
离合器摩擦片铆接成形伺服油压机的研制
2023-11-22 03:50乔礼惠
锻压装备与制造技术 2023年5期
乔礼惠
(江苏扬力液压装备有限公司,江苏 扬州 225127)
近年来,在大功率中速柴油机机组及重载车辆中,离合器得到广泛应用。摩擦离合器的作用除传递动力外,还要在适当的时候使主动轴与从动轴接合或脱开,利于主机空载启动。摩擦离合器一般位于发动机和齿轮箱之间,是发动机与轴系之间连接的主要部件。摩擦件是摩擦离合器的主要组成元件,其工作表面材料的物理性质和机械性能直接影响离合器的工作性能,通常摩擦片安装在从动盘上,而摩擦离合器所能传出的最大转矩取决于摩擦片面间的最大静摩擦力矩。相比于螺钉螺栓连接方式,铆接连接方式具有更高的夹紧力、工艺比较简单、连接比较稳定、质量方便检查、故障容易排除等特点,到目前为止,还没有一种连接方式可以完全取代它,因此将摩擦片安装到从动盘上采用压制铆接成形,通过一次性压制可满足一片从动盘的整体成形。对油压机的要求主要体现在压制过程中需保证上滑块与下滑块的平行度,同时上滑块运行过程中与工作台的垂直度需保持稳定,还有压制时压力控制的稳定性要一致。根据以上要求及德国客户提出的自动化控制方案,我们研制了此批摩擦片铆接成形伺服油压机,用于其中国太仓工厂离合器的生产。
1 油压机结构设计
1.1 油压机结构
油压机外形如图1 所示,采用整体门式框架结构,在结构设计上充分吸取国内外各主要生产厂家的产品优点和先进技术精华,整机经过计算机有限元仿真优化设计,形成了注重油压机整体性能与实用、耐用、高刚度和高可靠性的独特设计风格。左右立柱的四个角上设置有方型全钢导轨,为四角八面形式,用来对滑块进行导向,配合滑块上的导轨条可分别对滑块进行前后和左右方向的独立调节,能确保机床精度调整后不易发生精度跑偏现象,具有极高的导向精度和较强的抗偏载能力。下滑块由顶出缸驱动并以机床工作台内四面上的固定导轨进行导向,导轨与铜导板间的间隙由数控加工中心保证,顶出到最终位置后与上滑块之间的平行度由顶出缸的缸口导套端面平面度保证。

