外流体基液类型对纳米流体同轴静电雾化切削的影响研究
2023-12-01 16:49:48苏宇吴事凯姜海
中国机械工程 2023年7期
苏宇 吴事凯 姜海

摘要:在构建同轴静电雾化切削試验平台的基础上,以蓖麻油、大豆油、菜籽油、棕榈油、LB2000及其碳纳米管油基纳米流体为外流体,以去离子水及其碳纳米管水基纳米流体为内流体,分析了不同外流体基液类型下同轴静电雾化荷电性能和复合液滴电润湿性能,研究了外流体基液类型对纳米流体同轴静电雾化切削的切削力和温度的影响。结果表明:LB2000适合作为纳米流体同轴静电雾化切削的外流体基液,可有效减小切削力和降低温度,且以LB2000/水基纳米流体为外/内流体时,减力降温的综合效果最佳。
关键词:纳米流体;同轴静电雾化;荷电性能;电润湿性能;雾化切削
中图分类号:TB383.1;TG501.5
DOI:10.3969/j.issn.1004132X.2023.07.005
Study on Influences of Base Fluid Type of External Fluid on Nanofluid
Coaxial Electrostatic Atomization Cutting
SU Yu1 WU Shikai1 JIANG Hai2
1.College of Mechanical Engineering,Jiangsu University of Science and Technology,Zhenjiang,
Jiangsu,212100
2.Yuanshi New Materials Co.,Ltd.,Zhenjiang,Jiangsu,212100
Abstract: Based on the construction of coaxial electrostatic atomization cutting test platform, taking castor oil, soybean oil, rapeseed oil, palm oil, LB2000 and its carbon nanotube oil-based nanofluid as external fluid, taking deionized water and its carbon nanotube water-based nanofluid as internal fluid, the charging performance of coaxial electrostatic atomization and the electrowetting performance of composite droplets under different types of base fluid of external fluid were analyzed. The effects of base fluid type of external fluid