扫描速度对车用316L 不锈钢熔覆层组织及力学性能的影响①
2023-11-16 10:51贺天柱张成武陈东升
矿冶工程 2023年5期
贺天柱, 吴 喆, 张成武, 陈东升
(1.河北省机电工程技师学院,河北 张家口 075000; 2.南华大学机械工程学院,湖南 衡阳 421001; 3.上汽大众汽车有限公司,上海 201805)
316L 不锈钢具有优异的耐蚀性、良好的韧性和延展性,广泛用于制作汽车核心部件[1-3]。 但316L 不锈钢强度较低,易造成严重的变形和失效[4],因此,通过表面改性技术修复和制备316L 熔覆层具有重要意义。
激光熔覆是一种先进的表面改性技术,具有热输入小、稀释率低、基体与熔覆层形成良好冶金结合等优异特性[5-9]。 激光工艺参数对熔覆层质量、组织和性能起到了至关重要的作用[10-12]。 本文采用3 种扫描速度在304 不锈钢表面制备316L 熔覆层,系统研究了扫描速度对316L 熔覆层相组成、显微组织及显微硬度的影响,为激光熔覆316L 不锈钢熔覆层工艺参数的选取提供参考。
1 试验材料及方法
1.1 实验材料
采用成都科泰隆科技有限公司生产的316L 不锈钢商用合金粉末为熔覆粉末。 316L 不锈钢粉末粒径50~105 μm,粉末形貌见图1。 在激光熔覆前,将合金粉末在真空干燥箱中80 ℃下干燥6 h,去除粉末中的水分。 以304 不锈钢为基体材料,基材尺寸200 mm ×200 mm × 10 mm。 激光熔覆前,采用角磨机将基材表面打磨光亮,并用酒精清洗基材表面,去除表面氧化皮和杂质。 实验材料化学成分见表1。

表1 实验材料化学成分(质量分数)%
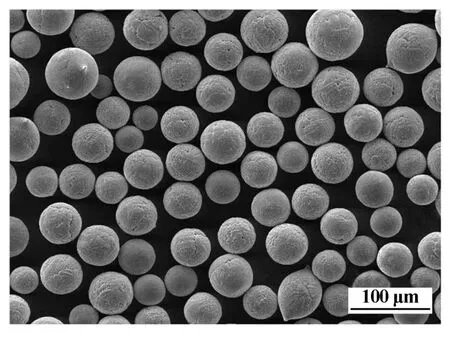
图1 316L 不锈钢粉末形貌
1.2 实验设备及工艺参数
采用光纤激光器(Trudiode-3006)在304 不锈钢基材表面制备了316L 熔覆层。 激光熔覆实验在氩气保护下进行,氩气流量18 L/min,以保证熔覆层在熔覆过程中不被氧化。 激光熔覆实验采用预制粉末法,预制粉末厚度1.2 mm。 激光束波长1050 nm,光斑直径3.6 mm,激光功率2500 W,激光扫描速率分别选择1000 mm/min、1200 mm/min 和1400 mm/min,所得熔覆层分别命名为A1、A2、A3。
1.3 表 征
采用X 射线衍射仪(XRD,Shimadzu,XRD-7000)检测316L 熔覆层相组成;采用标准金相制样方法制备金相试样,观察熔覆层的金相组织形貌。
1.4 维氏硬度
采用HVS-1000 维氏显微硬度计对3 种熔覆层由熔覆层表面至基体的显微硬度进行测试,测试载荷300g,加载时间15 s,间隔0.1 mm,同一水平位置测量3 次取平均值。
1.5 干滑动摩擦磨损
