双面不锈钢冶金复合钢管在给水工程中的应用研究
2023-11-18 01:05:46郑建建芮旻许大鹏
特种结构 2023年5期
郑建建 芮旻 许大鹏
1.上海市政工程设计研究总院(集团)有限公司 200092
2.上海水业设计工程有限公司 200092
引言
在给水领域中,碳钢钢管因其良好的力学性能、焊接性能和成本优势而得到广泛应用。但由于外界环境的复杂性和腐蚀介质的多样性,现阶段碳钢钢管采用的涂料处理、电化学处理等防腐防锈技术依旧无法有效避免管道因涂层破损、长久锈蚀等原因导致的水质恶化和爆管漏水等问题[1]。此外,随着国内直饮水系统逐渐受到重视和推广,解决碳钢钢管锈(腐)蚀导致的饮用水二次污染问题已成为该项民生工程能否顺利推进的技术关键[2]。
冶金复合,指采用内外层金属分别是两种不同化学成分的钢种通过冶金方式,使内外层金属在结合部位相互熔融的复合方式[3]。不锈钢冶金复合板既具有覆层材料的耐腐蚀、耐热、耐磨性等性能,又具有基层材料的强度与刚度性能,且不同金属结合层处具有良好的剪切强度[4]。不锈钢冶金复合钢管由不锈钢冶金复合板卷焊而成,可充分发挥碳钢基层的力学性能及不锈钢覆层的防锈(腐)性能,提高给水管道的耐腐蚀性、耐磨性及管道的使用寿命[5];相对于传统的碳钢钢管,无需在设计中增加腐蚀裕量;同时可保证水质,满足人们对高品质饮用水的需求。相对于常规的内衬复合管,冶金复合钢管覆层和基层之间通过冶金结合而形成一体,运行过程中可以整体承受负压,不会出现内衬复合管常见的内衬塌管现象,从而没有使用规格尺寸的限制,直径范围可达到20mm~4500mm。本文就不锈钢冶金复合钢管的工程应用现状、标准规范现状及泰和水厂应用情况进行介绍。
1 工程应用现状
王小勇[6]等对国内外市政管网现状进行了总结,并结合不锈钢复合管的特点对其在市政管网中的应用前景进行了展望。我国住建部在2002年和2003 年调查过数百个城市的供水管网情况,发现不符合国标的灰口铸铁管占比达50.80%,普通水泥管占比为13%;烟台市管网的取样调查显示,凡是没做内衬的管材,使用5 年以上均100%被腐蚀。美国环保署规定用于饮用水的金属管道,只允许采用不锈钢管和球墨铸铁管;日本1980 年开始,在输水辅助干线到水表之间,直径50mm 以下的供水管道全部采用不锈钢管。不锈钢复合管以不锈钢层为管道内壁,具有耐腐蚀、安全卫生、使用寿命长的优点,用它来输送自来水可以杜绝管道对水质的二次污染,在低维护成本的同时可确保水质安全,价格比纯不锈钢管低30%~40%,在市政管网建设和改造中有很大的应用前景。
首钢北京园区120m 长的综合管廊内敷设了4 条外径1020mm 的输水干管[6],其中1 条采用了不锈钢复合管,以对比在城市供水中不锈钢复合管与常规碳钢管的耐腐蚀性及其对水质的影响,实践证明不锈钢复合管道具有更高的耐腐蚀性、安全性和卫生性。
昆钢设计院有限公司和昆钢新型复合材料公司[7]在云南给水管线中采用近1 万m 的DN300、DN400、DN500 三种直径的内覆不锈钢管道用于输送自来水,其屈服强度和抗拉强度均高于Q235 碳钢和304 不锈钢强度,输送水质符合生活引用卫生标准,避免了自来水在输送过程中二次污染,取得了良好的社会效益。
在泰和水厂臭氧接触池出水管工程应用之前,双面不锈钢冶金复合钢管尚无在给水管道领域中的应用案例,但在煤气管道领域已有工程应用。宝钢工业园内一期高炉煤气管道原采用碳钢+内外防腐的措施,经过长时间运行,出现了多处腐蚀穿孔现象。前期采用托补的方式进行修补,虽然花费了高额的维修成本,但还是难以长时间保持管道完好,消除泄漏风险。另外,碳钢管外表面需要定期进行防腐油漆作业,一方面消耗巨大的维修费用,另一方面也存在维护操作的安全风险。经综合评估,选用316L+Q345B +316L双面冶金复合板制管,进行整体更换,管径为3220mm~4500mm。
2 标准规范现状