on the cutting force and temperature of nanofluid coaxial electrostatic atomization cutting were studied. Results show that LB2000 is suitable as the base fluid of external fluid for nanofluid coaxial electrostatic atomization cutting, which may effectively reduce the cutting force and temperature, and the comprehensive effects of force reduction and cooling are the best when LB2000/water-based nanofluid used as external/internal fluid.
Key words: nanofluid; coaxial electrostatic atomization; charging performance; electrowetting performance; atomization cutting
0 引言
在金属切削加工过程中,为了延长刀具使用寿命,提高工件加工质量,需要大量使用切削液。然而这不仅给环境和人体健康带来了很大危害,而且显著增加了加工成本。为实现可持续发展,绿色切削已得到了广泛的关注与研究。微量润滑(minimum quantity lubrication,MQL)是将压缩空气与微量润滑液混合雾化后喷射至加工区,并对其实施冷却润滑的准干式切削技术。作为绿色切削技术的典型代表,MQL技术结合了干式切削和湿式切削的优点,不仅大大减少了润滑液的使用,而且有效改善了切削性能,在车削、铣削等加工领域得到了广泛应用[1]。然而在应用时因油雾向工作环境中飘散,仍会给作业人员带来健康隐患,且冷却性能亟待提高[2-4]。
各国学者在MQL性能改善方面开展了大量的研究工作。WANG等[5]研究了油膜水滴(oils on water,OoW)和低温油膜水滴(cryogenic air mixed with oils on water,CAOoW)方法,分析了喷嘴方位和CAOoW温度对RuT400车削性能的影响,发现外部供给OoW时,同时向前刀面、后刀面喷射效果最佳;降低CAOoW温度有益于进一步改善切削综合性能。CAI等[6]将超临界CO2分别与MQL和OoW结合,进行了干切削、超临界CO2、超临界CO2基MQL及超临界CO2基OoW条件下的钛合金铣削试验,结果表明:超临界CO2基OoW可获得最低的切削力与温度及最优的表面质量。