采用往复式摩擦磨损试验机进行摩擦磨损实验。磨损实验前对样品表面进行打磨抛光至镜面,以消除粗糙度对摩擦系数的影响。 摩擦副选取GCr15 钢球,磨损实验参数为:加载载荷10 N、磨痕长度7 mm、频率120 Hz、磨损时间30 min。 试验后,通过激光共聚焦显微镜观察磨痕形貌,计算磨损率:
式中W为磨损率;V为磨损体积,mm3;S为磨损长度,mm;L为施加载荷,N。
2 实验结果与讨论
2.1 宏观形貌
不同扫描速度下熔覆层的宏观形貌如图2 所示。由图2(a)可见,扫描速度的变化改变了熔覆过程中的热输入,同时激光能量密度也随之改变。 激光能量密度与扫描速度间的关系可表示为[13-16]:
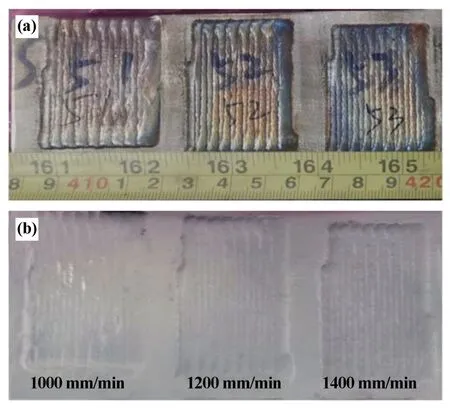
图2 316L 熔覆层宏观形貌
式中P为激光功率,W;E为激光能量密度,J/mm2;r为光斑半径,mm;vl为扫描速度,mm/s。
结合式(1),随着扫描速度升高,激光能量密度降低,熔覆过程中热输入降低。 扫描速度较低时,熔覆层表面粗糙度较高,熔覆轨迹较深;扫描速度逐渐升高,激光能量密度逐渐降低,熔覆层表面光滑且连续,没有明显的凸起或搭接缺陷。 由图2(b)可见,3 种扫描速度所制备的熔覆层均匀致密,熔覆层没有明显气孔、裂纹等缺陷,成型性较好。
2.2 相组成
不同扫描速度所制备的316L 熔覆层的相组成如图3 所示。 熔覆层由奥氏体组成,所对应的衍射峰分别为(111)、(200)、(220)。 不同扫描速率下,奥氏体首选取向随着扫描速度升高而改变。 随着热输入降低,(200)取向衍射峰逐渐升高,(111)取向衍射峰逐渐降低。 这是由于扫描速度加快,冷却速率随之升高,晶格畸变变大,奥氏体的优先生长晶面由(111)转变为(200)。 此外,与标准PDF 卡片中奥氏体衍射角相比,316L 熔覆层的衍射角均向右偏移,这是激光熔覆过程中极高的冷却速率导致了奥氏体发生晶格畸变。根据布拉格定律[17]:
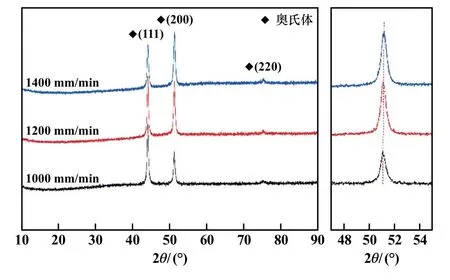
图3 不同扫描速度下316L 熔覆层XRD 衍射图谱
式中d为晶格间距,nm;θ为入射射线与散射平面间的夹角,(°);n为常数;λ为衍射波长,nm。
冷却速度升高,使奥氏体产生更为严重的晶格畸变,从而导致晶格间距减小,2θ角增大,衍射峰向右偏移。
2.3 金相组织形貌
不同扫描速度下316L 熔覆层金相组织形貌如图4所示。 A1 熔覆层的金相组织主要为等轴晶和柱状晶。随着扫描速度逐渐升高,熔覆层组织转变为沿截面竖直向上生长的柱状晶,并且熔覆层组织显著细化。 当扫描速度达到1400 mm/min 时,柱状晶和二次枝晶臂细化更显著。 可以用成分过冷理论来解释晶体生长和形貌转变,当液相的实际温度梯度低于平衡结晶温度时会发生晶粒形貌转变。 根据成分过冷理论,合金处于非平衡凝固状态时,溶质再分布导致固液界面前端溶质溶度发生改变[18]。 当固液界面上端温度梯度小于熔体中液相线温度梯度时,液相处于过冷状态,凝固前沿处于亚稳态,导致枝晶在固液界面上端生长[19]。因此,温度梯度和过冷度的变化是导致晶粒形态转变和组织细化的主要原因。
