超级矩形筛筛箱工艺精度保证
2023-12-04 11:11谢杰,徐强
林业机械与木工设备 2023年9期
谢 杰, 徐 强
(苏州苏福马机械有限公司,江苏 苏州 215011)
1 工艺背景
BF14260(TD)C超级矩形筛是苏州苏福马机械有限公司实现进口替代、自主创新开发的新品,其设计的高度和工艺的难度不言而喻。筛箱是超级筛中最重要的主关件,它是外形为长6 100 mm、宽3 358 mm、高2 250 mm 、重量达8 t的超大结构件。筛箱通过四个昂贵不菲的进口ROSTA柔性支撑,保证箱体的5°斜置,并通过X型高强度板定位联接,实现与主轴的偏心驱动,结合双层和每层粗、中、细筛网多规格,从而高效完成箱内刨花螺旋前行和分级筛选。其工艺要求既要在焊接方面要做“强筛箱”,保证在每天24 h、日复一日不停循环振动应力下的疲劳寿命,更要在机加工方面要做“准筛箱”,保证“ROSTA安装面5°斜置面、及其面上X型板安装孔”三者相互位置精度的准确,以满足“结构更对称、受力更平衡、效率更充分、性能更稳定、寿命更长久”的设计初心要求。本文重点通过对这一工艺攻关过程的梳理,总结出筛箱各主关加工要素及其形位要求如何准确实现的一些体会。
2 工艺过程
2.1 工艺分析
通过对筛箱(图一)的分析, 图1(a)筛箱主视图上平面中心为工艺基准点,保证A向左视图中两侧“ROSTA安装面、定位边和槽孔”的位置精度;图1(b)筛箱K向斜视图中5°斜置面中心点为设计基准点,保证K向斜视图中5°斜置面、安装斜孔与斜置面中心点的位置度,这两项最为关键。前提是确定工艺基准点与设计基准点的相对位置尺寸实现精确转换,也是破解做准筛箱的要点思路所在,即第一设立“上平面中心即工艺基准点为原点、纵向为X轴、横向为Y轴、竖向为Z轴”的工件坐标系,平移坐标系,编程加工两侧ROSTA安装面、定位边和槽孔;第二平移坐标系原点(即工艺基准点G)至设计基准点S:第三空间旋转坐标系,连续镜像编程机加工5°斜置面:第四连续平面旋转坐标系45°,编程加工其上X型板安装孔,正是通过西门子840D数控系统的FRAME功能的坐标系:坐标系的平移、平面二维旋转、三维空间旋转、镜像等功能,正确实现工艺和设计基准点的几何关系,实现设计基准、工艺基准、工件坐标系的无缝转换,从而以机床精度保证设计精度,最终加工出符合图纸要求的主关精度。

图1 筛箱设计图
2.2 方案优选
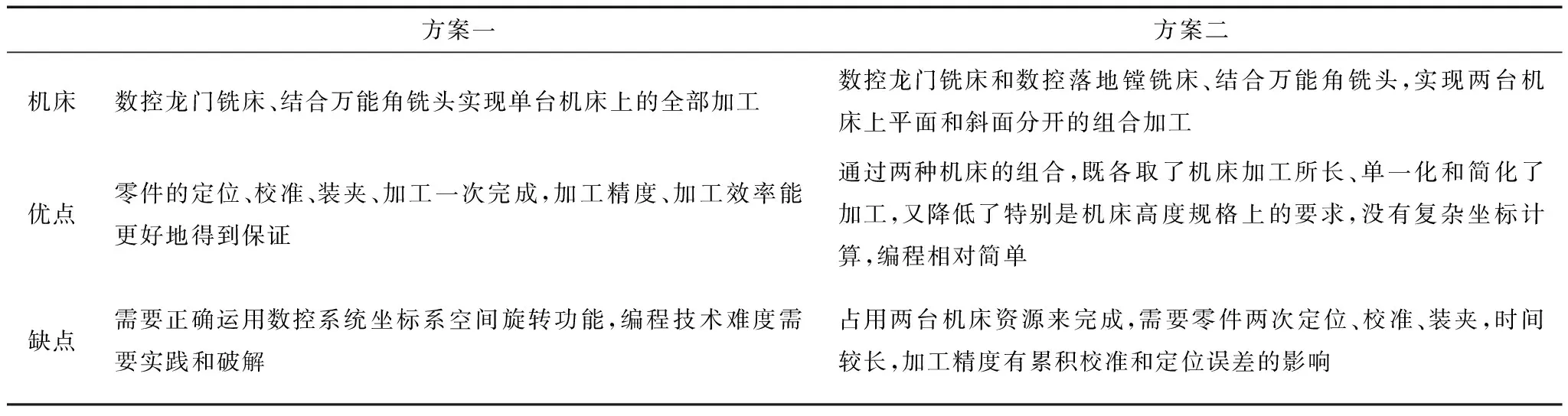
表1 两种方案对比
