无机填充ETFE材料的力学性能研究
2023-11-29 02:48余信橙冯兴文刘志富刘艺源
广州化工 2023年13期
余信橙,冯兴文,刘志富,刘艺源
(立昌科技(赣州)有限公司,江西 赣州 341000)
乙烯-四氟乙烯共聚物(ETFE)是一种结晶的高分子材料,是乙烯与四氟乙烯1∶1的摩尔比共聚物,ETFE具有优异化学性能,如耐水解、耐酸碱、耐候和辐射性,还具有优异的电性能。但是ETFE的熔点为270 ℃左右,最高可达300 ℃,与其分解温度低相差不大,在加工过程中很容易发生氧化分解,从而导致材料龟裂,从而导致聚合物的机械性能会发明显的退化[1]。以此学者们对ETFE聚合物做了一些改性研究,ETFE树脂目前最主要改性方法有两种即:聚合改性和辐照接枝改性。聚合改性就是共聚时在主链上引入侧链的第三单体,第三单体的引入会打破其常规的结晶方式,可以使聚合物的机械性能得到明显提高,不过期方法过于复杂,成本较高[2]。辐照接枝改性是采用过氧化物或辐照进行交联,交联树脂被称之为 X-ETFE。辐照交联交联可以改善ETFE的拉伸强度、模量和耐切割性,但辐照交联在提升力学性能的同时却使耐老化性能下降,John等[3]研究发现,辐照交联会降低ETFE的热稳定性。
填充改性是目前塑料改性中最常用的一种方式,他可以根据需求填充不同的材料在高分子材料中达到不同改性目的,是众多学者偏爱研究的课题。张瑶等[4]通过空气辅助干法对SiO2和PTFE 进行了共混,制备了PTFE/SiO2复合薄膜,提升了膜的力学性能。而于占江等[5]发现PTFE与A12O3及 CaCO3共混可以提高PTFE的摩擦磨损性能、硬度、抗蠕变性能及拉伸强度。
偶联剂作为连接有机材料和无机材料表层的具备特殊结构的重要化学试剂,能够与有机聚合物材料发生化学反应形成碳官能团[6]。吕灏[7]利用与三乙氧基硅烷对云母物质表面进行性能改造,提高了其分散结构性能。杜高翔[8]则进一步利用硅烷偶联剂对硅藻土颗粒的表面进行物理研究,复合材料的撕裂强度、抗压强度,抗拉强度以及拉应力等诸多性能都得到了明显提高。
本文通过填充改性的方式来研究ETFE的力学性能,意在提高其力学性能,使其可以应用更广泛,同时本文使用无机材料填充可以降低成本。
1 实 验
1.1 实验材料
ETFE树脂,LC301,MFR=15 g/10 min,立昌科技(赣州)有限公司;偶联剂,环氧基硅烷偶联剂(KH-1006)、钛酸酯酸偶联剂(HY-201),杭州杰西卡化工有限公司。
无机填充材料:氮化硅、碳化硅、二氧化硅,颗粒大小1 μm,苏州远特新材料有限公司;无水乙醇(分析纯),天津市大茂化学试剂厂。
1.2 仪器与设备
UTM2203门式微机控制电子万能试验机,深圳三思纵横科技有限公司;TE-35双螺杆挤出机,南京科亚化工成套装备有限公司;CX40-HK830金相显微镜,深圳市奥斯微观学仪器有限公司;D型LX-D数显邵氏硬度计,乐清艾德堡;Q1-T-022悬臂梁冲击仪,东莞厚街凯兰检测仪器厂;FBS-400B熔体流动速率仪,厦门市弗布斯检测设备有限公司。
1.3 试样制备
(1)无机填料表面改性处理:先将无机填料二氧化硅、碳化硅、氮化硅,置于烘箱中,105 ℃烘干2 h,除去水份。由于本试验用到的偶联剂分为有机硅烷偶联剂与钛酸酯偶联剂,其中有机硅烷偶联剂为液态,钛酸酯偶联剂为固体粉末。对于液态硅烷偶联剂改性无机填料的方法如下:在盛有无水乙醇的烧杯中添加含量为1%的无机材料总量的有机硅烷偶联剂,放置于恒温水浴中,温度控制在80 ℃,然后一边用电动搅拌机搅拌一边缓慢加入无机填料,转速为300 r/min,直至无水乙醇完全挥发,在把无机填料于烘箱中烘干,温度105 ℃,时间1 h,得到干燥改性的无机填料。
