新型无卡轴旋切机工作后角及旋切轨迹研究
2023-12-04 13:03任长清徐中浩
林业机械与木工设备 2023年9期
任长清, 徐中浩, 宋 鹏
(东北林业大学林业与木工机械工程技术中心,黑龙江 哈尔滨 150040)
随着社会的不断进步,人们对于家具、建筑等行业的高标准促进了胶合板产业的快速发展[1]。但因为我国森林资源十分紧缺,为了满足对原材料的大量需求,小径木速生材逐渐被广泛使用。木材直径的缩小也让之前旋切大径木的有卡轴旋切机失去了作用,无卡轴旋切机渐渐成为市场的主流,不仅能更加充分地利用资源,降低生产成本、提高工作效率,使得我国的木工机械更具竞争力,还符合国家未来的发展战略。
无卡轴旋切机是目前胶合板生产的主要设备之一,相比于有卡轴旋切机取消了中心的机械轴,极大地提高了木段的利用率[2]。此外无卡轴旋切机的旋转方式也有了一定的改变,由驱动辊带动运动,在速度上有了更大的空间。但是现有的无卡轴旋切机也有着出板质量不均的问题,单板出现薄厚不一是由多方面的因素引起的,包括进给机构前进的速度、工作后角的变化规律、装刀高度的变化规律等一系列问题影响旋切单板的质量[3-4]。上述问题都是不可避免并亟需解决的。因此,需要设计一款适用于小径木的无卡轴旋切机。通过基本的理论模型及公式,推导出相关参数的变化方程,再借助MATLAB软件得到图像并拟合出多项式方程[5]。借助方程我们能准确地表达出无卡轴旋切机在工作过程中关键零部件的运动规律,再反馈回solidworks等设计软件中,也能更加精准地建立机器的模型结构。本次研究的无卡轴旋切机的工作对象为最大直径小于300 mm的小径木,旋切的单板厚度小于3 mm,满足胶合板生产的工艺要求。
1 木材直径变化规律
无卡轴旋切机在旋切过程中辊筒的转速保持不变,故整个运动是以恒线速度进行,即木材的转速会随着直径的不断减小而逐渐增大[6]。根据线速度不变可得:
