
计算机辅助对紫薯泥罐头杀菌工艺优化
2023-12-08 03:03王文成吴锦清黄丽卿杨叶辉邱澄宇
食品与发酵工业 2023年22期
王文成,吴锦清,黄丽卿,杨叶辉,邱澄宇
1(漳州职业技术学院 食品工程学院,福建 漳州,363000) 2(福建紫山集团有限公司,福建 龙海,363100)3(集美大学,福建 集美,361021)
罐头食品的热杀菌是20世纪以来最广泛使用的食品保存方法之一[1-2]。近些年随着快消市场的逐渐兴起,罐头产品作为一种传统的食品也迎来了快速的变革[3]。它不再单一地出现在终端的消费市场上,而更多地出现在甜品、奶茶、冰淇淋、预制菜等半成品市场。一方面新的消费趋势促使罐头生产企业加快产品研发,以迎合市场的需求,另一方面多数企业对待罐头产品开发往往出于保守稳妥的心态不愿意尝试新工艺,导致新产品开发速度变缓或产品杀菌过度现象时有发生[4-5]。
泥状类罐头流动性差、传热慢,企业在采用大罐型马口铁罐生产泥状类罐头的过程中,容易出现部分产品杀菌不充分或杀菌过度的现象,进而引发食品安全或品质劣变问题。评价罐头加热杀菌程度,主要通过考查罐头杀菌温度、杀菌时间和对象菌致死率值的关系来评定。业界普遍采用一般法或古典法来推算杀菌F值。该方法是将整个热杀菌过程中目标微生物的致死率值累积求和,用其值的大小评价其最终杀菌效果,由此推算出合理的杀菌温度和时间条件的组合,并通过验证试验来确定具体的杀菌工艺[6]。这种方法尽管较为准确,但是在实际的企业生产过程中只能就现有的杀菌工艺来验证杀菌的程度,但对企业研发新产品而言,一般法无法根据需要进行工艺上的调整。
多年来,不少学者尝试着简化预测方法来实现对产品杀菌F值的预测,如毛伟杰等[7],针对平板型罐头食品研究热杀菌过程中心部分杀菌值的简单计算方法。CHEN等[8-9]采用视位置数值解法(the apparent position numerical solution, APNS)求解球面传热方程进而预测罐头加热杀菌和冷却温度历史,并利用线性和非线性生存动力学模型计算圆柱形罐灭菌过程中的总致死量。IBRAHIM等[10]采用数学建模对颗粒液体食品的传热方程进行了解析和数值求解,以评估某些工艺参数对颗粒的时间-温度分布和产品中的致死值的影响。近年来随着计算机相关软件的开发与应用,也有学者利用计算机进行罐头食品的杀菌过程模拟与结果的预测,达到了较好的效果[11]。JAHANBAKHSHIAN等[12]采用计算流体力学(computational fluid dynamic, CFD)方法,对圆柱形的装有橄榄和6%酸盐水的金属罐杀菌过程进行了数值模拟,并研究这过程中的传热传质过程。杨英华[13]采用计算机优化技术对传导型罐头食品热杀菌过程进行探讨。刘东红课题组[14-17]采用了多物理场仿真软件comsol mutiphysics先后对不同种类的以及不同形态的罐藏食品热杀菌的过程分别了深入的研究并实现了较理想的预测结果。
值得指出的是,采用数值模拟类的计算软件进行预测,其原理多基于有限元法[18]。尽管该方法具有较高的精度,但在前期需要对产品的物理性质,如动力黏度、比热、密度等参数进行测定。由于当前罐藏加工行业里多数企业无法配备如此齐全的检测仪器,加之检测过程较为繁琐且该方法更适合成分较为单一的产品开发。因此,在实际的企业生产中,该技术在推广和应用上受到一定的影响。
