基于PLC 的智能仓库管理系统设计
2023-12-08 12:31:48陈俊丽
电子制作 2023年22期
陈俊丽
(武昌职业学院,武汉武昌,430200)
0 引言
随着现代生产制造技术的不断发展,货物的出货速度和需求量也不断增加,对货物的存储也提出了更高要求。而传统的仓库存在占地面积大、管理效率低、经济成本高等一系列缺点,越发不能满足要求,智能仓库技术也应运而生[1~2]。
美国早在十九世纪末就研制出了非自动运行的桥式堆垛起重机,此设备可以进行横向移动、纵向移动以及旋转操作来执行货物入库、出库等动作。1963 年,美国在高层货架中融入了电子计算机控制技术,设计出了全球第一个真正意义上的自动化仓库[3]。而我国正是从1963 年才开始针对仓库储存技术进行研究,当时在北京某机械研究所成功的发明了桥式堆垛起重机。到1973 年,我国开始投入研究融合智能控制技术的仓库管理系统[4]。到本世纪初,我国智能仓库技术迅速发展,根据中研普华研究院的相关数据显示,2018 年我国自动化立体车库的保有量为2156 座,2020 年我国自动化立体仓库的产业保有量达到6562 座,同比增长了10.9%,并且增长率还在逐年上升。
在此背景下,本文设计了一套基于PLC(可编程逻辑控制器)的智能仓库管理系统,该系统结合了装卸技术、PLC控制技术、信息自动识别技术等专业知识[5~9],搭建了基于PLC 控制技术的仿真模型,设计的智能仓库管理系统可以实现自动分拣、储存、取件、管理等功能,大大提高了仓库的存储效率。
1 系统方案设计
■1.1 智能立体仓库系统组成
(1)PLC 选型
本文结合主控制器PLC、上位机以及PLC 虚拟仿真实验平台Factory IO 搭建的仿真模型,设计了一款智能立体仓库系统。智能仓库最基本的功能是货物存放、货物运送、货物取出以及货物数据记录,从而实现货物安全入库、出库操作。货物的存放处为货架,货物的运送与取出是利用堆垛机进行控制,数据记录主要是依靠PLC 的存储记忆功能[10~12],所以PLC 是本系统的核心。