图1 油压机外观实物照片
1.2 机床主要参数
经过对铆接工艺的研究及机床精度要求分析,最终确定机床主要参数:公称力2500kN;顶出力3150kN;滑块行程350mm;顶缸行程150mm;工作台有效尺寸900mm×900mm;侧窗口尺寸600mm×600mm;工作台平面度≤0.025mm;滑块下平面对工作台上平面的平行度≤0.07mm;滑块上下运行300mm 行程对工作台面的垂直度≤0.05mm;压力控制精度在量程20%~100%范围内偏差±2%。
2 液压系统设计
液压系统由能量转换装置、液压控制装置、辅助装置、液压附件及执行机构等部件组成,其中液压控制装置采用先进的插装阀集成系统,由多个单独的阀块通过搭积木方式进行组合从而满足机床动作所需压力、方向及速度等控制,具有反应速度快、使用寿命长、液压冲击小、传动效率高等特点。油压机的液压控制系统中,最主要的冲击与振动发生在主缸卸压瞬间,为使主缸卸压平稳,减少冲击振动,应使主缸卸荷时实现小开口卸压大开口卸荷,所以本机设有压力预泄装置,消除液压冲击。同时在主要关键部位设有快插式压力检测点,通过连接的压力表能够快速诊断出压机故障,同时方便检测压机的压力状态。
2.1 顶缸液压原理
顶出缸由单独的伺服泵源和液压插装阀系统控制,可实现与主缸滑块的同步动作控制,液压原理如图2 所示。顶缸快速顶出时,三位四通电磁换向阀YV8 以及电磁球阀YV10/YV13 得电工作,油液经插装阀C3、C5、C8 后进入子母复合缸的子缸中,此时复合顶缸的杆腔油液经插装阀C2 回油箱,因子缸容积较小在泵源大排量的驱动下可实现快速运行,主缸塞腔此时因出现负压将通过两只DG50 充液阀从上置油箱进行补油;待快速上升到转换点位置后,电磁换向阀YV8 以及电磁球阀YV10/YV13 继续得电,此时电磁球阀YV12 将得电参与工作,油源将同时进入到子缸和主缸中实现慢速顶出控制,待顶缸顶出到极限位置并压力发讯后,所有电磁阀失电,压力油封闭在油缸内;等到主缸带动滑块压制铆接结束时,顶缸同时进入卸压状态,电磁球阀YV11 