在我国,采用Ball公式法计算杀菌F值最早由轻工业部食品发酵工业科学研究所陈祥奎、黄福南等罐藏加工专家引入并推广[19-21],后被我国罐藏协会采纳,该公式属于半经验公式,其科学性已经得到多方面的检验[6,22]。该方法的优点在于产品开发过程中不需要测定过多的产品性质参数,便于企业人员的应用。但由于全过程依靠人工计算,且涉及多次人工绘图与判别,容易出现误差,也限制了该方法在罐头企业的广泛应用。目前国内熟练掌握该计算方法的技术人才在罐头企业中已难觅。综上分析,从企业实用生产角度看,若能结合计算机技术进行计算与绘制判别,将会有较好的应用前景。本研究基于此思路,课题组在前人的基础上,以紫薯泥罐头的企业生产为例,应用计算机辅助罐藏杀菌工艺设计,同时配合采用指标隶属度方法综合评价,确定最优生产工艺,为今后同行加快罐头产品生产开发提供参考。
1 材料与方法
1.1 材料与仪器
紫薯,采自福建漳州;空罐:#9121马口铁罐。
S08004卧式蒸汽杀菌锅,南方食品机械有限公司;FSI-WL系列无线温度记录仪(PT100),漳州食品科技应用研究所;HL ColorQuest XE分光测色仪,HunterLab,上海信联创作电子有限公司;Smart200m5 3D显微镜,德国蔡司。
1.2 实验方法
1.2.1 试验流程
工艺流程如下:
紫薯→清洗→去皮→漂烫→切丁→粉碎→加水→预煮→调配→脱气→装罐→调初温→封盖→插探头→杀菌→冷却→读数
1.2.2 试验过程
按照SN/T 4414.1—2015《出口食品热加工设备热分布检验规程》要求检测全自动高压杀菌锅的热分布状况,确定杀菌锅的冷点位置;将紫薯泥进行预处理并经脱气后装入试验罐(#9121马口铁罐)中,装罐留5 mm顶隙;预先在罐盖中心打孔,测定罐体冷点位置;将探针测温点固定在罐体冷点处;将试验罐放置在杀菌锅的冷点处,待杀菌结束后,读取杀菌过程探头温度。
1.3 产品安全评价
商业无菌,按GB 4789.26—2013《食品安全国家标准 食品微生物学检验 商业无菌检验》方法评价。
1.4 试验软件
课题组自编罐头食品加热杀菌条件Ball公式法计算软件,软著登字2468866,计算数据准确性依照已发表的文献数据核实并确认[20-21]。
1.5 感官评价
采用模糊数学法,对罐头杀菌工艺调整前后的紫薯泥产品的感官质量进行评价。邀请10名训练有素的小组成员组成评定小组,对紫薯泥产品的香气、滋味、颜色、组织状态和整体可接受性5个方面,分别按照从1(弱)~5(强)进行逐一评分。样本的呈现顺序是随机的,分数以平均分表示[23-24]。
1.6 指标隶属度
运用隶属度综合评分法,将恒温时长、感官评价2项指标隶属度对罐藏杀菌工艺进行综合评分[25],其中:
恒温时长t隶属度,按照公式(1)计算:
(1)
式中:ti表示恒温时长指标值;tmax表示恒温时长指标最大值;tmin表示恒温时长指标最小值。
感官评价s隶属度,按照公式(2)计算:
(2)
式中:Si表示感官评价指标值;Smax表示感官评价指标值最大值;Smin表示感官评价指标值最小值。
最后按式(3)进行加权得杀菌工艺的综合分Z。
Z=al1+bl2
(3)
式中:l1为指标1的隶属度;l2为指标2的隶属度;a为指标1的权值;b为指标2的权值。本文取a=0.5,b=0.5。
2 结果与分析
2.1 原杀菌工艺过程数据分析