WANG等[7]将MoS2、SiO2、金刚石、碳纳米管、Al2O3及ZrO2分别分散至基液(棕榈油)中制成六种纳米流体,并以其作为MQL介质进行了镍基高温合金的纳米流体MQL磨削试验,发现纳米流体MQL润滑性能均优于MQL,且润滑性能由低到高依次为:ZrO2、碳纳米管、金刚石、MoS2、SiO2、Al2O3。张高峰等[8]结合低温冷风与纳米粒子润滑油提出了低温纳米粒子微量润滑(cryogenic nanoparticles minimum quantity lubrication,Nano-CMQL)方法,发现Nano-CMQL能够有效降低以高速、大磨深磨削GCr15淬硬轴承钢时的磨削力与温度。SU等[9]在钛合金铣削中对比了MQL和静电雾化润滑(electrostatic atomization lubrication,EAL)的性能,发现EAL因可控制雾滴向加工区域输送,进而有效降低刀具磨损,改善工作环境空气质量,并且以纳米流体作为EAL介质时,减少刀具磨损效果更佳。在此基础上,提出了借助内驱动原理使外流体、内流体形成带电油膜水滴的同轴静电雾化(coaxial electrostatic atomization, CEA)方法。研究结果表明,CEA的加工与环保性能均优于EAL[10]。
本文在构建同轴静电雾化切削试验平台的基础上,分析了以不同植物油为外流体基液下雾化荷电性能和复合液滴电润湿性能,研究了外流体基液类型对纳米流体同轴静电雾化切削性能的影响。
1 纳米流体同轴静电雾化切削方法
图1为纳米流体同轴静电雾化切削方法示意图。在同轴喷嘴与刀具、工件之间建立高压静电场,外流体(油或油基纳米流体)与内流体(水或水基纳米流体)分别通过注射泵输送至同轴喷嘴接触荷电,因内流体的静电弛豫时间远小于外流体,电荷分布于外内流体之间的界面上,作用于界面上的电场力克服界面张力并通过界面黏性作用使内流体带动外流体形成同轴射流,射流末端破碎成带电复合液滴。在电场力的作用下,带电复合液滴飞向切削区域,到达刀具和工件表面后形成含有水滴的油膜附着层,水滴汽化带走部分切削热,油膜在刀具与工件间起润滑作用,纳米颗粒协同传热与减摩,进而对切削区进行高效冷却润滑。
2 试验方案
2.1 纳米流体制备与物性测试
以直径10~20 nm、长度小于2 μm的多壁碳纳米管为纳米颗粒,以去离子水、蓖麻油、棕榈油、大豆油、菜籽油、LB2000为基液,采用两步法制备体积分数为0.1%的油基和水基纳米流体。制备前先将体积分数转换为质量分数。使用精密电子天平称量相应质量的纳米颗粒和基液,利用超声清洗机以100 W超声功率和2 h振动时间将纳米颗粒分散至基液中。在制备多壁碳纳米管水基纳米流体时还需加入质量分数为0.15%的阿拉伯胶,以获得良好的分散稳定性。利用NDJ-9S旋转黏度计测量纳米流体的黏度。
2.2 雾化荷电性能与复合液滴电润湿测试