得电,油缸中的压力油经插装阀C6 回油箱;卸压完成后顶缸将进行退回动作,电磁换向阀YV9 得电,油液经插装阀C1 进入复合顶缸杆腔,同时充液阀DZ1 的液控口被压力油打开,顶缸塞腔中的油液一部分经充液阀回油箱,同时电磁球阀YV10/YV11 得电工作,使得顶缸塞腔中的另一部分油液经由此处插装阀回油箱,实现快速退回运行。
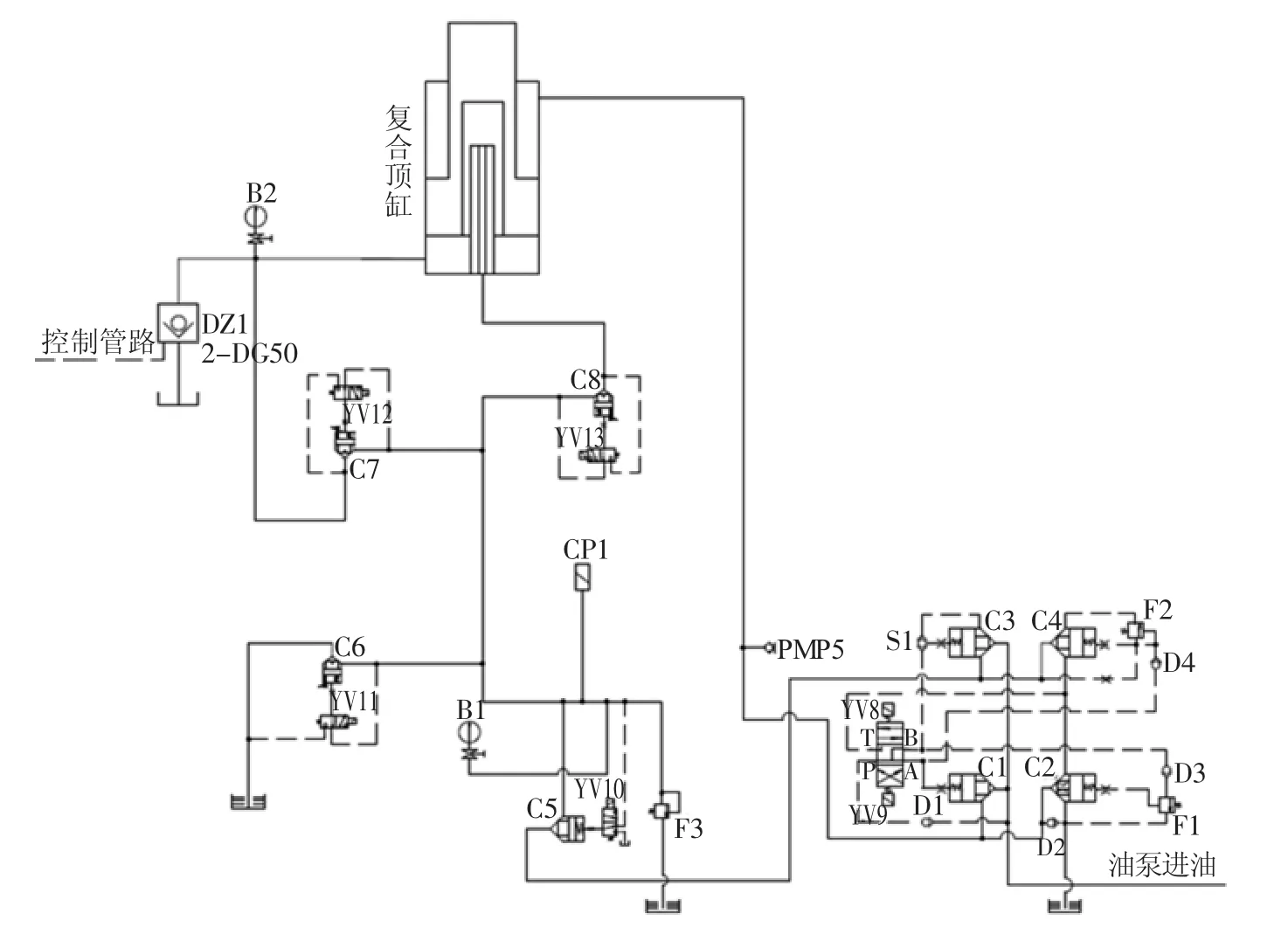
图2 顶缸液压原理图
2.2 卸荷防冲击装置
通常油压机主缸上腔的卸压动作是依靠打开充液阀来实现的,虽然充液阀自身带有预泄功能可减少卸压时的冲击,但对于这种带有弹簧的模具来说,采用充液阀直接卸压方式是无法做到平稳卸压的,在主缸上腔卸压时会因弹簧力的释放产生反弹,进而造成冲击响声,针对存在的问题我们经调研并通过专业的液压系统仿真软件进行仿真分析,最终决定在主缸上腔设置可调节开口大小的插装阀装置,其原理如图3 所示。在主缸上腔建立高压时由于单向阀和电磁球阀的作用可实现零泄漏,确保主缸上腔可建立高压并能保持住以满足加工工艺的要求,当保压延时时间到后,使得充液阀继续保持关闭状态,同时让电磁球阀YV61 得电工作,此时主缸上腔的高压油将经插装阀C9 回油箱实现上腔压力的卸荷,而此时在模具弹簧反弹力的作用下推动滑块及主缸活塞杆上行动作,反弹过程中的液压冲击可通过插装阀上的调节杆进行调整,通常冲击声较大时将调节杆往里旋转以减小插装阀阀芯的开口,而冲击声比较小时为提高生产效率可将调节杆往外旋转以增大阀芯开口,通过调整可实现平稳卸压。等到弹簧反弹力全部释放后再通过充液阀控制管路的压力油将充液阀打开,使得主缸上腔完全卸荷,满足滑块的快速回程动作。
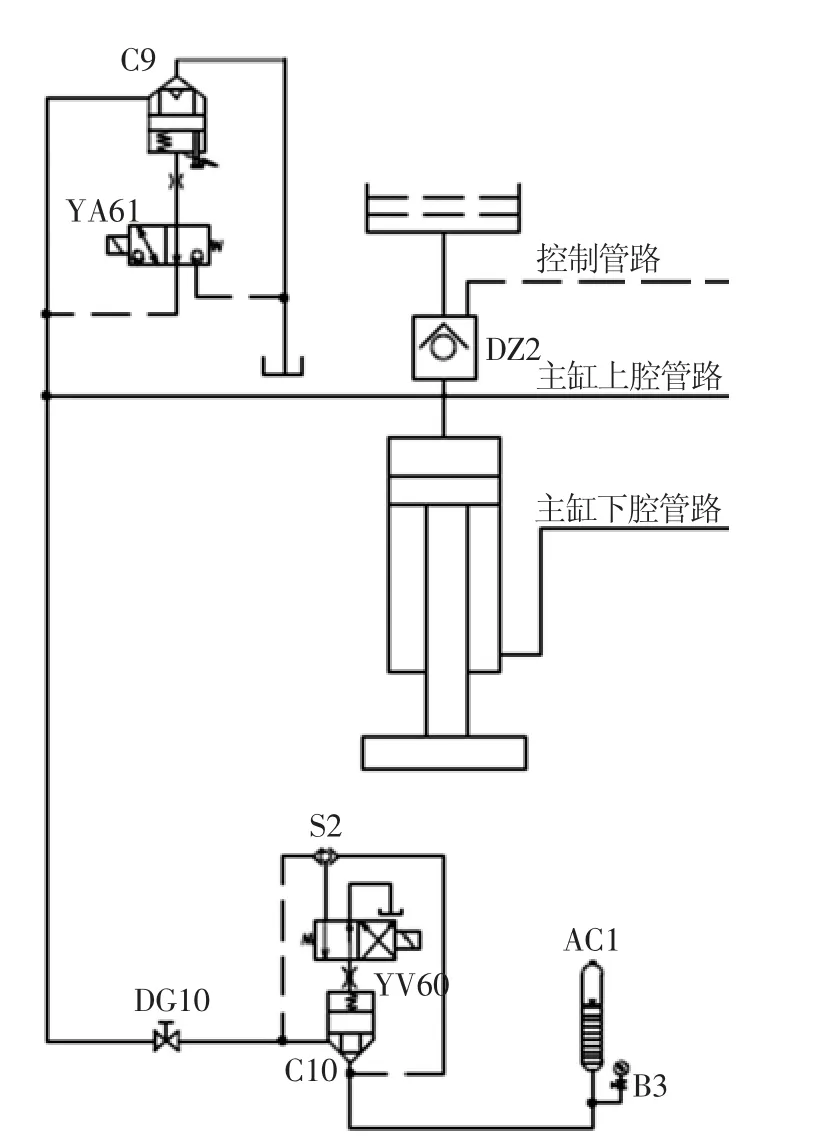
图3 主缸上腔防冲击原理图
2.3 低压精确压力控制措施