根据使用场所和功能要求的不同,需要结合IO 模块、电源模块、特殊功能模块以及通信组网能力等合理地选择PLC 的型号。首先需要考虑的是系统中至少有多少个输入输出点,设计中需要运用到的逻辑功能能否保证系统安全稳定运行,然后再去考虑成本问题。此外,还要结合结构类型、安装方式、响应速度、系统可靠性等因素,选择最适合的PLC,对提高系统的运行效率有很大帮助。
结合本系统功能要求,最终选择SIMATIC S7-1200 型控制器,其硬件部分采用了特殊设计,可以大大减少空间占用,在实际安装中有较高的空间利用率。该控制器采用大规模集成,结构紧凑,功能强大,网络实时性强,方便通讯,能对用户程序的运行数据进行归档,还可以根据需要灵活方便的添加扩展模块,可以执行程序复杂的自动化任务,如测量、闭环控制和运动控制等。此外,该控制器还包含了数字量和模拟量的输入输出,适用范围非常广泛,例如包装机械、污水处理厂、传送带系统、电梯和自动扶梯、安防门禁系统、货物输送设备等。
(2)系统组成
整个控制系统以PLC 为控制核心,输入设备包括按钮、对射式光电传感器、编码器,输出设备包括变频电机、堆垛机、指示灯、滚筒输送机、装载输送机,整个系统的结构组成框图以及主控制器的外部接线图分别如图1 和图2 所示。

图1 系统结构框图
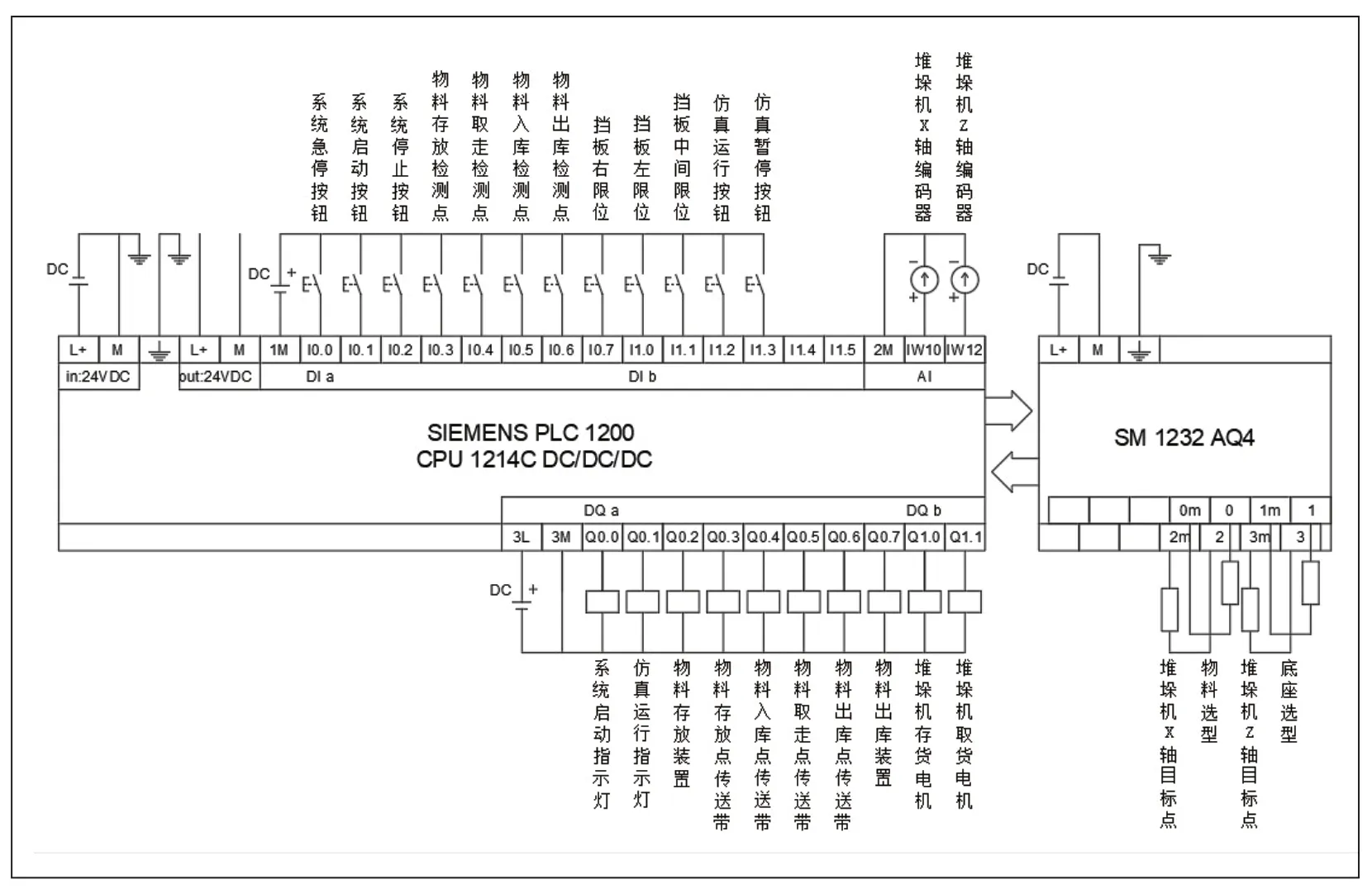
图2 主控制器外部接线图
■1.2 系统硬件设备组成
(1)堆垛机
堆垛起重机简称堆垛机,通过货叉来完成搬运工作,在生产线、仓库、车间等场所被频繁使用到,属于仓储类技术装备,Factory IO 中堆垛机实物如图3 所示。堆垛机在最初期是采用桥式结构,通过垂挂一个支柱,通过货叉在支柱上进行纵向移动来运送物体,随着科学技术的发展,技术水平越来越高,各工厂企业对于堆垛机的需求量不断增加,到目前为止,堆垛机可以在40 米的高层货架环境中进行工作,并且若不受仓库建筑和费用限制,堆垛机还可以的达到更高的高度。堆垛起重机可以高效率地运送货物,存取速度快,并且能够提高仓库使用面积的利用率,能够满足高层货架作业的要求,并且可以实现远程控制,自动化的控制技术高、性能高,可以使得整个仓库的运行更加稳定。