同轴静电雾化具有滴、脉动、锥射流及不稳定四种雾化模式,其中锥射流模式可形成连续射流,适用于切削加工时的冷却润滑[11]。在图2所示的同轴静电雾化切削雾化与荷电试验平台上,采用卧式视频显微镜拍摄雾化视频,观察雾化形态,确定形成锥射流模式的参数范围。在锥射流模式下,利用与工件相连的皮安表测量雾滴的雾化电流,计算雾化电流标准差。雾化电流表征同轴静电雾化荷电性能。雾化电流增大,荷电性能提高,易于改善同轴静电雾化效果。雾化电流标准差反映霧化电流变化幅度,表征雾化过程稳定性。雾化电流标准差越小,雾化过程越稳定。
接触角通常用来表征润湿性能。在图3所示的电润湿接触角测量平台中,与高压静电发生器负极相连的电极针平行放置于绝缘层上方3 mm位置处,且针尖与喷嘴轴线之间的距离为10 mm。利用卧式视频显微镜拍摄复合液滴电润湿接触角的变化,并对稳定润湿时接触角的大小进行测量。雾化电流和复合液滴电润湿接触角测试条件见表1,其中-6.5 kV为20组外/内流体组合形成锥射流的公共电压。对于以每种植物油为外流体基液时均有油/水、油基纳米流体/水、油/水基纳米流体、油基纳米流体/水基纳米流体四种外/内流体组合。以四种外内流体组合下雾化电流与标准差及接触角的均值作为以对应植物油为外流体基液的同轴静电雾化电流、标准差及复合液滴电润湿接触角。
2.3 切削试验
图4所示为在SVMC-2002A数控铣床上搭建的同轴静电雾化切削试验平台。刀具为SANDVIK公司制造的未涂层硬质合金铣刀刀片(R390-11T308M-KM H13A),工件材料为100 mm×80mm×60mm的6061铝合金。采用Kistler9272测力仪和FLIR A615高精度红外热像仪分别测量铣削力和铣削温度。采用MATLAB软件分别计算平稳加工时间段内X、Y、Z三个方向铣削力峰值的平均值,铣削合力F=(F2X+F2Y+F2Z)1/2。具体切削试验条件见表2。
3 结果与分析
3.1 植物油组成与黏度对冷却润滑性能的影响
植物油主要由甘油三酯和脂肪酸组成,其中脂肪酸分为饱和脂肪酸、含一个不饱和键的单不饱和脂肪酸及含两个或两个以上不饱和键的多不饱和脂肪酸。不饱和键的存在会降低润滑膜的强度和植物油的氧化稳定性,因此,饱和脂肪酸含
量高的植物油比不饱和脂肪酸含量高的植物油表现出更高的润滑油膜强度。单不饱和脂肪酸形成的润滑油膜强度高于多不饱和脂肪酸。另外,由于植物油的总吸附能力随脂肪酸中的碳原子数增加而增加,脂肪酸碳链长度的增加有益于提高油膜强度。
不同植物油的脂肪酸组成见表3[12-14]。从表中可以看出,蓖麻油中的脂肪酸主要为蓖麻油酸(单不饱和脂肪酸),含量超过80%,且蓖麻油酸中含有羧基(COOH)和羟基(OH)两个极性基团,这使得蓖麻油在金属表面吸附能力较强,容易形成润滑油膜。棕榈油中棕榈酸(饱和脂肪酸)含量在40%以上,在金属表面形成的润滑油膜强度高、氧化稳定性好。大豆油中主要含有油酸(单不饱和脂肪酸)和亚油酸(多不饱和脂肪酸),因而大豆油氧化稳定性差,在空气中极易发生氧化作用,降低润滑性能。虽然菜籽油中不饱和脂肪酸含量较高,但芥酸的碳链长度达22,这使得菜籽油在金属表面形成的油膜强度要高于大豆油。