通过比较,两种方案各有优势,方案一因为通过基准点的确立从而简化装夹定位的次数,并通过优化编程方法,充分用足精大稀数机床精度、效率和功能的重要思路,本文以优选方案一为主题展开深入的工艺讨论。
2.3 工件校准原理
如图2所示,设计有个初心,位于如图2的CX点,其位置与底框粗基准有关,从而实现与斜置5°后筛箱的重心高度相关,以满足结构对称、受力平衡、寿命可靠的设计要求,并通过平移推导获得设计基准S点、中间Z点、工艺基准G点,从而构成基准链完成保证设计初心CX的明确实现工件校准的目的就是找到工件在机床的位置,工件校准的目标是粗基准,并通过工件坐标系来体现。筛箱的粗基准是底框(结合筛箱外形),它向上是“双层多规格筛网等距平行”的基准,横向是“ROSTA安装面、定位边和槽孔”的基准,纵向是“进出料箱安装面”的基准,向下是“工艺基准面和、5°斜置面、及其面上X型板安装孔”的基准,即如果校准了底框粗基准,也就保证了机床加工的各主面与筛箱设计初心关系的正确。
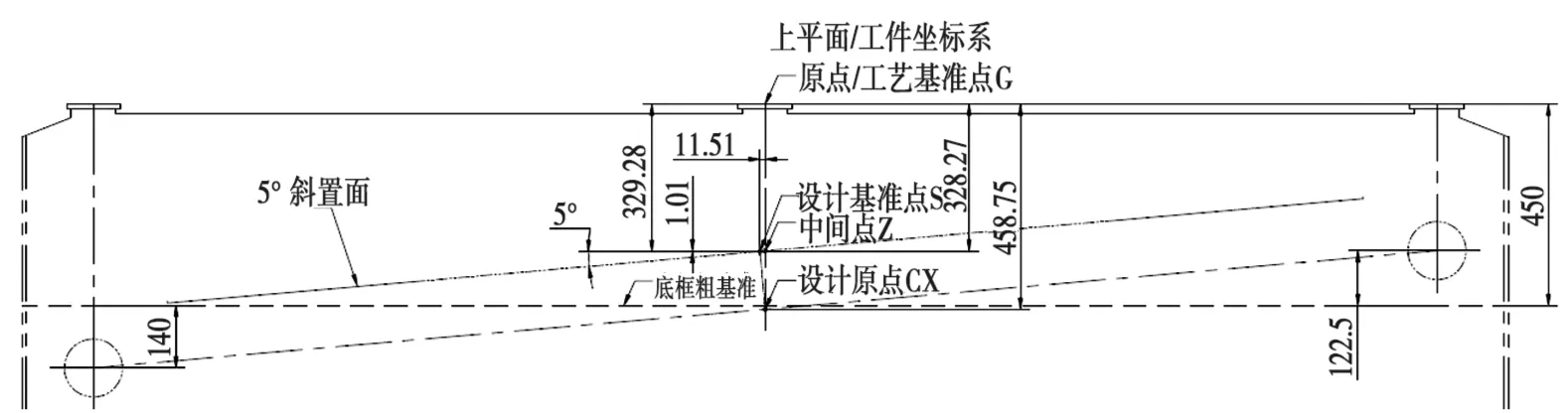
图2 基准链
一般校准时为了保证主关加工面的余量和均匀,会进行对粗基准的人为调整,以实现损失部分粗基准和获得主关加工面余量均匀的两借,但从设计初心的重要性出发,并不建议这样的调整,所以应更重点提出做准筛箱应从毛坯焊接开始的要求,即通过焊接工序图明确要求和保证粗基准与各主关加工面的几何关系,并要求在5°斜置面及机床上进行3 m内打表测量高度差218.72、余量误差不大于2时,方可继续进行校准粗基准、保证各主面孔加工要求的实现。
2.4 刀具校对方法
对刀的目的就是为刀尖找到与工件加工面的关系,对刀的目标常常是以刀尖为原点,并通过刷新工件坐标系来实现,从而实现刀具和加工面的最近关系、方便直观地编程加工。由于一般加工都在G17、G18、G19平面坐标系中实现,对刀较为简单,只要提供其对刀基准即可,如在加工筛箱四侧的ROSTA安装面和进出口料箱安装面时,只要在对上平面工艺基准面四侧进行对称加工提供对刀面即可。但对空间坐标系中的加工面,如5°斜置面及其面上X型板安装孔的加工,仍需要设计出相对复杂的对刀的方法和计算,即用对刀顶尖对刀、再利用对刀顶尖与铣刀盘和钻头的刀具长度差,计算出相应的刀补增量,在工件坐标系进行追加一次平移,实现对不同刀具的不同补偿。刀补增量计算如图3所示。

图3 刀补增量计算
从图3中可以看出,刀具相对对刀顶尖可长可短,刀补增量也相应可正可负,可以推导出刀补增量计算公式:
ΔX=(L-L0)sin5°
ΔY=0
ΔZ=(L-L0)cos5°
L,刀具长度;L0,顶尖长度。两者通过对刀仪测量获得。