作为压制铆接工艺,压制力的稳定一致性是非常重要的。本台机床采用伺服泵压力直接控制方式,通过伺服驱动器内部所配置的压力流量双闭环算法,自动调节伺服电机的转速,进而实现压制吨位的高精度控制,即在实际压制吨位接近于触摸屏中设置的压力目标值时,伺服电机会自动降低转速,从而确保压力不会出现过冲的现象,可将吨位精度控制在±2%范围内。但在实际使用中出现了问题,因客户对油液的清洁度要求较高,在伺服泵与液压插装阀系统间增加有高压过滤器,而客户要求机床的压制力能在20%~100%之间可调,因存在高压过滤器使得调整范围在25%~100%之间能保证精准压制力,低于25%便会出现压力瞬间过冲现象。经研究分析,在不能去除高压过滤器的情况下通过在主缸管路增加蓄能器,增加蓄能器及控制阀块后的原理图如图3所示,譬如压制需要20%的压制力也就500kN 力时,当主缸上腔的压力传感器检测到480kN 的压制力,电磁换向阀YV60 得电工作,蓄能器中存储的500kN 压力油便经插装阀C10 汇入到主缸上腔中,使得主缸上腔的力达到平稳不会产生过冲,此时伺服泵将继续往上腔供油达到触摸屏设置的保压压力值时停止,在保压延时时间到后先让电磁换向阀YV60 失电,阻断蓄能器与主缸上腔的连接,然后再进行主缸上腔的平稳卸荷控制,这样可保证在500kN 压制力时蓄能器中都存储有500kN 的压力。
3 电气控制系统
本机电气控制系统主要由西门子S7-1200 系列安全CPU 1215FC、西门子TP1200 精智触摸屏、南京埃斯顿SVP 伺服泵组、意大利GEFRAN 磁致伸缩尺及压力传感器、德国PILZ 安全保护开关这五个部分组成,核心可编程控制器主要由故障安全型CPU 控制单元、数字量输入输出模块、模拟量输入输出模块、安全输入输出模块等组成,其设备视图如图4 所示。机床左右侧为便于自动化传输线的运转留有侧开口,为保护人员安全及设备安全增设可上下运动的气动门,同时配有安全磁性门开关进行检测,机床前后侧设置有安全门,程序中设置有安全门开门请求操作,当按下开门请求按钮时,只有待相对应的机床压制动作完成并回到原点以及自动化线停止运转后才能打开安全门,完成修模或维护工作后必须先关上安全门,再按下复位按钮,方可重新启动机床及自动化线。