植物油的黏度是影响其冷却润滑性能的重要因素。过高黏度的植物油在切削加工区流动阻力过大,流动性能差,不易渗透,而低黏度的植物油可以渗透进切削加工区,带走热量并实现润滑,但随着黏度的降低,在刀具、工件表面形成的润滑油膜强度降低。图5所示为测量的不同植物油及其油基纳米流体的黏度。从图中可以看出,在植物油中加入纳米颗粒时,黏度均会增大;蓖麻油及其油基纳米流体的黏度为其他植物油及其油基纳米流体的10倍以上。
3.2 外流体基液类型对荷电与电润湿的影响
图6所示为以不同植物油为外流体基液的同轴静电雾化电流和标准差对比。从图中可以看出,以蓖麻油为外流体基液的雾化电流最小,稳定性最低。雾化电流小,雾化效果减弱,形成的雾滴尺寸大、输送速度慢,易受铣刀周围空气流场的影响,难以有效输送至加工区。雾化稳定性低,亦减小雾滴的有效输送率,进而影响润滑性能。以大豆油为外流体基液的雾化电流最大,易形成尺寸小、数量大、速度高的雾滴,有利于发挥其润滑性能。
以不同植物油为外流体基液的雾化电流由大到小依次为大豆油、菜籽油、棕榈油、LB2000、蓖麻油,雾化稳定性由强到弱依次为LB2000、棕榈油、菜籽油、大豆油、蓖麻油。
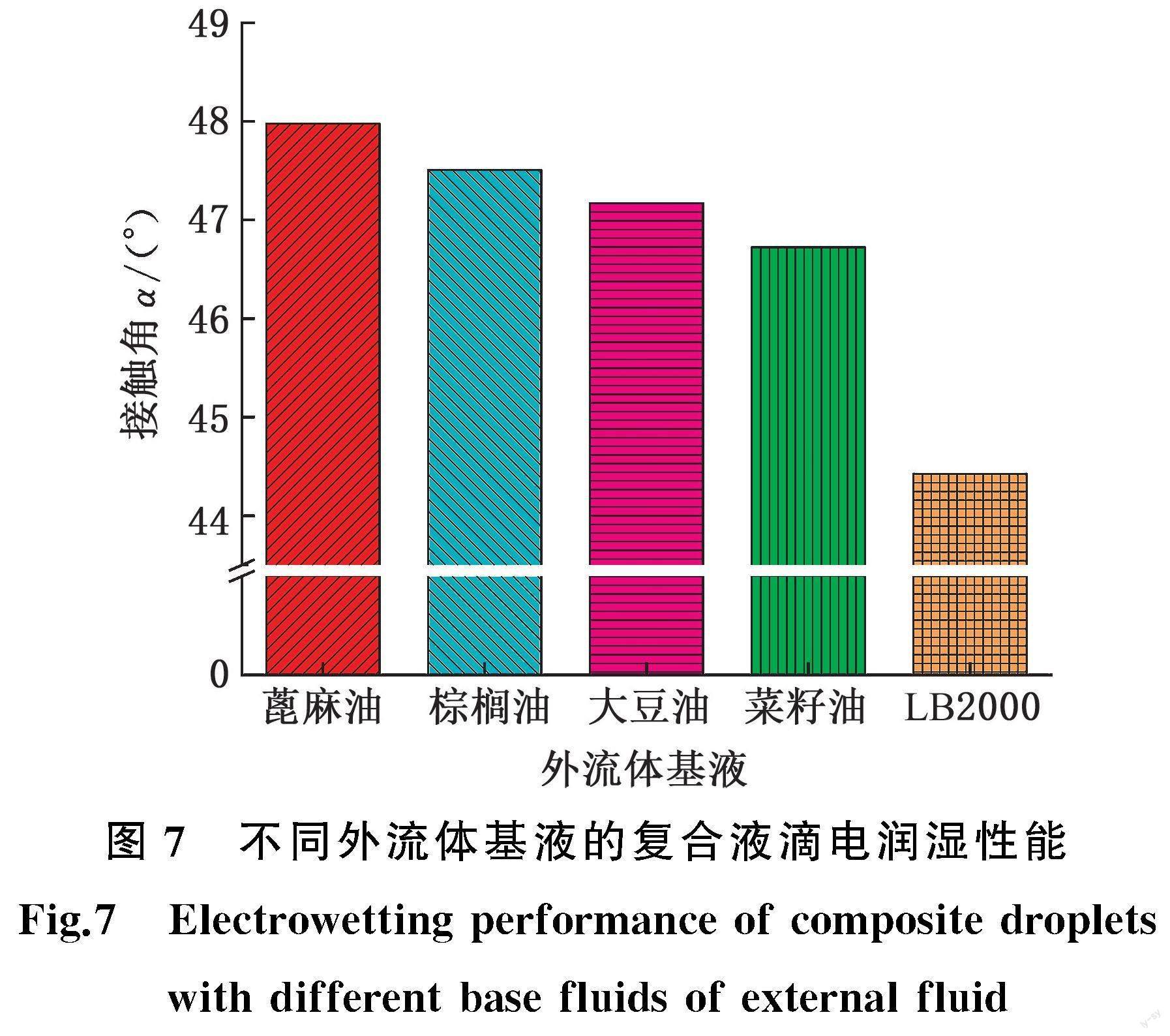
图7所示为以不同植物油为外流体基液的复合液滴电润湿接触角对比。从图中可以看出,复合液滴电润湿接触角由大到小依次为蓖麻油、棕榈油、大豆油、菜籽油、LB2000。以LB2000为外流体基液的复合液滴电润湿接触角最小,润湿面积大,容易渗透进切削界面毛细管发挥冷却润滑作用。
3.3 外流体基液类型对切削力与温度的影响
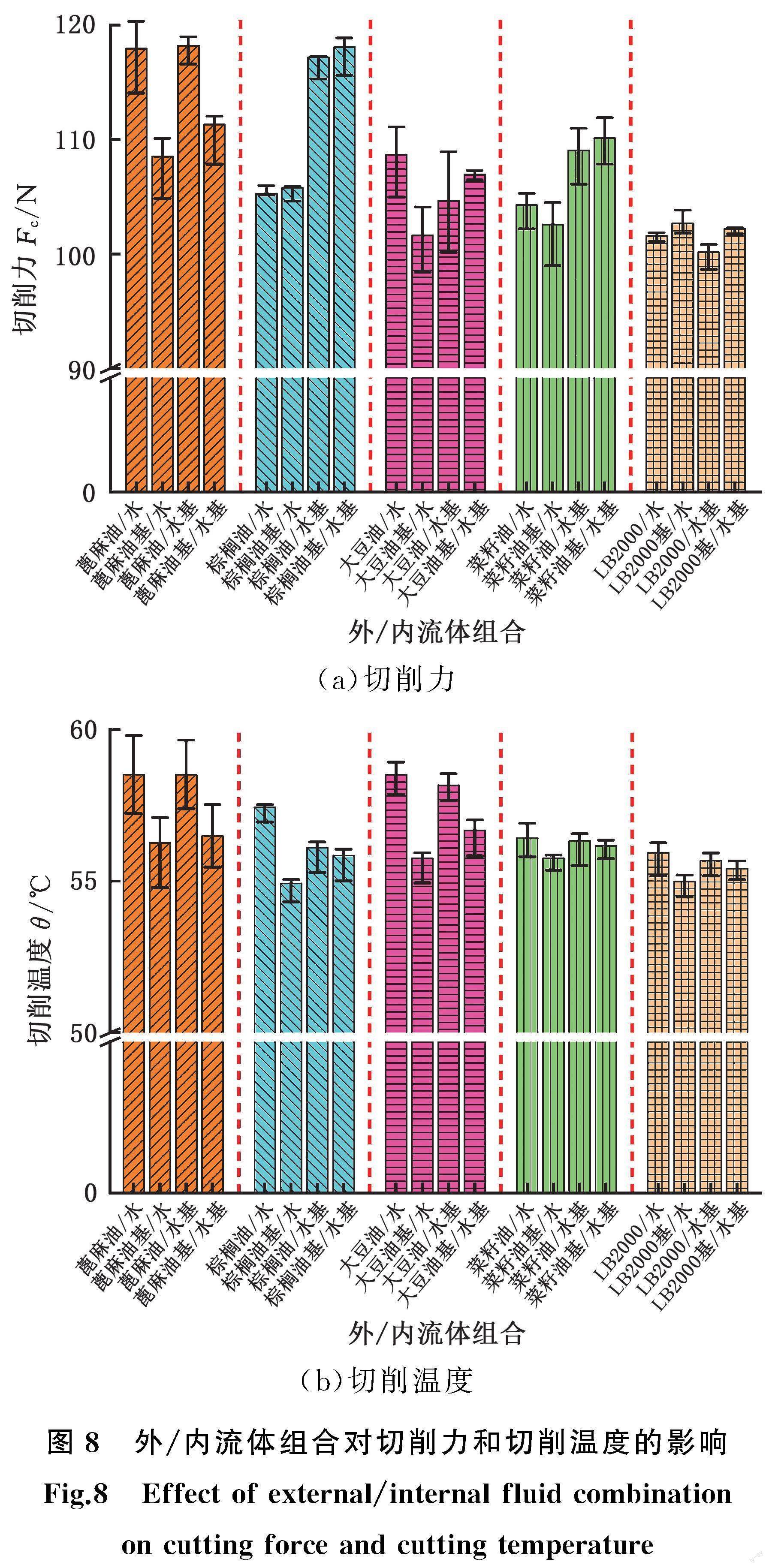
图8所示为外/内流体组合对切削力和切削温度的影响。从图中可以看出,以不同植物油为外流体基液的切削力由小到大依次为LB2000、大豆油、菜籽油、棕榈油、蓖麻油,切削温度由低至高依次为LB2000、棕榈油、菜籽油、大豆油、蓖麻油。可见,以LB2000为外流体基液的切削力和切削温度最低,以蓖麻油为外流体基液的切削力和切削温度最高。原因在于:以LB2000为外流体基液的雾化稳定性最高,复合雾滴电润湿接触角最小,切削加工中复合雾滴输送稳定,极易渗透至切削区毛细管内,增强冷却润滑性能,且LB2000极压性能好,油膜强度高,抗载荷和冲击能力强,有效减少刀具与工件之间的摩擦;而以蓖麻油为外流体基液的雾化电流最小,稳定性最差,复合雾滴电润湿接触角最大,且蓖麻油黏度过高,这样复合雾滴难以输送并渗透至切削区,因此以蓖麻油为外流体基液的切削力和切削温度最高。
棕榈油含有40%多的饱和脂肪酸,形成的油膜强度高于大豆油和菜籽油,但以棕榈油为外流体基液的雾化电流小,复合雾滴电润湿接触角大,润湿面积小,不易渗透切削区毛细管,进而导致以棕榈油为外流体基液的切削力大于以大豆油、菜籽油为外流体基液的切削力。在油的脂肪酸组成中,棕榈酸含量越多,油的热导率越大[15]。棕榈油中含有较多的棕榈酸,导热性能好,因此以棕榈油为外流体基液的切削温度要低于以大豆油、菜籽油为外流体基液的切削温度。