v=2πrn
(1)
式中:v为旋切线速度,mm/s;r为木材瞬时半径,mm;n为木材瞬时转速,r/s。
式(1)中,木材瞬时半径r和木材瞬时转速n均为变量,有:
(2)
(3)
式中:r0为木材初始半径,mm;u为木材半径变化速率,mm/s;S为旋切单板厚度或渐开线的基圆半径,mm;ω为木材瞬时角速度,rad/s。
(4)
式中:β为极角,°。
对式(4)推导可得:
(5)
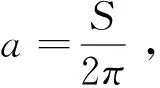
将式(5)带入MATLAB,得到木材半径随时间变化规律,如图1所示。
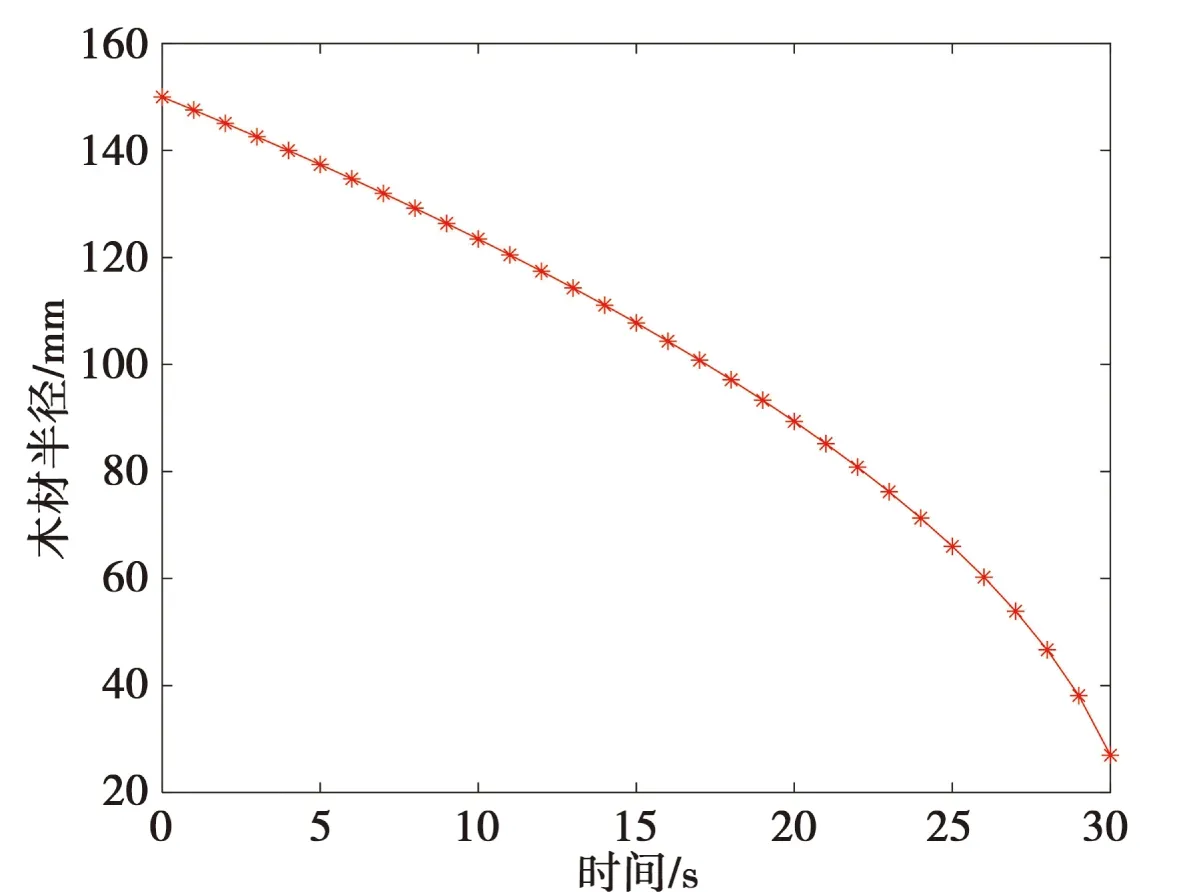
图1 木材半径变化规律图
2 进给机构运动规律
无卡轴旋切机的进给机构为压尺辊,在驱动辊不移动的前提下,压尺辊的运动规律随木材直径的不断变化而变化。各机构位置如图2所示,从压尺辊中点到驱动辊中点的水平距离P可较为明显地看出进给机构变化的规律。

图2 机构平面位置示意图

(6)
式中:P为压尺辊中心到驱动辊中心的水平距离,mm;r1为压尺辊半径,mm;r2为驱动辊半径,mm;d1为压尺辊与木材的中心距,mm;d2为驱动辊与木材的中心距,mm。
根据设计要求:压尺辊半径r1为40 mm,驱动辊半径r2为42.5 mm,压尺辊与木材的中心距d1为20 mm,驱动辊与木材的中心距d2为52.5 mm。
将式(6)带入MATLAB,得到中心水平距离随时间变化规律图,如图3所示。
图3 中心水平距离变化规律图
将图3中的规律进行拟合,对得到的多项式方程求导取反后便可找到进给机构水平运动速度Vx的变化方程:
Vx=2.061 4×10-3t3-6.704 4×10-3t2+0.769 4t+3.240 9
(7)
3 后角变化规律