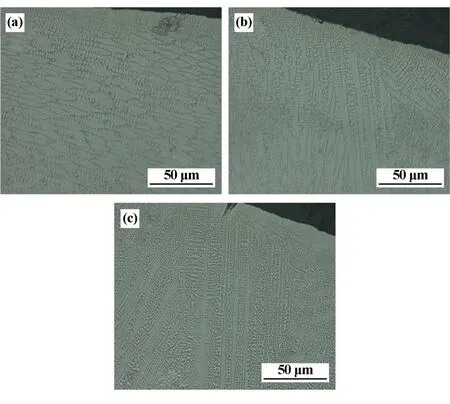
图4 不同扫描速度下熔覆层显微组织
熔覆层与基体结合区形貌如图5 所示。 熔覆层底部主要由垂直于冶金结合线生长的柱状晶和胞状晶组成。 此外,紧邻冶金结合线处生长了一层平面晶。 结合非平衡凝固理论,在凝固过程中晶粒形态主要取决于温度梯度(G)与凝固速率(R)的比值[20]。基体与熔覆层结合处温差较大,G/R值较大,结合区形成一层较薄的平面晶。 随着温度梯度逐渐降低,G/R值逐渐减小,晶粒生长方式由平面晶转变为胞晶和初生柱状晶,并沿着温度梯度方向生长。 结合图5,随着扫描速度升高,温度梯度逐渐增加,导致胞晶和初生柱状晶厚度由100 μm 逐渐减小至25 μm。
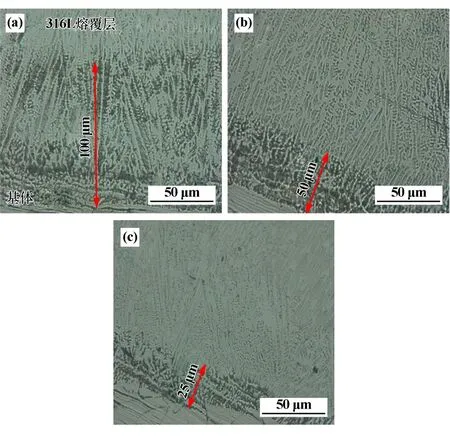
图5 不同扫描速度下熔覆层与基体结合区显微组织
2.4 显微硬度
图6 为3 种熔覆层沿截面方向测量的显微硬度曲线。 可以看出,3 种扫描速度所制备的316L 熔覆层显微硬度均高于304 不锈钢基体,随着扫描速度升高,熔覆层显微硬度升高。 通常316L 不锈钢在普通热加工状态下的显微硬度为150HV0.3。 对比分析表明,本文所制备的316L 熔覆层具有较高的显微硬度。 其中,A3 熔覆层平均显微硬度最高,为275HV0.3,约为A1 熔覆层的1.2 倍。 这是由于较低的热输入和较高的冷却速率促进了熔覆层的晶粒细化,由霍尔佩奇理论来解释[21]:
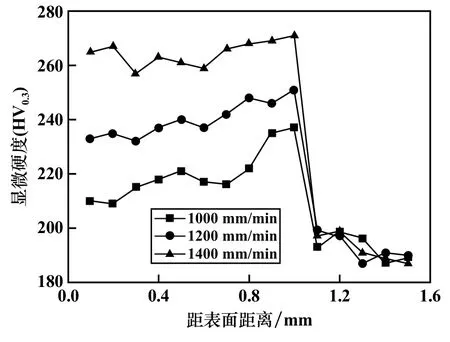
图6 316L 熔覆层截面显微硬度曲线
式中H为显微硬度;H0为与晶粒尺寸无关的硬度常数;ψ为平均晶粒尺寸;Ky为斜率。
由式(4)可知,显微硬度与晶粒平均尺寸成反比,晶粒越细小,显微硬度越高。 结合图5,扫描速度越快,熔覆层组织更细小,因而熔覆层显微硬度越高。 此外,扫描速度增加,熔覆层过冷度增大,冷却速度加快,导致熔覆层内组织产生了更为严重的晶格畸变,结合图3,随着扫描速度升高,奥氏体衍射峰右移,并产生更为剧烈的晶格畸变,提高了奥氏体的极限固溶浓度,从而增大了位错运动阻力,使滑移难以进行,进而增加了熔覆层的强度与硬度[22]。 因此,熔覆层显微硬度的提高可归因于过冷度和晶格畸变引起的细晶强化和固溶强化的协同作用。
2.5 磨损行为