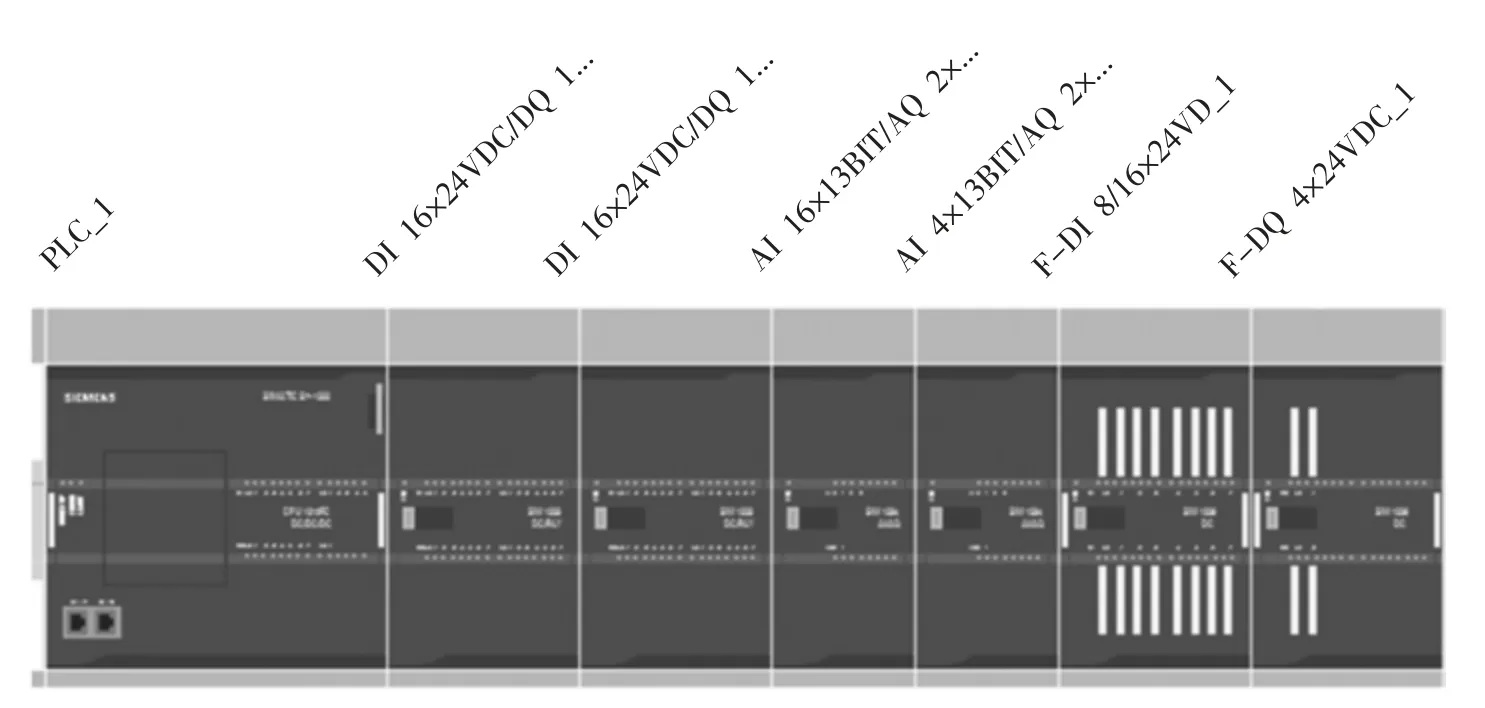
图4 可编程控制器设备视图
3.1 S7-1200 故障安全型CPU
西门子S7-1200 系列是一款可组合模块化的可编程逻辑控制器,可以应用于多种控制场合,其具有功能强大的指令集、硬件扩展灵活、通信功能强大等特点。而S7-1200 故障安全型CPU 可同时执行安全程序和应用程序,并通过自带的安全协议验证CPU本体与故障安全信号模块之间的通信,其中故障安全信号模块通过冗余设计实现功能安全,采用两个处理器控制故障安全操作,两个处理器互相监视,并确认它们是否正在同时执行相同代码,具有自动测试I/O 电路,并在发生故障时将故障安全信号模块设置为安全状态,断开输出通道。
3.2 压力控制
通过伺服泵直接压力控制方式结合增加蓄能器在低吨位工况下稳定压力波动等措施,有效提高了机床压制吨位的精准度,将实际压制力控制通过压力补偿精准控制在一定的范围内,应客户需求要对压制力重复稳定一致性进行检测、报警,增加有报警范围设置,通过在触摸屏画面中增设实际反馈压力的上下偏差范围数值,将每次压制所产生的实际吨位与设定的吨位进行比较,触摸屏设置画面如图5 所示,因是压制铆接工艺所以对每次压制过程中产生的最大压力值更要进行采集并形成点阵报表格式用于分析,也便于后期批次性的质量追溯。通过数值比较判断此次压制是否合格,超出范围则判断为不合格品并发出报警信号,此时自动化线上的自动检测装置将根据报警信号将此片不合格摩擦片取出。
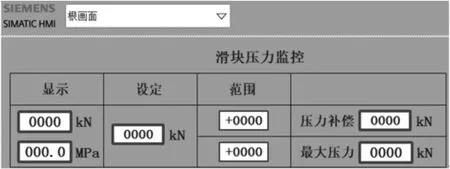
图5 触摸屏压力设置画面
4 远程监控系统
随着制造业的迅速发展,企业对机床设备的无故障运行要求也在不断提高,甚至要求上位机能连接机床设备进行数据采集,实时获取机床生产、停止、故障等数据,实现生产过程透明化。在与客户的接触中,因是德资企业其对设备的维护要求比较高,希望能够通过互联网对机床设备进行远程监测和维护,在最短时间内调动故障诊断和维护资源,实现对复杂问题快速、及时、正确诊断和维护。