(2)对于固体钛酸酯偶联剂改性无机填料的方法如下:在盛有无机填料的烧杯中添加含量为1%的无机材料总量的钛酸酯偶联剂,放置于恒温水浴中,温度控制在80 ℃,然后一边用电动搅拌机搅拌一边缓慢加入匹配无机填料,转速为300 r/min,处理时间30 min,再把混有偶联剂无机填料于烘箱中烘干,温度105 ℃,时间1 h,得到干燥改性的无机填料。
(3)复合材料制备:将ETFE树脂置于烘箱中,120 ℃烘干2 h,除去水份。在ETFE树脂添加上述中改性无机填料二氧化硅、碳化硅、氮化硅,分别添加质量分数为0.5%、1.0%、1.5%、2.0%,混合均匀后在双螺杆挤出机挤出造粒得复合材料,挤出温度:一区290 ℃、二区310 ℃、三区320 ℃、四区330 ℃、口模320 ℃,螺杆转速20 r/min。
(4)性能测试样品制备:在模板和乙烯-四氟乙烯共聚树脂间铺垫一层厚度约为 0.07 mm的退火铝箔,将模具放在已加热至(280±5)℃的液压机的下平板上,将液压机上平板下降至与模具接触,不加压保持(4~6)min。然后施加5 MPa 以上的压力,保持3 min。在此过程中,液压机平板的温度始终保持在(280±5)℃。取出模具放入冷压机平板上,闭合上下平板,施加5 MPa以上的压力。当模具冷却至(50~60)℃时从模具中取出试片,剥掉铝箔,得到试样备用。
1.4 性能测试与表征
拉伸性能测定:按照ASTM D638,试样为Ⅳ型哑铃片,长(115±2.0) mm,宽(6.0±0.2) mm,厚(1.5±0.2) mm,试验拉伸速度50 mm/min,每组试验5个,取平均数;表面形貌分散性测定:物镜20×,目镜10×,电子屏放大10倍;冲击强度测定:按照GB/T 1843-2008,试样长:(80±2.0) mm宽:(10±0.2) mm厚:(4.0±0.2) mm;熔体流动速度测定:按照GB/T 3682.1-2018,负荷5 kg,温度297 ℃。
2 结果与讨论
2.1 无机填充复合材料表面形貌表证
金相显微镜借助光学可以把材料的表面进行放大,同时还可以进行电子屏幕放大,我们可以更清晰的看到材料表面的外观形貌特征。

表1 不同样品编号的配方表Table 1 Recipe tables for different sample numbers
通过金相显微镜观察复合材料表面的形貌,在原ETFE树脂的外观形貌图发现有少量的杂质,其大小在5 μm以内,还存在一些较小的凹凸点。在不加偶联剂处理无机粉末时,样品b是除了有原有的少量杂质外,还有少量的粉末团聚,大小在10 μm以内,还可以保持原有的透光性,比原树脂相貌好,填补了原材料的凹凸点。样品c在整个复合材料的外表可以看到,大小在10 μm以内的凹凸形状,其还有比较多黑色的杂质其大小在5 μm左右,整体相貌较原貌差。样品d可以看的有明显的团聚现象,大小在10~20 μm间,没有带入其他杂质,与原树脂形貌相当。样品e的形貌图可以看到团聚的显现基本看不到,大都是在5 μm以下的颗粒或杂质,比不添加KH-1006处理SiO2的形貌较好。