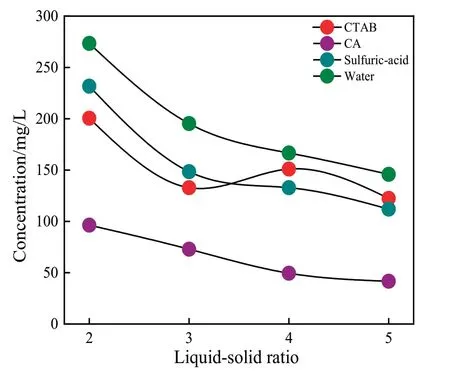
图1 不同浸取助剂与氨氮剩余浓度的关系Fig.1 Relationship between different leaching aids and residual concentration of ammonia nitrogen
2)混合方式对氨氮剩余浓度的影响
图2为混合方式与氨氮剩余浓度的关系。由图2可知,随着液固比增加,三种不同混合方式下的电解锰渣中氨氮剩余浓度均呈降低趋势。在液固比为5:1时,磁力搅拌、超声搅拌、机械振荡处理后电解锰渣中氨氮剩余浓度分别为62.5mg/L、78.1mg/L、41.7mg/L。三种混合方式中,机械振荡的效果最好,这是因为机械振荡能最大化将电解锰渣和柠檬酸溶液混合均匀,即匀质化程度高,液固两相反应充分,氨氮浸出率更高。
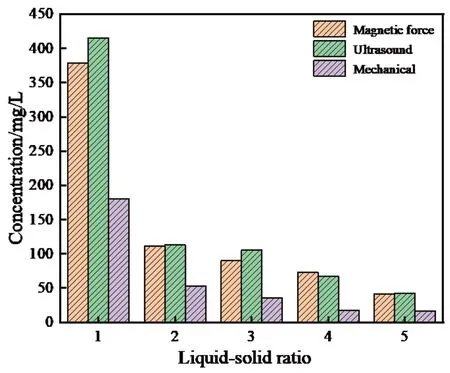
图2 混合方式与氨氮剩余浓度的关系Fig.2 Relationship between mixing methods and residual concentration of ammonia nitrogen
3)柠檬酸含量和浸出时间与氨氮剩余浓度的关系
图3为柠檬酸含量与氨氮剩余浓度的关系。由图3可知,随着柠檬酸含量增加,不同液固比下电解锰渣氨氮剩余浓度均呈下降趋势。柠檬酸含量增加,溶液中能电离出更多H+,导致浸出液中酸性变强,破坏铵复盐结构,促进电解锰渣中氨氮浸出。在液固比为5:1、柠檬酸含量为25%时氨氮剩余浓度为16.50mg/L,满足GB 8978-1996《污水综合排放标准》中的二级排放标准(<25mg/L)。因此,柠檬酸的较佳含量为25%。
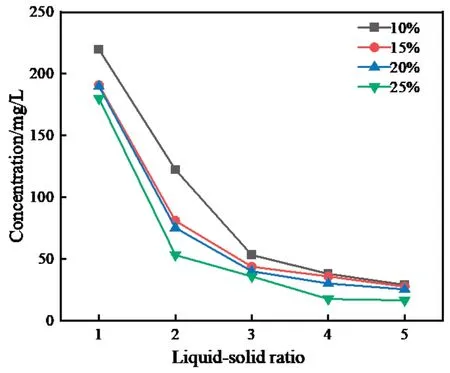
图3 柠檬酸含量与氨氮剩余浓度的关系Fig.3 Relationship between citric acid content and residual concentration of ammonia nitrogen
图4为浸取时间与氨氮剩余浓度的关系。由图4可知,在相同液固比下,浸取时间为10~30min时,随着浸取时间增加,电解锰渣中氨氮剩余浓度大幅减小,氨氮浸出率增大,而浸出时间在30min和40min、液固比由2:1到5:1时,氨氮浸出效率相差不大。浸取时间为30min和40min、液固比为5:1时,氨氮剩余浓度基本不变。因此,选取浸取时间为30min。
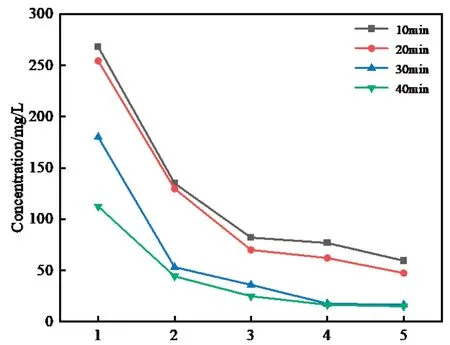
图4 浸取时间与氨氮剩余浓度的关系Fig.4 Relationship between leaching time and residual concentration of ammonia nitrogen
4)赤泥用量和反应时间的影响