后角α是切削角的一部分,在旋切过程中有着非常重要的意义。后角α指的是后刀面与切削平面之间的夹角,表示后刀面相对切削平面的倾斜度,它主要影响刀具后面与工件之间的摩擦。由于刀具楔角β固定,所以后角α的选取是保证旋切质量的重要环节。
若后角α的值过小,木材表面和旋切刀后刀面的接触面积也会随之增大,导致压力的增加,这样容易使得木段出现弯曲或者劈裂的现象。尤其是对于直径较小的木材,弯曲的现象会更为明显,影响后续单板的生产。若后角α的值过大,单板面向木材的平面极易产生隙缝,这是因为单板从木材上脱离的时刻会出现伸直的情况,随后朝着相反的方向弯曲,后角α过大会引起弯曲变形的程度过大以致裂缝的产生;此外还会让单板表面不够平滑,呈现出类似于波浪状的起伏变化,对单板的成品质量有很大影响[7]。
所以只有让木段表面和旋切刀的后刀面维持在一个合理的范围内,整个旋切过程才能处于一个相对平稳的状态。按照预期的设想,后角α的值应该随着木材直径的减小而减小,这样也能降低单板出现断裂情况的概率。旋切机经过多年的发展及应用,在接触宽度与后角大小方面已经有了一定的参照和规律,一般的软质木材的旋切刀与木材接触宽度为3~4 mm,而硬质木材在2~3 mm左右。至于后角的范围变化,要根据不同树种、单板厚度等因素来判定,通常木材直径较小时为1°左右,较大时在3°附近,特殊情况下可为负值[8-10]。
按照我们的设计需求,旋切刀与木材接触宽度保持基本不变,那么随着工作过程中木材直径的缩小,相应的后角α大小也应该相应地减小。在实际计算过程中,后角α并不方便计算,便引入后置角φ,即旋切刀的后刀面和木材中心线与旋切刀尖共同所在的平面的夹角,如图4所示。
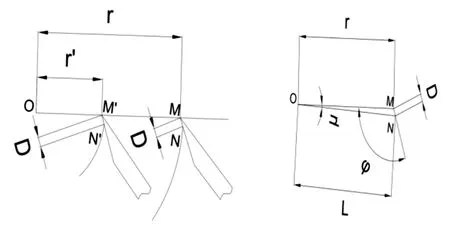
图4 中心水平距离变化规律图
如图4所示,O为木材中心点;M为旋切刀尖;N为木材与后刀面接触点;D为旋切刀与木材的接触宽度,mm;r为木材瞬时半径,mm;φ为后置角,°。