将试验样品按照1.2.2节试验过程要求,置于杀菌锅的冷点处。试验采用升温10 min,恒温86 min,杀菌温度121 ℃的紫薯泥罐头加热杀菌工艺,恒温阶段结束后,用25 ℃冷却水喷淋冷却60 min,杀菌结束后读取罐头冷点位置的温度数据,以每3 min间隔的温度数据录入,杀菌过程热穿透基础数据见表1,得到如图1所示热穿透曲线,计算得到试验杀菌过程中产品累积F值为4.69。

表1 罐头杀菌过程热穿透基础数据Table 1 Basic data of heat penetration during sterilization process

图1 热穿透曲线Fig.1 Thermal penetration curve
对图1热穿透曲线采用半对数坐标处理,采用最小二乘法拟合线性关系作图,合并升温曲线、恒温曲线、冷却曲线作产品传热分析图(图2)。

图2 产品传热分析Fig.2 Heat transfer analysis of products
通过分析,紫薯泥罐头升温曲线符合简单型传热曲线规律,计算后得到过程中间结果如表2所示,最终得到过程性传热参数如表3所示。

表2 罐头杀菌热穿透过程中间结果数据Table 2 Intermediate result data of heat penetration during sterilization process

表3 罐头杀菌热穿透过程传热参数Table 3 Heat transfer parameters of heat penetration during sterilization process
通过上述分析,预测在现有的10′-86′/121 ℃杀菌条件下,#9121罐型紫薯泥罐头的F值为4.55,对比实际试验杀菌过程中产品的累积F值4.69,二者数值接近,相对误差=-2.99%,预测值比累积值小,且相对误差绝对值<5%,说明计算得到的传热参数可靠,可以采纳作为产品的杀菌工艺调整的预测。
2.2 工艺优化
保持目标F值4.55 不变,通过表3的热穿透参数值,初温控制在(69±1) ℃,利用计算机预测恒温杀菌温度分别为119、120、121、122和123 ℃时所需的罐头恒温杀菌时间,并进行实际试验验证,其预测目标F值与试验F值的对比如表4所示。
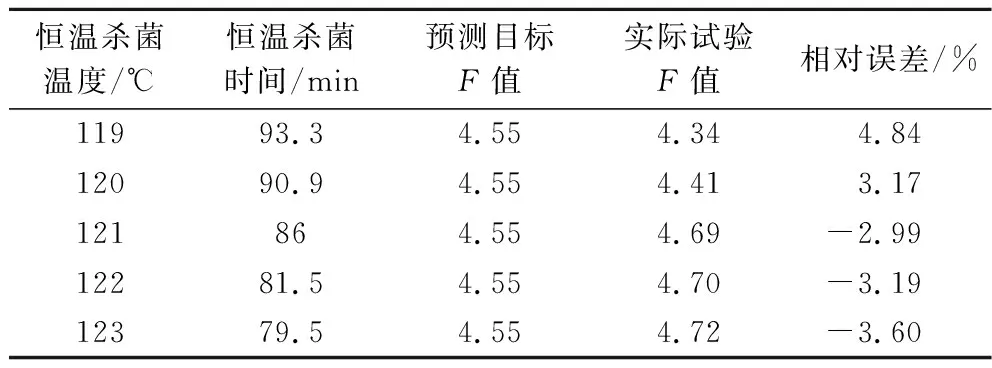
表4 不同恒温杀菌温度下预测值与实际值Table 4 Predicted and actual values under different constant temperature sterilization temperatures
由表4可知,采用较高温度的杀菌方式可以有效地降低杀菌恒温时间。有资料表明,虽然通过提高恒温杀菌温度的方法可以有效缩短杀菌时间,但是也会造成罐内不同区域产品F值区别很大,这使得产品品质变得不均匀,特别是一些色度较浅且传热类型为传导型的产品,如芋泥、板栗泥等,容易引发内外褐变不一致的现象[24]。
为了进一步探究罐边缘与罐中心的紫薯泥的质量区别,分别取这两处的紫薯泥,采用3D光学显微镜进行观察,如图3所示。
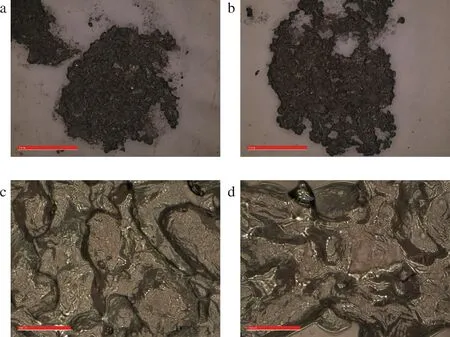
a-罐边缘位置的紫薯泥图片(100倍);b-罐中心位置的紫薯泥图片(100倍);c-罐边缘位置的紫薯泥图片(900倍); d-罐中心位置的紫薯泥图片(900倍)图3 紫薯泥3D光学显微镜观测图Fig.3 3D optical microscope observation of purple sweet potato puree