赤泥中含可溶性碱NaOH,在赤泥和电解锰渣混合过程中,赤泥中碱性物质溶出,与锰渣中残存氨氮反应,使氨氮以氨气的形式溢出。
图5为赤泥含量与氨氮剩余浓度的关系。由图5可知,随着液固比增大,电解锰渣中氨氨剩余浓度明显降低,液固比增大使液体流动性增强,液固两相接触充分,反应较彻底。随着赤泥含量增加,氨氮剩余浓度逐渐降低,这是因为赤泥含量增加,溶出的碱性物质增多,使得氨氮脱除率提高。电解锰渣和赤泥质量比为1:0.5和1:1、液固比由3:1到4:1时,剩余氨氮浓度变化不大。因此,赤泥处理电解锰渣的较佳掺量为电解锰渣与赤泥质量比为1:0.5;此时氨氮剩余浓度为6.9mg/L。
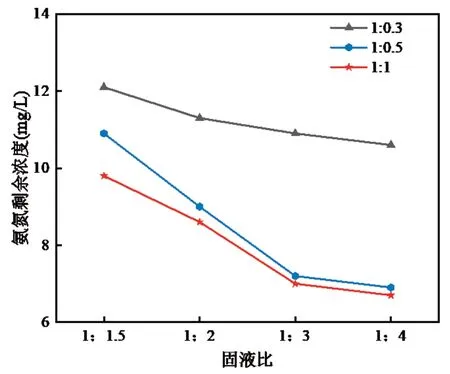
图5 赤泥含量与氨氮剩余浓度的关系Fig.5 Relationship between red mud content and residual concentration of ammonia nitrogen
图6为反应时间与氨氮剩余浓度的关系。由图6所知,电解锰渣氨氮剩余浓度随着液固比增加呈下降趋势。在同一液固比下,氨氮剩余浓度随反应时间的延长而降低,反应时间越长,赤泥中碱性物质溶出越多,溶液碱性越强,反应越完全。但反应时间为5h、6h时,氨氮剩余浓度差别不大,这是因为反应5h时赤泥中碱性物质已基本溶出。因此,较佳浸取时间为5h,此时氨氮剩余浓度为1mg/L。
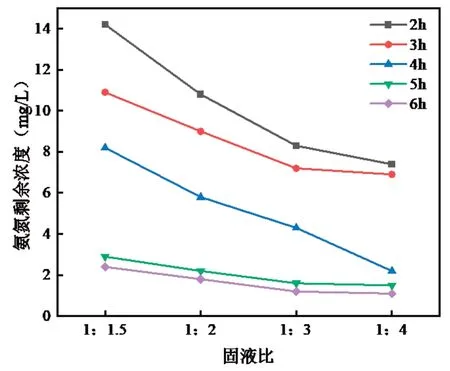
图6 反应时间与氨氮剩余浓度的关系Fig.6 Relation between reaction time and residual concentration of ammonia nitrogen
综上,柠檬酸脱除氨氮的较佳浸取工艺为:浸取助剂柠檬酸用量25%、液固比5:1、机械振荡混合、浸取时间30min,此时氨氮去除率达97.9%。赤泥脱除柠檬酸浸取渣中残存氨氮的较佳工艺为:电解锰渣与赤泥质量比1:0.5,浸取温度25℃,浸取时间5h,此工艺条件下氨氮剩余浓度为1mg/L,符合GB 8978-1996中一级排放标准(<15mg/L)。据此氨氮总的去除率为99.8%。
2.2 电解锰渣氨氮脱除机理研究
1)XRD分析
图7为氨氮脱除前后电解锰渣的XRD图。由图7可知,浸取前后,电解锰渣的主矿物相SiO2未发生变化,硫酸铵和铵镁矾特征峰消失,CaSO4·2H2O变为CaSO4·0.5H2O,这是柠檬酸与金属离子螯合调控CaSO4·2H2O晶型的结果。CaSO4·2H2O各晶面元素分布不同,柠檬酸选择性吸附在钙离子分布较多的晶面,与钙离子结合形成无序的无定形相[10],抑制CaSO4·2H2O的成核与生长[11],晶体由针状变为短柱状,破坏了CaSO4·2H2O结构,释放包裹在CaSO4·2H2O中的铵盐,促进氨氮的浸出。柠檬酸具有较强的酸性,可破坏电解锰渣中铵盐和部分无定形盐结构,大量氨氮被柠檬酸溶液浸出,渣中残存的氨氮与赤泥反应,以气体形态脱离电解锰渣。所以,浸取前后峰5、峰6消失。