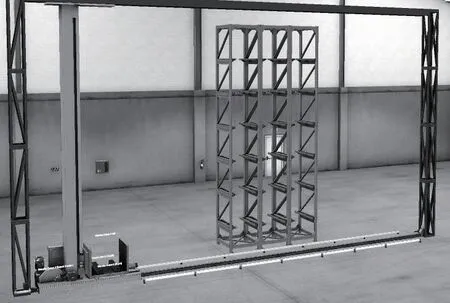
图3 堆垛机
(2)对射式光电传感器
对射式光电传感器根本用途是判断红外发光二极管与光敏三极管的间隔中是否有物品通过,其主要结构是发射器与接收器。工作工程中,发射器会发射出一道光线,接收器进行接收,当两者之间没有物体穿过时,则输出会保持不变,即没有信号发生;当某物体阻挡了全部光线或部分光线,使得接收器无法正常接收到光线时,会立刻出现信号反应,输出值发生改变。其优点主要包括:高性能、能长距离工作、保留光信号性能强、可以和反光镜配合使用,并且发射和接收分离,可避免高反光物体的干扰。即使两端没有对准,只要传感器处于图中两个漏斗型光斑的重叠区,传感器就可以相互感应并且正常工作。Factory IO 中的对射式光电传感器实物如图4 所示。
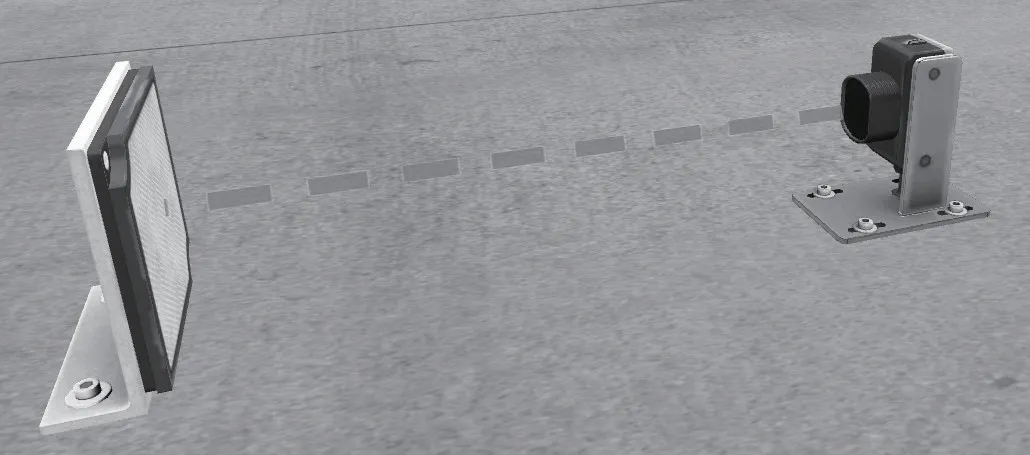
图4 对射式光电传感器
(3)滚筒输送机
传统货物搬运主要是通过人工搬运,存在各种各样的问题,例如卸货量大、工人效率低、费时费力、人工费用高、利润低等,而动力滚筒输送机可以很好地解决这些问题,在省去大量人力的同时还能提高系统的运行效率,可适用于各种需要货物运输的场所,可以稳定地输送货物,安全可靠、结构简单、使用维护方便、设备布局灵活,可实现不同方位的进出口要求。
滚筒输送机中的输送滚筒主要是由传动滚筒、支架、驱动部、机架几个部分组装而成,结构稳固,安全可靠,并且方便衔接,能够将多个滚筒输送机或其他输送设备进行搭接,形成完整的输送线,通过皮带、平面摩擦传动带、单链轮、双链轮、同步带等线轴驱动滚筒。其工作方式是利用电机进行驱动,可以实现无级变速,输送量大,运行速度快,可以进行分流输送,并且能够处理物品的堆积运输,这些特点是仓库运送环节中最需要的。Factory IO 中的滚筒输送机实物如图5 所示。