样品f的外观形貌图与不添加KH-1006处理SiC的外观形貌大致相同,并没有得到外观改善,样品e的形貌图可以到,基本看不到团聚现象了,只有大小在5 μm以下的颗粒,比不添加KH-1006处理SiN的形貌明显更好。样品h复合材料的外观形貌图出现了较多的凹凸点,而且存在大于10 μm的黑黄色颗粒,整体比不添加偶联剂及添加KH-1006处理后的效果都差,样品i复合材料外观表面还是成凹凸形状,但比不添加偶联剂相对较好一些,样品j复合材料明显可以看出存在很多较大的颗粒,及凹凸不平的地方,其效果明显比不添加偶联剂及添加KH-1006处理后的效果都差。
通过实验发现在ETFE树脂填不同无机材料得到的复合材料其外观形貌不同,纳米级SiO2是添加共混得到的复合材料,外观形貌比较优秀。用硅烷偶联剂处理无机粉末后共混得到的复合材料,其外观形貌会有一定的改善,特别对纳米SiN,明显减少了团聚现象。用钛酸酯偶联剂处理无机粉末得到复合材料,其外观形貌没有的改善,而且还遗留有烧焦的杂质。这是因为钛酸酯偶联剂受热分解后会有遗留,而硅烷偶联剂基本可以完全分解挥发,不遗留。
2.2 无机填充复合材料的力学性能
力学性能一直都是研究材料性能的最重要的手段,在ETFE树脂添加质量分数从0.5%至2.0%的无机填料共混改性,然后分别对三种无机填料进行了硅烷偶联剂及钛酸酯偶联剂表面处理改性,测试了复合材料的力学性能。

图1 不同添加二氧化硅比例复合材料应力-应变图Fig.1 Stress-strain diagram of composite materials with different silica proportions

图2 不同添加碳化硅比例复合材料应力-应变图Fig.2 Stress-strain diagram of composite materials with different additions of silicon carbide ratio

图3 不同添加氮化硅比例复合材料应力-应变图Fig.3 Stress-strain diagram of composite materials with different additions of silicon nitride ratio
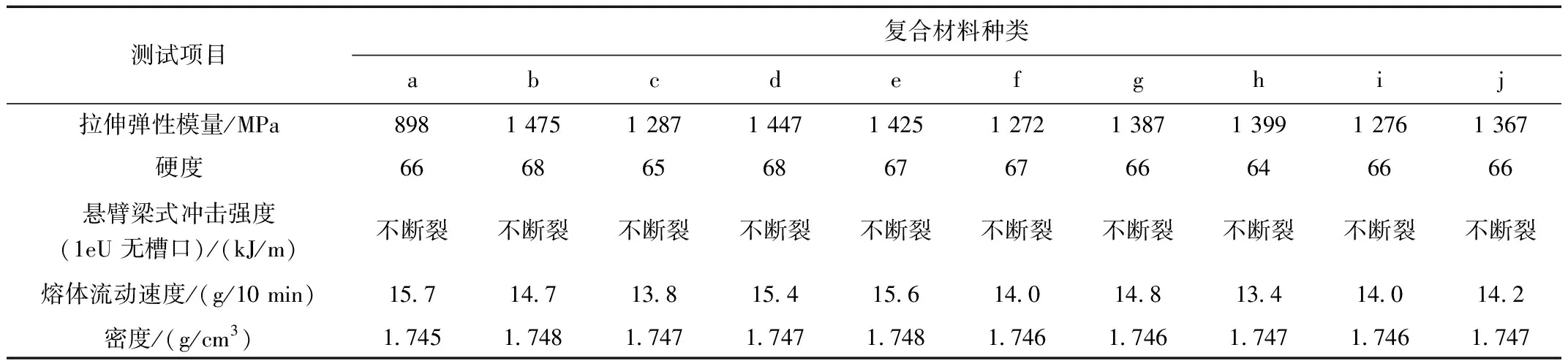
表2 不同复合材料的力学性能表Table 2 Mechanical properties of different composite materials
通过表1数据结合图1~图3可以看到,加入1.5%无机材料后复合材料的拉伸弹性模量得到了很大的提高,其中SiO2与SiN填料对提升ETFE树脂的拉伸弹性模量效果更好,偶联剂加入会使复合材料拉伸弹性模量稍微下降。三种无机材料的添加都会使ETFE树脂的熔体流动速度下降,密度硬度变化不大,冲击强度全都为不断裂。
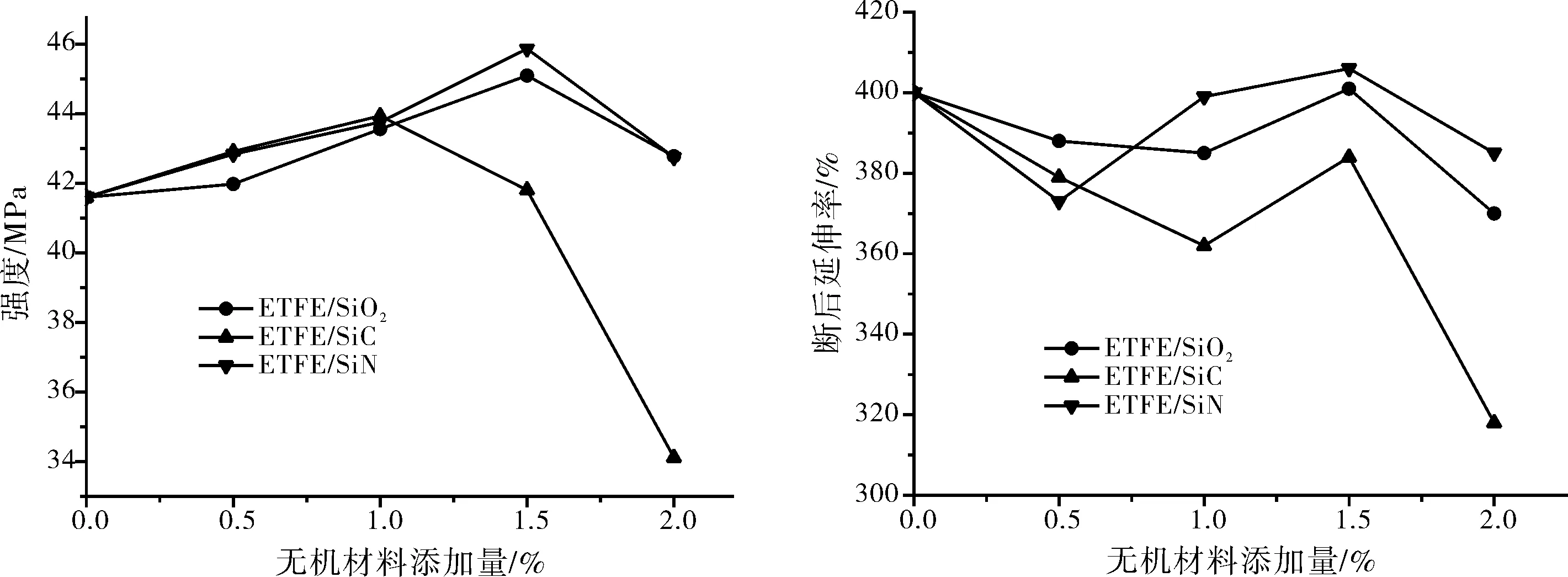
图4 复合材料强度及延伸率对比Fig.4 Comparison of composite strength and elongation