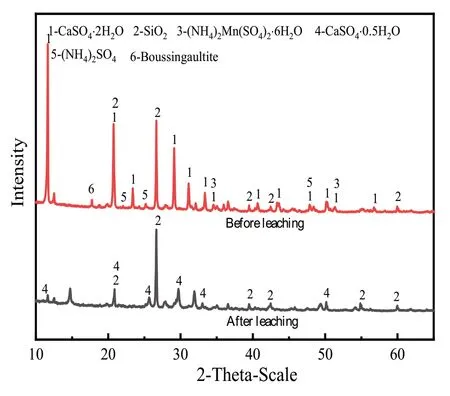
图7 电解锰渣氨氮脱除前后XRD图Fig.7 XRD of EMR before and after ammonia nitrogen removal
2)浸取前后锰元素价态分析
图8为电解锰渣氨氮脱除前后XPS谱。由图8可知,原渣中位于400.1eV的是NH4+[12],NH4+存在是由于电解锰生产过程中加入了氨水。峰值402.20eV对应的是铵镁矾[13],铵镁矾可能是在压滤阶段生成的复盐。浸取后氮元素峰强度大幅减弱,这是因为柠檬酸破坏CaSO4·2H2O结构,与被包裹的铵盐反应生成柠檬酸铵,同时柠檬酸与电解锰渣中的铁离子结合形成柠檬酸铁,柠檬酸铵和柠檬酸铁进一步反应生成柠檬酸铁铵,降低了电解锰渣中氨氮的浓度。
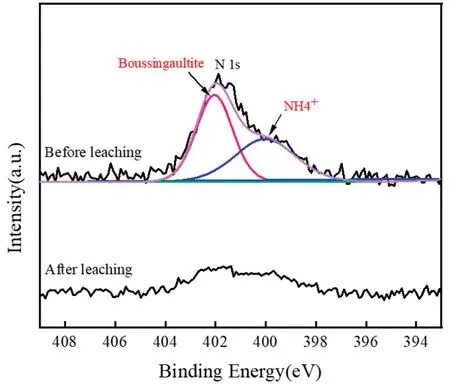
图8 电解锰渣氨氮脱除前后XPS谱Fig.8 XPS spectra of EMR before and after ammonia nitrogen removal
3)氨氮脱除机理
电解锰渣中氨氮主要分布在颗粒表面,存在少量氨氮被包覆。柠檬酸溶液浸出电解锰渣中氨氮不仅可利用柠檬酸的酸性破坏颗粒表面铵盐结构,且柠檬酸可调控电解锰渣中硫酸钙晶型,释放被包覆的氨氮,大量氨氮溶入浸出液,浸出液中的铵根离子与柠檬酸结合形成柠檬酸铵,铁离子与柠檬酸反应生成柠檬酸铁,柠檬酸铵与柠檬酸铁进一步反应生成柠檬酸铁铵稳定于浸出液中。加入碱性赤泥后,首先中和残余酸,其次随残余浸出液留存电解锰渣中的氨氮以气体形态脱除。
3 结论
1)柠檬酸-赤泥联用脱除电解锰渣中氨氮,适宜的柠檬酸浸出工序是柠檬酸用量25%、液固比5:1,室温下机械振荡浸取30min,适宜的赤泥深度脱除工序是电解锰渣与赤泥质量比为1:0.5、室温浸取5h,电解锰渣中氨氮残存浓度可降至1mg/L左右。
2)柠檬酸作为浸取助剂浸取电解锰渣中氨氮时,柠檬酸能调控二水硫酸钙晶型,将二水硫酸钙转化为半水硫酸钙,释放包裹在硫酸钙晶格中的铵盐,促进电解锰渣中氨氮浸出。
3)浸出液中的铵根离子与柠檬酸反应最终生成柠檬酸铁铵稳定于浸出液中。赤泥中的碱性物质与残存氨氮反应,氨氮以气体形态脱除。
猜你喜欢
华北理工大学学报(自然科学版)(2023年3期)2023-06-23
云南化工(2021年4期)2021-06-15
矿产综合利用(2020年1期)2020-07-24
山东化工(2020年16期)2020-02-20
材料与冶金学报(2019年4期)2019-12-16
山东冶金(2019年5期)2019-11-16
山东冶金(2019年2期)2019-05-11
环境保护与循环经济(2017年6期)2018-01-22
应用化工(2014年11期)2014-08-16
金属矿山(2014年7期)2014-03-20