图5 滚筒输送机
2 系统软件设计
■2.1 系统程序设计
整个系统主要采用PLC 进行控制,根据Factory IO 内检测单元的数字量、模拟量等信号来判断系统接下来要执行的操作,下达指令控制Factory IO 中的输出部件,完成智能仓库管理系统的功能,达到自动控制的效果[13~14]。整个系统可实现的功能包括货物的出/入库申请、任务审核、仓库当前存储状态查询、货物出/入库等功能,具体程序设计流程如下。
(1)入库申请
入库申请流程图如图6 所示,首先由入库单填写人员填写入库申请,然后由入库单发起人发起入库申请,最后由仓库管理员进行审核。当仓库管理员收到入库申请后,根据收货单上的信息判断货物是否满足入库条件,将符合要求的申请单设置为“待入库”状态,将不符合要求的申请单设置为“被拒绝”状态。对于符合要求的申请单,仓库管理员确认货物入库以后,系统可根据货物名称、底座名称、货物数量等对仓库中的货物状态进行统计显示。

图6 入库申请流程图
(2)任务审核
仓库管理员收到入库申请后,货物处于待审核状态,此时,仓库管理员首先会判断库内货物的总数额是否超出仓库储存的范围,如果超出了范围,对“库内货物已满”置位,并对当前操作数一直清零。其次会判断仓库是否处于入库待审核状态,以及确认库内的仓库数量是否有余量,当仓库数量有余量且处于入库待审核状态时,可在HMI 的审核管理中执行同意操作,将仓库的当前状态切换至待入库状态,此时Factory IO 工程模拟软件执行货物入库操作;如果执行拒绝操作,当前状态则是处于已拒绝的状态。任务审核流程图如图7 所示。

图7 任务审核流程图
(3)当前空仓数和剩余数量计算
当货物被存放到一个新的仓库内时,该仓库的存放标志位将被置1,且该仓库的存储数量加1,通过读取某仓库的存放标志位和存储数量,可以计算出当前空仓数和某仓库剩余的存货数量。当某个仓库被存满时,将该仓库的存放标志位置2,后续货物将不再存放至该仓库,防止货物入库不正确,发生碰撞,造成货物损坏。