由图3可知,罐边缘位置的紫薯泥与罐中心位置的紫薯泥放大100倍的成像区别并不明显,当放大到900倍时,可以看出在罐边缘的紫薯泥的沟槽较罐中心的深且结构较紧密,说明受热时间较长使紫薯泥组织间含水量减少,这可能也会影响紫薯泥的口感。
采用分光测色仪对10′-93.3′/119 ℃与10′-79.5′/123 ℃杀菌工艺生产的产品分别进行色度检测,如表5所示。从检测的结果可以看出,罐边缘部分的紫薯泥的L值均比罐中心部分的紫薯泥低,而A值却比较高,这说明其色泽偏暗偏红;罐内不同位置的紫薯泥的L值和A值的差别均不大(<5%),说明加热对罐边缘与中心的紫薯泥的影响有细微差别,这是由于紫薯泥色泽较深,且颜色与美拉德反应产生的色泽较为接近,因此两种工艺在色泽上变化影响并不明显。
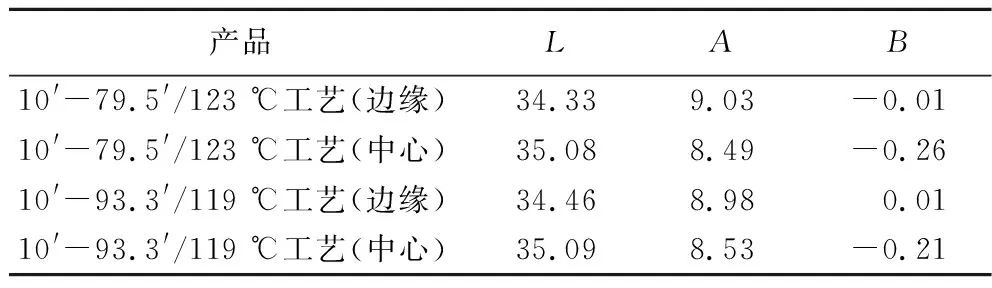
表5不同杀菌工艺产品色度对比Table 5 Comparison of color of products with different sterilization processes
综上所述,平衡多方面因素考虑,对2.2节试验生产的紫薯泥罐头,采用1.5节感官评价方法进行感官评分,采用1.6节指标隶属度评价方法进行隶属度评分,评分数据列表整理如表6所示。
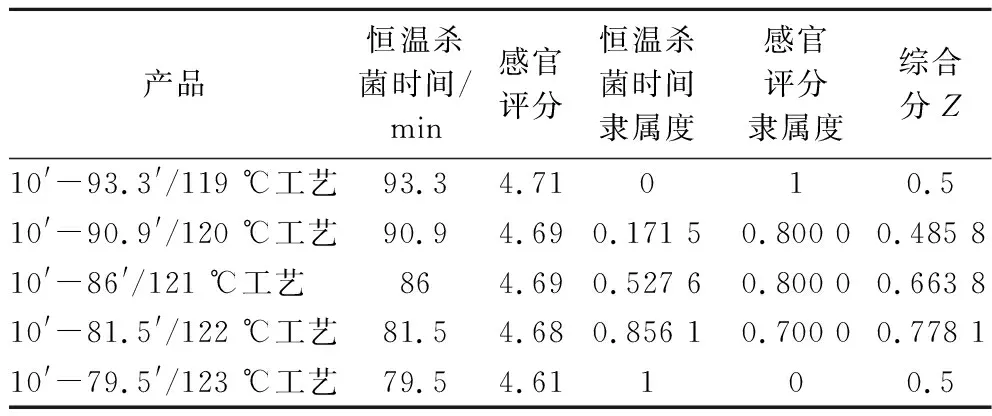
表6 紫薯泥罐头杀菌工艺综合评价Table 6 Comprehensive evaluation of sterilization process for canned purple sweet potato puree
从表6的数据上看,采用10′-81.5′/122 ℃工艺生产的产品综合分最高,可以作为工艺调整的参考。采用杀菌公式10′-81.5′/122 ℃进行生产验证3次,现场得到累积的F值为4.71±0.15,相对误差在5%以内,对三批次产品进行抽样检测,结果符合GB 4789.26—2013商业无菌要求,说明产品F值预测有效,可以作为新工艺在生产过程中使用。
3 结语
本试验采用计算机辅助对马口铁#9121罐型的紫薯泥罐头的杀菌工艺进行了优化。试验结果表明,设定罐头初温为 69 ℃和安全F值为4.55的条件下,结合产品感官评定、隶属度评分和安全性评定的结果,确认对#9121紫薯泥罐头采用10′-81.5′/122 ℃的杀菌工艺是较为安全可靠的。此结果在企业生产中实际应用,可显著缩短罐头杀菌时间,提高设备利用率,实现节能增效的目标。本试验思路与方法也可以作为罐头企业通过计算机辅助使用Ball公式法对罐头产品开发工艺优化提供参考借鉴。
猜你喜欢
幼儿100(2021年31期)2021-10-30
河北农机(2020年10期)2020-12-14
家教世界·V家长(2020年10期)2020-11-20
幼儿画刊(2020年6期)2020-07-27
河北省科学院学报(2020年4期)2020-03-19
动漫星空(兴趣百科)(2019年5期)2019-05-11
大陆桥视野·下(2017年11期)2017-10-31
电子制作(2017年24期)2017-02-02
宠物世界·猫迷(2016年1期)2016-02-17
小说月刊(2015年2期)2015-04-23