现行不锈钢冶金复合钢管规范类别、适用范围、外径、复合类型等见表1。由表1 可知,现行复合钢管产品标准外径最大2540mm,且尚无规范对内外均覆不锈钢的冶金复合钢管做出具体规定。由上海市政工程设计研究总院(集团)有限公司和宝山钢铁股份有限公司作为主编单位申请编制的中国工程建设标准化协会标准《给水用不锈钢冶金复合钢管》[12]于2020 年11月立项,目前正在编制中。该标准中最大外径范围在3000mm 以上,且复合类型包含内覆不锈钢、外覆不锈钢以及内外均覆不锈钢的双面不锈钢冶金复合钢管。该标准对给水工程领域中不锈钢冶金复合钢管进行系统性规定,明确该类管道材质分类、技术要求、试验方法、检验规则等,为后续管材在给水领域的大规模推广应用提供依据。

表1 现行冶金复合钢管规范概况Tab.1 Overview of current metallurgical composite steel pipe specifications
3 泰和水厂工程应用
3.1 工程背景
泰和水厂位于上海市西北部,现状总生产规模100 万m3/d,2021 年完成深度处理改造施工。因生产工艺需求,臭氧接触池出水中含有一定浓度的余臭氧,对钢管具有腐蚀性。为防止钢管被臭氧腐蚀,常规做法为在管道内壁粉刷抗臭氧氟碳涂料,涂层厚度不小于200μm。但随着长久运行使用,管道仍旧不可避免地出现锈蚀问题。为解决臭氧腐蚀困扰,在泰和水厂改造工程中将双面不锈钢冶金复合钢管应用于臭氧接触池出水管中,该管道于2020年底施工完成,是世界范围内双面不锈钢冶金复合钢管在给水领域中的首次应用。
臭氧接触池出水管直径DN1600,管顶覆土厚度1.6m,地下水位在地面以下0.5m。原设计采用Q235B碳钢管,壁厚14mm;为提高管道抗腐蚀性能,实际施工中替换为了壁厚14mm(2mm S31608 +10mm Q235B+2mm S31608)的双面不锈钢冶金复合钢管。
管道基础落于②层粉质黏土,未经修正的地基承载力特征值为90kPa。管道采用250mm厚中粗砂基础,设计支撑角150°(计算支撑角取120°)。管道沟槽采用放坡开挖施工,沟槽回填材料:管顶以下采用中粗砂,管顶以上采用原土。原状土和回填土的变形模量均为4MPa。各区域压实度按照《给水排水管道工程施工及验收规范》(GB 50268—2008)4.6.3 条执行。
3.2 管道强度计算
1.管道荷载计算
管道结构主要承受外部水土压力、地面附加荷载、自重、内水压力等。本工程为重力出水,内水压力较小,只需对管道承受外部荷载工况进行计算分析。根据《给水排水工程管道结构设计规范》(GB 50332—2002)[13]计算,作用在管道上的竖向土压力为20kPa,地面附加荷载30kPa,侧向土压力为19.3kPa,管道计算荷载如图1所示。
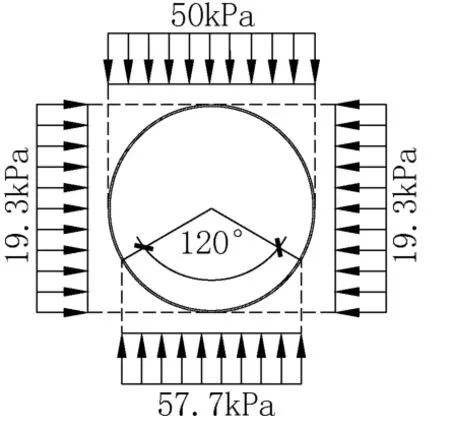
图1 管道计算荷载Fig.1 Load of pipeline
2.参数取值及规范计算结果
根据《给水排水工程埋地钢管管道结构设计规程》(CECS 141:2002)[14],钢管应考虑2mm的腐蚀构造厚度,碳钢管按照壁厚12mm进行计算分析;双面不锈钢冶金复合钢管由于两侧均覆有不锈钢,可不考虑腐蚀构造厚度,碳钢基层部分考虑0.3mm的制造误差。
碳钢、不锈钢的材料参数按照《钢结构设计标准》(GB 50017—2017)[15]和《不锈钢结构技术规程》(CECS 410:2015)[16]选取,计算参数见表2。
表2 钢材计算参数Tab.2 Parameters of steels
根据(CECS 141:2002)[14]计算,碳钢管管壁截面的最大组合折算应力为75.2MPa,管道最大竖向变形为16.76mm。复合钢管弹性模量在1.93 ×105N/mm2~2.06 ×105N/mm2之间,按照两种弹性模量分别计算,复合钢管管壁截面的最大组合折算应力在75.8MPa~79.4MPa 之间,最大竖向变形为15.33mm~15.06mm。根据规范[14]计算结果,两种管材应力及变形数值上均较为较近,复合钢管折算应力比碳钢管略大,碳钢管最大竖向变形比复合钢管略大。
3.有限元分析计算
为了进一步分析管道环向各个区域的应力分布以及变形情况,采用有限元软件建立数值模拟模型进行计算分析,两种管道均采用实体模型建模,将前文根据规范计算的各个方向的荷载施加在管道有限元模型上,同时考虑管道自重,管道应力计算结果如图2 所示。

图2 管道应力云图(单位:MPa)Fig.2 Contour map of pipe stress(unit:MPa)