对刀方法为在上平面上用对刀顶尖按坐标为(0,k,0)的Q点取一对刀点,万能角铣旋转斜置5°,利用对刀顶尖和辅助放大镜、进行对对刀点的细致对刀,然后平移定位至工件坐标系原点、换刀、平移一次刀补增量(ΔX,ΔY,ΔZ)、重置刷新工件坐标系,确立了刀尖中心位于新工件坐标系的原点,从而只要通过换算就可巧妙替代和完成斜置坐标系下的多次复杂对刀过程。
在五轴联动、自动换刀、批量生产的工况下,结合采用G代码直接调用刀补(半径、长度)的自动补偿方式,就可实现不间断的全过程编程和加工,但在单件即终件、试件即成品,以及更为普遍的无自动换刀的三轴联动数控机床上,往往不采用G代码直接调用刀补,而是常常通过对刀、以刀尖中心为原点更新工件坐标系、边加工和边测量的方式进行编程和加工,虽加工流畅性和效率有所降低,却因具有工步独立、编程简化、不受坐标系复杂转换后的影响等灵活优势被广泛应用。
2.5 工艺流程
通过工艺分析,结合单台机床方案优选、工件校准原理、刀具校对方法等,可导出工艺路线:①工件在机床上定位校准;②以上平面中心点建立工件坐标系,主轴顶铣加工上平面工艺基准面、四周对刀侧边、点取对刀点;③平移坐标系至两侧面和端面,万能铣头直置、对刀、侧铣两侧ROSTA安装面、定位边和槽孔、以及进出口箱安装面;④平移坐标系至设计基准点S,空间旋转坐标系,万能铣头斜置、对刀、镜像、三维插补面铣5°斜置面;⑤平面旋转坐标系,万能铣头斜置、对刀、旋转、三维插补钻削斜面上X型板安装孔。
3 编程
在数控加工中有这样的行话:“编程会坐标,数控会一半;工件会校准,加工会一半”。所以如何充分运用好西门子840D数控系统的FRAME功能(如坐标系平移、旋转、镜像等)是高效编程的关键,特别是坐标系空间旋转功能,如图4XY平面绕Y轴空间旋转所示,通过坐标系空间转换,把原来斜面各加工要素的三维编程变成了在平面坐标系进行,实现了化繁为简、化难为易的计算和编程。

图4 XY平面坐标系统Y轴空间旋转
以5°斜置面面铣程序为例,见图5(5°斜置面,为图1(b)K向视图)。其流程为:点对刀点→万能铣头旋转斜置5°→对对刀点→平移坐标系原点→换刀铣刀盘→平移刀补增量→重置刷新工件坐标系→工件坐标系平移至设计基准点S→空间旋转坐标系5°→定位刀盘至坐标系原点→面铣5°斜置面(A)→三次镜像面铣其余5°斜置面。

图5 5°斜置面
程序如下:
G54G0 X0 Y0 Z0钻尖中心定位在工件坐标系原点
TRANS X-11.51Y0Z-1.01坐标系平移至设计基准点
AROT Y5坐标系绕Y轴空间转5度
MIANXI子程序面铣A
AMIRROR X0
MIANXI子程序面铣B
AMIRROR Y0