在三角形OMN中,通过正余弦定理可推导出:
(8)
式(8)可看成关于cosφ的一元二次方程,根据求根公式可得:
(9)
在实际中D的值约3mm,相对于r来说非常小,因此按照可以圆的弧弦关系得出:
(10)
将式(10)带入MATLAB,得到后置角随时间变化规律图,再将后置角减去90°便是旋刀后角随时间变化规律图,如图5所示。
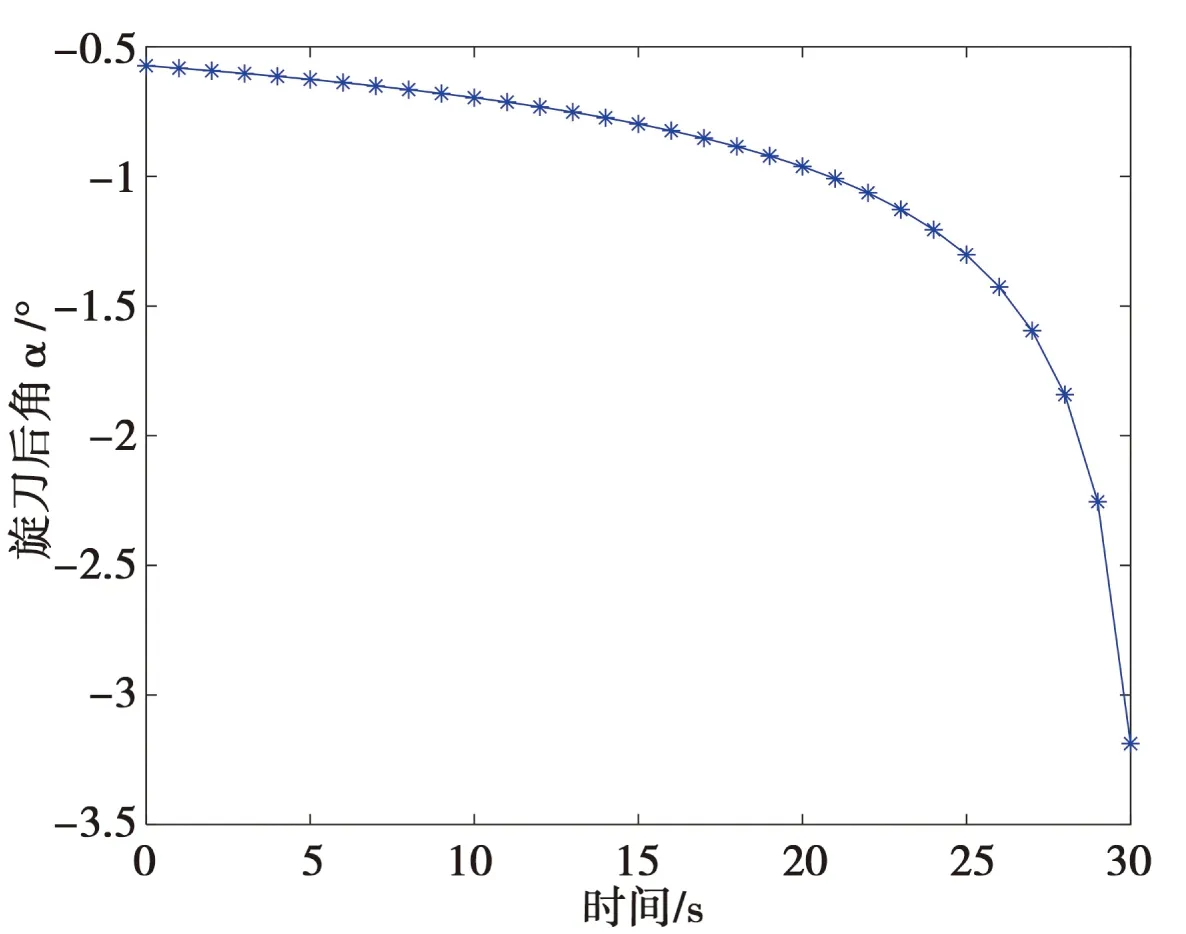
图5 旋刀后角变化规律图
将图5中的规律进行拟合,便得到了旋刀后角关于时间变化规律的方程:
α=-2.112×10-6t5+1.336×10-4t4-3.001×10-3t3+2.2736×10-2t2-0.1002t-0.5195
(11)
4 旋切运动轨迹及位置确定
在单板生产的过程中,木材中心与旋切刀的相对距离会随着木材直径的减小相对应的减小,为了确定旋切刀尖的运动轨迹,可以假设木材保持静止不动,并沿木材横截面的方向研究,便可观察到旋切刀尖的运动轨迹如图6所示。
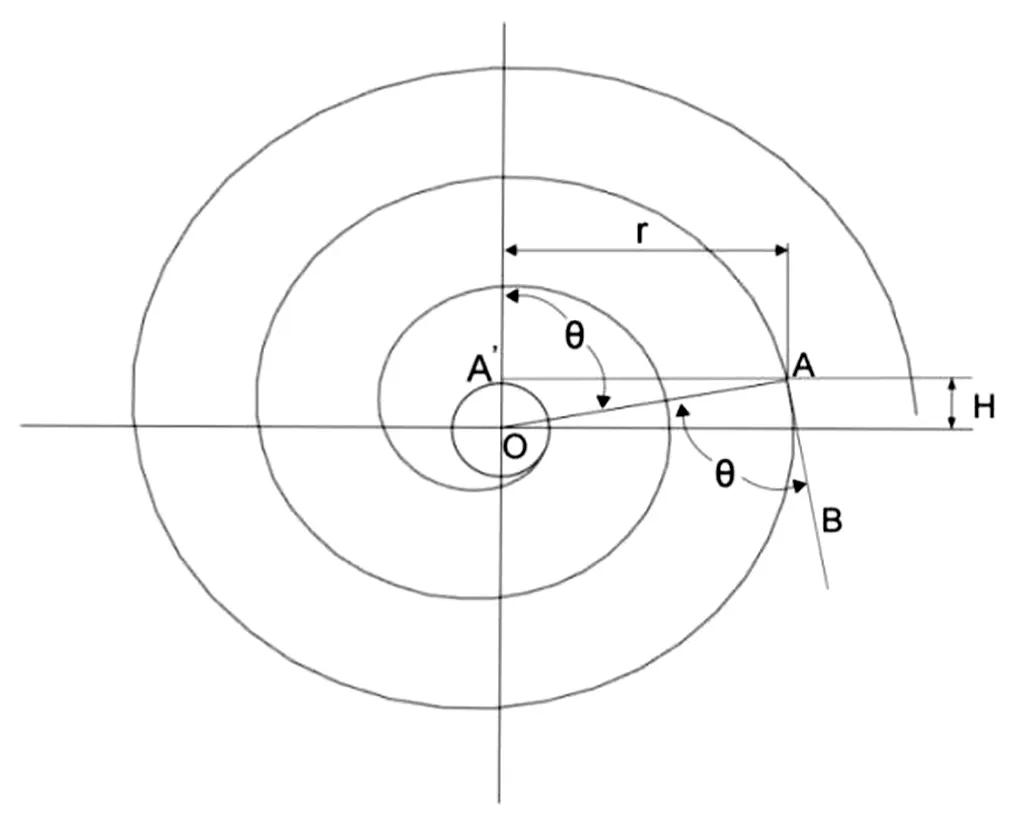
图6 旋切轨迹示意图
如图6所示,H为装刀高度,mm;θ为木材转过的极角,°;r为木材瞬时半径,mm。
由表3可知,在4、5、6月通过地表撒播方式播种的转基因大豆SHZD32-01、受体材料中豆32、主栽品种皖豆28的覆盖度在3次调查中均无显著差异。在常规方式播种下,4月播种的转基因大豆SHZD32-01的覆盖度在5月的调查中显著低于中豆32、皖豆28,但在后2次的调查中三者间差异不显著;5月播种的转基因大豆SHZD32-01和皖豆28的覆盖度在3次调查中均显著低于中豆32;6月播种的3种大豆在3次调查中的覆盖度均极低,大多低于5%,仅在7月第1次调查中转基因大豆 SHZD32-01 和皖豆28的覆盖度显著低于中豆32,但在后2次调查中三者间差异不显著。7月播种的大豆未出苗,覆盖度为0。