针对客户提出的要求,我们经研究决定增加工业网关联网宝,通过交换机与PLC、上位机等设备连接,硬件配置如图6 所示,系统采用4G 物联网网关,实现公司技术服务中心与机床设备无线组网,通过4G 网关提供的稳定传输通道,实时将机床运行、停止、故障状态等数据传输到云平台,通过对这些数据的分析可做到对机床的实时感知,给予误操作进行报警或定期保养提醒,做到超前服务,减少问题故障的出现,另外通过利用这批机床的数据分析其运行参数,为接下来的同等要求的机床制造提供必要的数据支持。

图6 远程监控系统硬件配置
5 结论
(1)整体门式框架结构经过有限元分析优化,焊接后先通过充分的消除应力处理再采用世界一流的数控加工设备进行生产制造以保证工作台平面度≤0.025mm,结合先进的四角八面导轨导向,有力地保证了机床滑块下平面对工作台上平面平行度≤0.07mm,垂直度≤0.05mm;
(2)独特的消除液压冲击的液压插装阀系统结合安全可靠的电气控制系统满足了滑块重复压制吨位稳定一致性的要求,将压制力偏差范围控制在±2%以内,特别是为解决小吨位压制情况下存在的压力过冲问题而增设的蓄能器稳压装置使得整套电液控制系统更加完美;
(3)工业网关联网宝的应用增强设备互联、远程调控,实现了以预防为主维修为辅的目标,对问题故障早发现早解决,减少设备的日常运维成本。同时对机床运行状态的各项数据进行收集并加以分析,并为今后设计同类要求的机床提供必要的数据支持。
猜你喜欢
装备维修技术(2022年7期)2022-07-01
汽车世界·车辆工程技术(中)(2020年5期)2020-10-12
水电站机电技术(2020年1期)2020-02-28
中文信息(2019年8期)2019-08-31
水电站机电技术(2018年12期)2018-12-21
测控技术(2018年1期)2018-11-25
西部探矿工程(2018年12期)2018-11-21
无人机(2018年1期)2018-07-05
中国设备工程(2016年3期)2016-06-18
科技资讯(2016年12期)2016-05-30