以大豆油为外流体基液的切削力与以菜籽油为外流体基液相近,而切削温度前者高于后者。大豆油主要含有50%多的亚油酸脂肪酸(多不饱和脂肪酸),这使其在切削润滑过程中易氧化变质,且在加工表面形成的油膜强度较低;但以大豆油為外流体基液的雾化电流最大,复合雾滴电润湿性能较好,在电场力作用下复合雾滴极易输运、渗透到刀具与工件表面,进而切削力降低。菜籽油主要含有35%以上的芥酸(单不饱和脂肪酸),单不饱和脂肪酸相对于多不饱和脂肪酸更稳定,而且芥酸的碳链长度最长,润滑油膜的强度提高,并且以菜籽油为外流体基液的荷电能力与电润湿性能好,复合雾滴可有效输运并渗透到加工区,因而切削力减小。油的热导率随其亚麻酸脂肪酸含量的增大而减小[15]。大豆油中亚麻酸脂肪酸含量高于棕榈油和菜籽油,这使得以大豆油为外流体基液的切削温度较高。
综上,与蓖麻油、大豆油、棕榈油、菜籽油相比,LB2000更适合作为纳米流体同轴静电雾化切削的外流体基液。进一步地,在以LB2000为外流体基液的外/内流体组合中,LB2000/水基纳米流体减力降温综合效果最佳。这归因于在去离子水中添加碳纳米管提高了同轴静电雾化荷电性能(图9),同时对雾化稳定性及复合雾滴电润湿性能影响小(图9和图10),且碳纳米管随复合液滴进入加工区后还可协同强化传热与润滑减摩。虽然以LB2000油基纳米流体/水基纳米流体为外/内流体的荷电性能和电润湿性能高于以LB2000/水基纳米流体为外/内流体的荷电性能和电润湿性能(图9和图10),但以LB2000油基纳米流体/水基纳米流体为外/内流体的雾化稳定性相对较差(图9),且外内流体中的碳纳米管在实施冷却润滑过程中易于缠绕团聚,降低冷却润滑效能,因此LB2000油基纳米流体/水基纳米流体减力降温综合效果不及LB2000/水基纳米流体。
4 结论
(1)以不同植物油为外流体基液的雾化电流由大到小依次为大豆油、菜籽油、棕榈油、LB2000、蓖麻油;雾化稳定性由强到弱依次为LB2000、棕榈油、菜籽油、大豆油、蓖麻油;复合液滴电润湿性能由优到劣依次为LB2000、菜籽油、大豆油、棕榈油、蓖麻油。
(2)与蓖麻油、大豆油、棕榈油、菜籽油相比,LB2000更适合作为纳米流体同轴静电雾化切削的外流体基液,可更有效地降低切削力与温度。从减力降温综合效果来看,LB2000/水基纳米流体为纳米流体同轴静电雾化切削的最优外/内流体组合。
参考文献:
[1] BOSWELL B, ISLAM M N, DAVIES I J, et al. A Review Identifying the Effectiveness of Minimum Quantity Lubrication(MQL) during Conventional Machining[J].The International Journal of Advanced Manufacturing Technology, 2017, 92:321-340.