因为无卡旋切机采用的是恒线速旋切,所以木材每旋切一周,旋刀前进的距离为单板厚度S,但从其运动学的角度来看与有卡轴旋切机是一致的,因此旋切轨迹都同样适用于恒线速旋切与恒转速旋切这两种方式。假定旋切刀刀尖从A点运动到A'点,木段做着顺时针的等转速旋转运动。由于旋切刀的前刀面始终相切于木材的表面,在木材不动的前提下,可以把旋切刀尖的运动看做是水平前进的进给运动和以木材圆心为中心点并一致相切的顺时针圆周运动,我们可以推出图中的A点会沿着AB方向运动到B点,则:
(12)
由此得到旋切刀刀尖A的参数方程:
(13)
将式(13)两个分式两边平方并相加后得:
x2+y2=(Hsinθ+aθcosθ)2+(Hcosθ-aθsinθ)2=a2θ2+H2
(14)
从式(14)可以看出旋切的运动轨迹主要与装刀高度H有关。当H=0时,旋切轨迹为阿基米德螺线;当H=±a时,旋切轨迹为圆的渐开线;当-a
考虑到选用的装刀高度H>0且≠a,所以在木材的横截面上旋切刀的运动轨迹为圆的广义渐开线。
已知后角α是旋切机在旋切过程最主要的影响因素,目前通常采取改变装刀高度H的办法来优化,所以要得出两者相应的方程关系[11]。旋切角度关系如图7所示。

图7 旋切角度关系
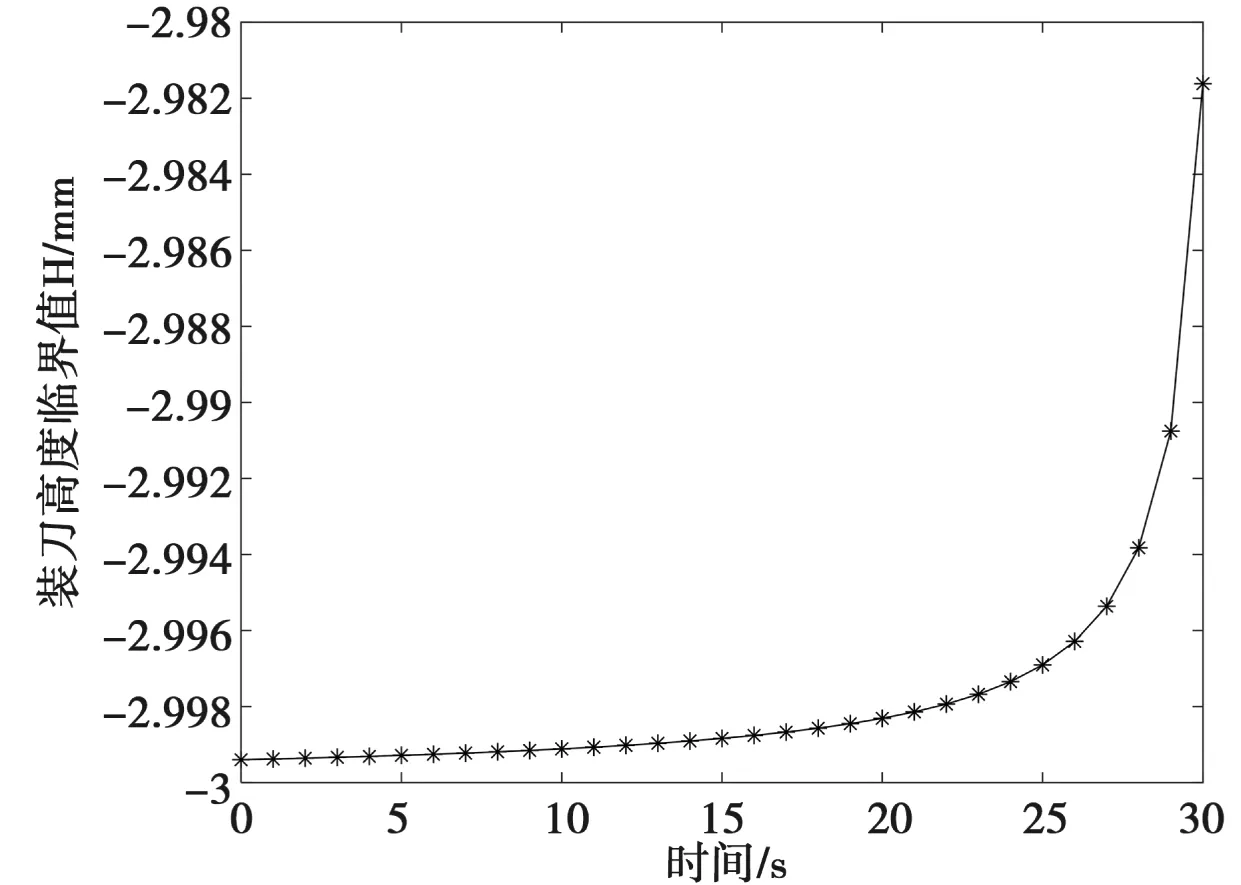
图8 装刀高度临界值变化规律图
在实际工作中,旋刀装定后便不能进行旋转,故AJ的方向和AN的方向是保持不变的,只有AK及AM发生了变化,从而引起了工作后角α的变化。
运用极次法设定左边是以O为圆心,极次法距OC=a的所做的圆,向径AO=r,分析图中关系我们可以得出:
(15)
为便于分析将∠α对r偏导并令等式为0,得到关于装刀高度的解:
(16)