由图2 可知,两种管道应力分布情况较为接近,均为左右两侧较大,顶部及底部较小,应力最大值均出现在管道左右两侧内壁上,其中碳钢管应力最大值为50.94MPa,复合钢管应力最大值为58.54MPa。两种管材应力数值较为接近,复合钢管稍大,均可满足强度要求。相比于规范计算结果,有限元计算结果较小,说明按照规范计算比有限元计算偏于安全。查看管道左右两侧截面的应力分布,两种管材均表现为由外表面到内表面应力逐渐增大,最大值均出现在内表面上。复合管道内外覆层与基层交界面上应力均连续分布,没有发生突变现象,说明覆层与基层协同受力,没有在外力作用下发生界面分离。
两种管材管道变形计算结果如图3 所示,碳钢管横向变形最大值为1.07mm,竖向变形最大值为0.71mm;复合钢管横向变形最大值为1.32mm,竖向变形最大值为0.88mm。两种管材变形数值较为接近。相比于规范计算结果,有限元计算变形值较小。规范[14]规定埋地钢管最大竖向变形应不大于0.03D0=48mm(D0为管道计算直径,按管壁中心计算),两种管道均满足管道竖向变形要求。
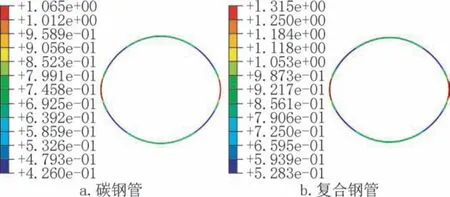
图3 管道变形云图(单位:mm)Fig.3 Contour map of pipe deformation(unit:mm)
3.3 管道加工及现场施工
不锈钢冶金复合钢管焊接符合《不锈钢复合钢板焊接技术要求》(GB/T 13148—2008)[17],坡口采用机械加工方法制成,焊接前采用有机溶剂清除焊丝表面和焊接坡口两侧的锈迹和氧化膜,露出金属光泽。焊缝采用分层焊接,覆层与覆层焊接,基层与基层焊接,内外覆层及过渡层的焊接采用焊条电弧焊,基层的焊接采用二氧化碳保护焊。首先对管道进行四点刚性固定,采用机械夹具调整坡口间隙。焊接采用双面焊,顺序为:先填充焊接基层,再盖面焊接内不锈钢覆层,最后盖面焊接外不锈钢覆层,如图4 所示。在内焊结束后,外焊盖面开始前,采用不锈钢刷或角向砂轮机将外侧坡口焊缝表面的氧化层清理干净,直至露出金属光泽。

图4 双面焊接顺序Fig.4 Double sided welding sequence
为保证焊接质量及工程进度,焊接工作尽可能多的在工厂内完成,管道整体运输至安装现场。为防止管道在加工、运输、覆土压实过程中发生变形、塌管现象,管道内设置临时支撑,待管道埋设完成后拆除。工厂加工及现场施工情况见图5。该管道已施工完成并运行两年,状态良好。
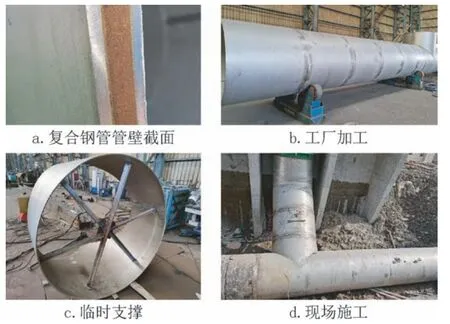
图5 管道加工及现场施工情况Fig.5 Pipeline processing and construction
4 结论及展望
1.根据对比分析,本工程所采用的双面不锈钢冶金复合钢管和原设计碳钢钢管,在相同的荷载、埋深及工作条件下管道应力、变形等均比较接近,均可满足规范要求。
2.相比于碳钢管,不锈钢冶金复合钢管具有良好的耐腐蚀性,覆层不需要额外的防腐涂层,可避免碳钢防腐涂层脱落的问题,在强腐蚀环境下或直饮水系统中不锈钢冶金复合钢管具有较好的应用前景。
3.非开挖敷设管道,如采用顶管和水平定向钻施工的钢管,外防腐涂层在施工过程中均存在磨损的可能,且管道敷设完成后无法对外防腐涂层进行检测、修复,可考虑在非开挖管道敷设中采用不锈钢冶金复合钢管,保证其施工完成后的外防腐性能。
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
石材(2020年11期)2021-01-08 09:21:48
学生天地(2020年20期)2020-06-09 02:57:12
山东冶金(2019年6期)2020-01-06 07:45:58
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:48
知识经济·中国直销(2017年3期)2017-04-16 03:08:03
海外星云(2016年7期)2016-12-01 04:18:02
光学精密工程(2016年1期)2016-11-07 09:01:08
焊接(2015年2期)2015-07-18 11:02:39