MIANXI子程序面铣C
AMIRROR X0
MIANXI子程序面铣D
……
以5°斜置面其上X型板安装孔钻孔为例,见图6(5°斜置面X型板安装孔,为图1(b)K向视图)。

图6 5°斜置面X型板安装孔
其流程为:铣刀盘回工件坐标系原点→换刀钻头→平移刀补增量→重置刷新工件坐标系→定位钻头至坐标系原点→平移坐标系至设计基准点S→空间旋转坐标系5°→平面旋转坐标系45°→钻孔(A部分)→三次平面旋转坐标系45°钻其余部分孔。
程序如下:
G54G0 X0 Y0 Z0钻尖中心定位在工件坐标系原点
TRANS X-11.5Y0Z-1.01坐标系平移至设计基准点
AROT Y5坐标系绕Y轴空间转5°
AROT Z45坐标系绕Z轴旋转45°
ZHUANKONG子程序钻孔A
AROT Z45坐标系绕Z轴旋转45°
ZHUANKONG子程序钻孔B
AROT Z45坐标系绕Z轴旋转45°
ZHUANKONG 子程序钻孔C
AROT Z45坐标系绕Z轴旋转45°
ZHUANKONG子程序钻孔D
……
4 结论
(1)通过在一台机床上进行一次定位,保证了工件在机床上的调整时间最短、加工误差最小,充分用足数控机床的精度、效率。
(2)通过对基准点的确立,实现设计基准、工艺基准、工件坐标系的转换,保证了设计精度与机床精度的最大一致。
(3)通过保证工件对粗基准校准和焊接工序要求,追踪底框粗基准、设计初心CX、设计基准S、中间点Z、工艺基准点G,可达成设计要求。通过刀具的刀补增量和工件坐标系重置,仅用一次顶尖对刀,可免除斜置的坐标系下复杂的多次对刀
(4)通过数控系统的坐标系FAME功能特别是空间旋转功能,保证筛箱主关加工要素ROSTA安装面、5°斜置面、及其面上X型板安装孔三者位置关系的编程和加工正确实现,充分发挥出西门子数控系统可灵活编程的特点。
(5)在多台矩形筛箱的加工中,做到全部合格,成为公司此类超级筛箱加工的典型工艺和一种成熟实用的加工方法。
猜你喜欢
华中建筑(2022年4期)2022-04-14
现代测绘(2021年1期)2021-04-28
中学生数理化·七年级数学人教版(2018年4期)2018-06-28
数学大世界(2018年1期)2018-04-12
中等数学(2017年2期)2017-06-01
公民与法治(2016年19期)2016-05-17
读者·校园版(2015年7期)2015-05-14
中国海洋大学学报(自然科学版)(2014年8期)2014-02-28
河南科技(2014年15期)2014-02-27
电子设计工程(2014年6期)2014-02-27