假定在旋切的某一时刻r=r',此时得到一个装刀高度H',带回原式整理可得:
(17)
从式(17)可以看出∠α与r的变化关系,只有在r=r'时变化的斜率才为0,在其他位置时接近于0。由于a的大小跟r相比差距悬殊,所以两者变化的曲线可以近似看成是斜率等于0 的直线。
考虑到实际工作情况中,木材直径的逐渐减小会导致旋切刀的工作后角相应的减小,应该满足∠α与r的变化保持同步性,也就是随着r的增加∠α也会增大,因此要满足H>H'。

(18)
可以看出H'只与木材的瞬时半径r和单板厚度a有关,将式(18)带入MATLAB,得到装刀高度临界值H'的变化规律。
5 总结
本文针对目前无卡轴旋切机存在的几个主要问题进行分析,从理论上解决无卡轴旋切机在工作时精度不高、单板质量不均的难题。通过木材直径变化的规律推导出进给机构变化的运动规律,保证无卡轴旋切机运作时旋切的稳定性,在实际情况中可以用伺服控制来实现;后角虽然在旋切过程中的变化值较小,却是无卡轴旋切机能否实现高精度的重要因素之一,通过借助研究装刀高度的的变化规律来实现旋刀后角的大小变化。本文对于几个主要问题都给出了相对准确的方程等式,带回SolidWorks等设计软件能更加精准地完善设计模型,对于各种型号的无卡轴旋切机都具有一定的适用性。
猜你喜欢
体育风尚(2023年17期)2023-10-17
军事文摘(2021年16期)2021-11-05
骨科(2021年3期)2021-06-05
少儿科学周刊·少年版(2021年20期)2021-01-17
建材发展导向(2020年16期)2020-09-25
冰雪运动(2019年3期)2019-08-23
电脑知识与技术(2016年34期)2017-04-15
国际木业(2016年4期)2017-01-15
中华骨与关节外科杂志(2016年3期)2016-05-17
冰雪运动(2016年5期)2016-04-16