(4)入库操作
当货物状态为待入库状态时,系统把变量存储到当前任务号,并把货物、底座、需执行数量和剩余数量传送到当前工作参数内,驱动Factory IO 工程模拟软件执行入库操作。Factory IO 控制程序驱动传送带及堆垛机完成移动任务,将传感器以及编码器采集的信号作为控制信号对步骤位加1,达到每个步骤之间互不影响的效果。入库操作程序如图8所示。
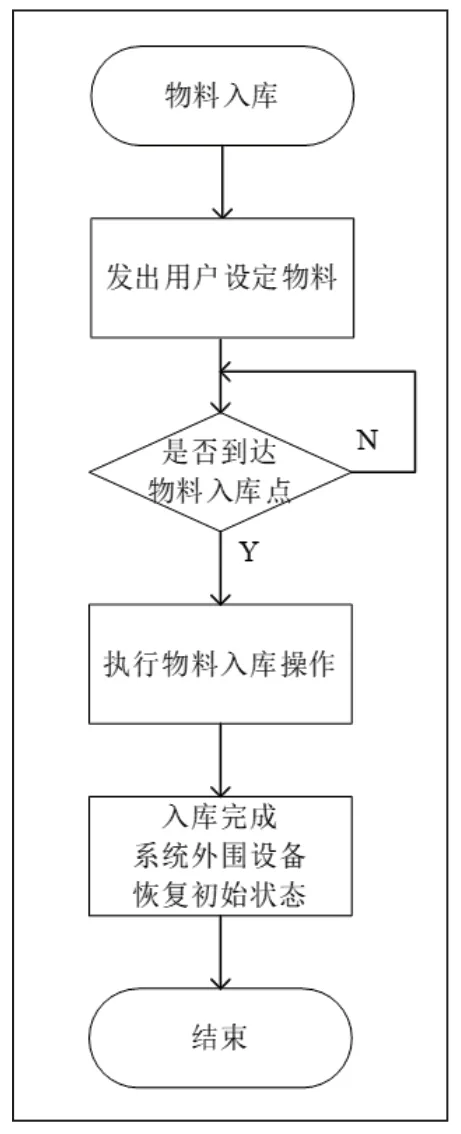
图8 货物入库流程图
(5)出库操作
出库申请单发起人员发起出库申请以后,出库申请单状态变为“出库待审核”,等待出库单审核人员审核;出库单审核人员审核通过后,出库申请单状态为“待出库”,等待出库设备;审核不通过则出库申请单置为“被拒绝”状态,出库申请单生命周期结束;若出库申请单由仓库管理员审核通过,则系统自动将货物取出至取件点。出库操作程序如图9 所示。

图9 出库操作流程图
■2.2 人机界面设计
根据智能仓库管理系统的设计要求,在WINCC 中绘制系统的监控画面,可实现货物的出/入库申请、任务审核、仓库当前存储状态查询等功能,系统的主登录界面如图10所示。
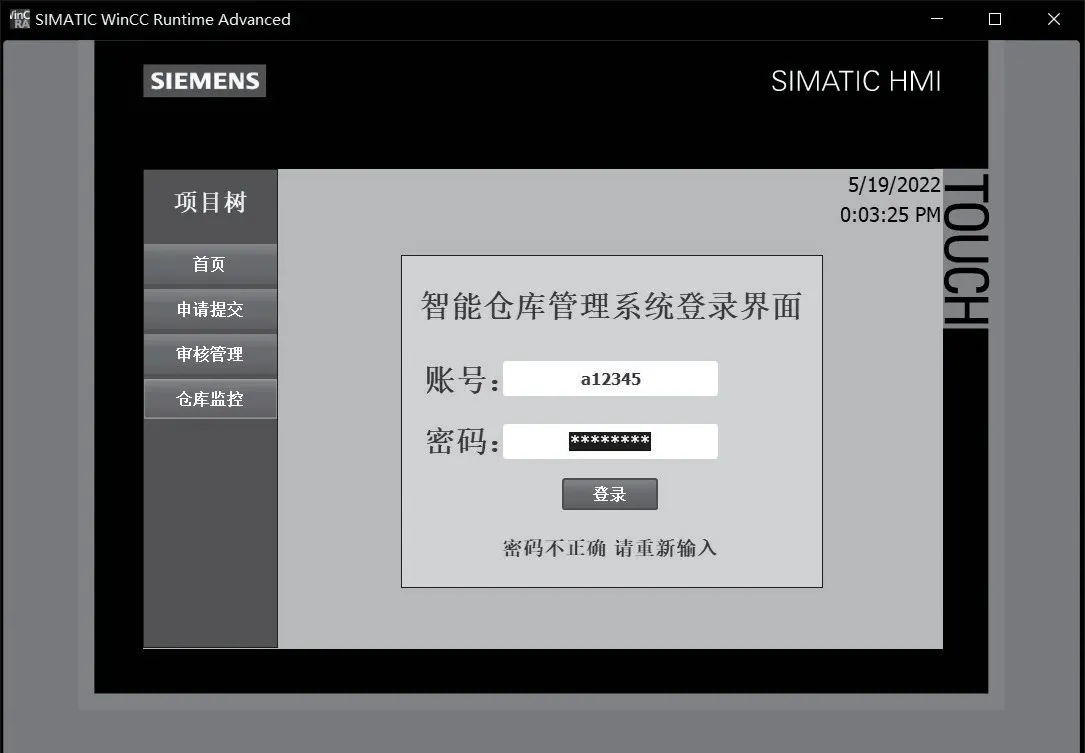
图10 系统主登录界面
3 系统调试与运行
(1)出/入库申请
申请提交界面显示货物名称、底座名称、货物数额以及备注说明的输入框,货物名称和底座名称是用符号IO 域放置的,符号IO 域的内容在文本和图形列表内设置好数值所对应的名称,选择的同时会把变量的数值反馈到PLC 进行程序判断,同时判断货物名称、底座名称和货物数额是否设置完成。用户设置完成后点击入库申请按钮,将申请任务保存到变量内,在审核管理系统内显示。申请提交界面如图11 所示。
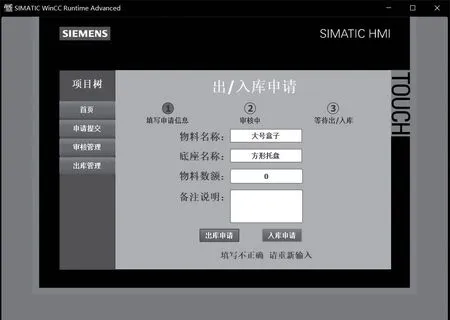
图11 申请提交界面
(2)审核管理界面