[2] CHETAN, GHOSH S, RAO P V. Application of Sustainable Techniques in Metal Cutting for Enhanced Machinability:a Review[J]. Journal of Cleaner Production, 2015, 100:17-34.
[3] 袁松梅, 韩文亮, 朱光远, 等. 绿色切削微量润滑增效技术研究进展[J]. 机械工程学报, 2019, 55(5):175-185.
YUAN Songmei, HAN Wenliang, ZHU Guangyuan, et al. Recent Progress on the Efficiency Increasing Methods of Minimum Quantity Lubrication Technology in Green Cutting[J]. Journal of Mechanical Engineering, 2019, 55(5):175-185.
[4] 杨简彰, 王成勇, 袁尧辉, 等. 微量润滑复合增效技术及其应用研究进展[J]. 中国机械工程, 2022, 33(5):506-528.
YANG Jianzhang, WANG Chengyong, YUAN Yaohui, et al. State-of-the-art on MQL Synergistic Technologies and Their Applications[J]. China Mechanical Engineering, 2022, 33(5):506-528.
[5] WANG C Y, LIN H S,WANG X, et al. Effect of Different Oil-on-water Cooling Conditions on Tool Wear in Turning of Compacted Graphite Cast Iron[J]. Journal of Cleaner Production, 2017, 148:477-489.
[6] CAI C Y, LIANG X, AN Q L, et al. Cooling/Lubrication Performance of Dry and Supercritical CO2-based Minimum Quantity Lubrication in Peripheral Milling Ti-6Al-4V[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2021, 8:405-421.
[7] WANG Y G, LI C H, ZHANG Y B, et al. Experimental Evaluation of the Lubrication Properties of the Wheel/Workpiece Interface in MQL Grinding with Different Nanofluids[J]. Tribology International, 2016, 99:198-210.
[8] 张高峰, 李景焘, 王志刚, 等. 低温冷风纳米粒子微量润滑磨削轴承钢试验研究[J]. 中国机械工程, 2019, 30(19):2342-2348.
ZHANG Gaofeng, LI Jingtao, WANG Zhigang, et al. Experimental Study on Nano-CMQL Grinding of Bearing Steels[J]. China Mechanical Engineering, 2019, 30(19):2342-2348.
[9] SU Y, LU Q, YU T, et al. Machining and Environmental Effects of Electrostatic Atomization Lubrication in Milling Operation[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104:2773-2782.
[10] SU Y, JIANG H, LIU Z Q. A Study on Environment-friendly Machining of Titanium Alloy via Composite Electrostatic Spraying[J].The International Journal of Advanced Manufacturing Technology, 2020, 110:1305-1317.
[11] 汤正成, 苏宇. 同轴静电雾化切削雾化研究[J]. 工具技术, 2018, 52(5):51-55.
TANG Zhengcheng, SU Yu. Investigation on Coaxial Electrostatic Atomization Cutting[J]. Tool Engineering, 2018, 52(5):51-55.
[12] FOX N J, STACHOWIAK G W. Vegetable Oil-based Lubricants:a Review of Oxidation[J]. Tribology International, 2007, 40:1035-1046.
[13] DEBNATH S, REDDY M M, YI Q S. Environmental Friendly Cutting Fluids and Cooling Techniques in Machining:a Review[J]. Journal of Cleaner Production, 2014, 83:33-47.
[14] 殷慶安. 纳米流体微量润滑端面铣削铣刀/工件界面的摩擦学特性与实验研究[D]. 青岛:青岛理工大学, 2018.
YIN Qingan. Tribological Performance and Experimental Study of the Tool/Workpiece Interface in Nanofluids MQL End-milling[D]. Qingdao:Qing-dao University of Technology, 2018.
[15] 张玉珂. 油脂导热系数的测定及其传热性能的研究[D]. 郑州:河南工业大学, 2015.
ZHANG Yuke. Determination of Thermal Conductivity and Research of Heat Transfer Performance of the Edible Vegetables Oil[D]. Zhengzhou:Henan University of Technology, 2015.