通过图4不同复合材料强度及断后延伸率对比可以清楚的看到,在添加无机填料在1%以内时,三种复合材料拉伸强度都有所增强,其中SiC在添加到1.0%时强度达到最大值,强度为43.94 MPa,提升了5.67%,断后延伸率从400%降为362%。而SiO2与SiN强度最大值在添加量达到1.5%时出现,添加1.5%SiO2的复合材料强度由原树脂41.6 MPa提升至45.1 MPa,强度增强了8.41%,添加1.5%SiN的复合材料强度由原树脂41.6 MPa提升至47.41 MPa,强度增强了13.96%,同时延伸率与原树脂基本保持,随着SiO2与SiN添加量增多,强度及延伸率均呈下降趋势。

图5 经偶联剂处理复合材料强度及延伸率对比Fig.5 Comparison of strength and elongation of composite materials treated with coupling agents
通过图5可以发现,经过KH-1006处理无机粉末共混后,添加3种无机填料的复合材料强度都得到了提升,其中添加SiN复合材料强度提升最多,由45.87 MPa提升至47.46 MPa,断后延伸率稍有提高,而添加SiC复合材料断后延伸率所有降低。经过HY-201处理无机粉末共混后,添加SiO2的复合材料拉伸强度从45.1 MPa降至44.3 MPa,延伸率从401%降至372%。添加SiC的复合材料拉伸强度从41.81 MPa升至44.62 MPa,延伸率从384%降至372%。添加SiN的复合材料拉伸强度从45.87 MPa降至41.67 MPa,延伸率从406%降至375%。
通过拉伸实验分析:适量无机材料与EFTE树脂共混可以使复合材料的拉伸强度增强,添加1.5%SiO2及SiN可以使复合材料强度和延伸率最理想,可能是因为纳米SiO2及SiN填料之间的结合力较小,1.5%填料的量与树脂结合比较好,无机分子与基体高分子通过缠绕等作用增强了之间的结合力。而SiC最佳添加量是在1.0%,但增强效果不明显。硅烷偶联剂处理无机材料可使增加复合材料的强度,可能是偶联剂与无机粉末的物理作用。钛酸酯偶联剂处理无机粉末的复合材料拉伸强度没有改善,延伸率降低,这可能是钛酸酯偶联剂的量过多,导致有残留形成杂质影响了性能,这跟金相显微镜的观察结果一致。
3 结 论
(1)研究了ETFE树脂与无机粉末SiO2、SiC、SiN共混复合材料的力学性能,发现适量的SiO2、SiC、SiN粉末填充ETFE树脂都可以增强复合材料拉伸性能,其中SiO2与SiN粉末对于ETFE树脂来说是更适合的填料。
(2)用金相显微镜可以发现,填充SiO2的复合材料其外观形貌比ETFE原树脂更平滑。而填充SiC的复合材料,其外观形貌较ETFE原树脂粗糙许多。
(3)用硅烷偶联剂KH-1006处理SiO2、SiN粉末后,复合材料的强度得到了提升,从金相显微镜看出,复合材料外观形貌得到了改善,可见KH-1006的存在促进了无机与有机分子间的相互作用。而钛酸酯偶联剂HY-201的使用可以使SiC的拉伸性能得到提高。
猜你喜欢
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
陶瓷学报(2020年2期)2020-10-27
山西冶金(2019年3期)2019-09-21
成都信息工程大学学报(2019年6期)2019-08-13
中国塑料(2016年10期)2016-06-27
中国塑料(2016年7期)2016-04-16
池州学院学报(2015年3期)2016-01-05
中国塑料(2015年12期)2015-10-16
电气传动(2015年10期)2015-07-11