当有任务申请成功后,会在审核管理界面依次显示,显示内容有货物名称、底座名、数额、流程状态、申请时间以及操作,流程状态显示当前任务的工作状态,申请时间则是显示在任务申请成功当天的日期,操作是对当前的任务进行操作设置,有同意和拒绝两种选择,如果同意任务请求,则会执行任务要求的工作,并在流程状态显示待出/入库;如果拒绝任务请求,流程状态上会显示已拒绝。审核管理界面如图12 所示。

图12 审核管理界面
(3)仓库监控界面
仓库监控界面会显示当前仓库总数量、剩余仓库数量、当前功能、要求存储数量、剩余存储数量,并把所有仓库的存储状态显示出来,能直观了解仓库的存储状态。仓库监控界面如图13 所示。
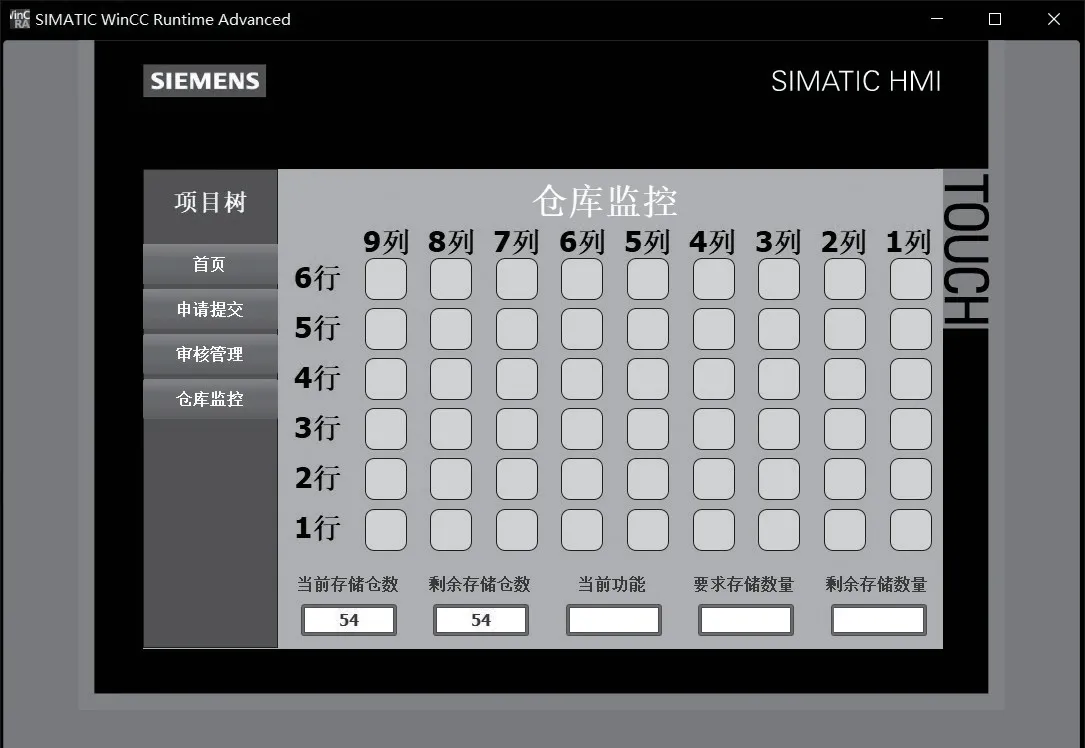
图13 仓库监控界面
4 结论
本文设计了一套基于PLC 的智能仓库管理系统,以西门子S7-1200PLC 为主控制器,通过TIA Porta1 软件和SIMATIC STEP7 PLCSIM 高功能仿真器对智能仓库管理系统进行模拟仿真,实现了货物入库审核、货物存放入库、入库数据记录、货物出库审核、取货出库、出库数据记录等功能,并设计了人机交互界面,大大提高了仓库的存储效率。
猜你喜欢
物流技术与应用(2021年11期)2021-12-27 05:17:20
中国卫生产业(2021年1期)2021-05-10 02:10:58
世界最新医学信息文摘(2020年15期)2020-03-30 02:00:00
制造业自动化(2018年10期)2018-11-02 09:51:40
物流技术与应用(2017年12期)2018-01-31 02:08:05
中国粮食经济(2018年9期)2018-01-23 03:02:15
产品可靠性报告(2017年7期)2017-09-05 09:49:11
中国医疗设备(2017年3期)2017-03-30 10:21:02
中国卫生产业(2017年1期)2017-03-18 06:09:30
制造业自动化(2014年19期)2014-12-18 08:03:58