316L 熔覆层及304 不锈钢基体的干滑动摩擦系数随时间变化曲线如图7 所示。 A1、A2、A3 和304 基体平均摩擦系数分别为0.4473、0.437、0.424 和0.577,表明316L 熔覆层平均摩擦系数均低于304 不锈钢基体。 干滑动磨损初期,竖直载荷作用导致摩擦副表面发生严重的塑性变形,增加了材料表面的粗糙度,样品摩擦系数显著提升。 硬度较高的A3 熔覆层抗塑性变形能力较好,塑性变形较弱,摩擦系数最低。 304 不锈钢硬度最低,抗塑性变形能力最差,表面粗糙度最大,摩擦系数最高。 此外,结合图5 可知,A3 熔覆层晶粒尺寸较细小,晶界的增加提高了熔覆层的抗变形能力,从而降低了熔覆层的摩擦系数。
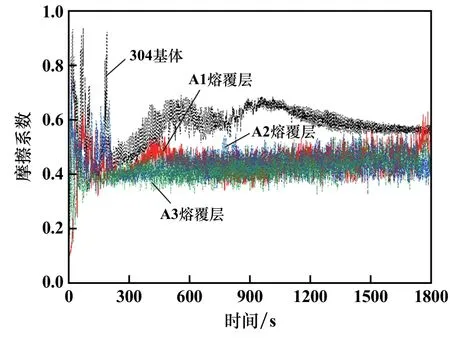
图7 316L 熔覆层及304 不锈钢基体摩擦系数曲线
图8 为304 不锈钢基体及316L 熔覆层的磨损体积和比磨损率柱状图。 304 不锈钢基体磨损体积和比磨损率均约为316L 熔覆层的2 倍,表明316L 熔覆层具有更优异的耐磨性。 此外,随着扫描速度提高,316L熔覆层磨损体积和比磨损率降低。
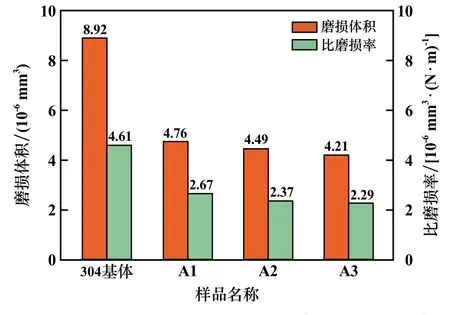
图8 316L 熔覆层和304 不锈钢基体磨损体积和比磨损率
为揭示316L 熔覆层和304 不锈钢的磨损机理,采用激光共聚焦显微镜对熔覆层的磨损表面进行表征,结果见图9。 可以明显看出,304 不锈钢硬度较低,磨痕表面出现了较深的犁沟和严重的塑性变形,并伴有点蚀现象发生,磨痕宽度大于其他316L 熔覆层的磨痕宽度,磨损机理为黏着磨损和磨粒磨损。 相较于304基体,316L 熔覆层磨痕宽度变窄,表面点蚀现象也随着扫描速度升高而减弱,扫描速度1400 mm/min 所制备的316L 熔覆层表面并未发现由磨损而产生的点蚀坑,磨损机理主要为磨粒磨损。 这是由于扫描速度的提升提高了熔覆层的显微硬度,从而提高了熔覆层的抗变形能力,减少了熔覆层表面碎屑的剥落。 结合Archard 定律,熔覆层的耐磨性与硬度成正相关。 此外,扫描速度增加,熔覆层晶界数量增加,晶界面积增大,提高了熔覆层的抗变形能力,从而提升了熔覆层的硬度和耐磨性。

图9 316L 熔覆层和304 不锈钢基体磨痕形貌
3 结论
研究了在不同扫描速度下激光熔覆316L 不锈钢熔覆层的组织演变、相组成、显微硬度及磨损行为,得出以下结论:
1) 随着扫描速度降低,激光能量密度升高,产生大量金属蒸气,增加熔池深度,降低熔覆层表面平整度,扫描速度1400 mm/min 时,可获得平整度较好的熔覆层。
2) 316L 不锈钢熔覆层主要由单相奥氏体组成,较高的扫描速度导致奥氏体产生较严重的晶格畸变。随着扫描速度升高,熔覆层内组织由柱状晶和等轴晶转变为单一的柱状晶,晶粒尺寸随扫描速度升高而减小。
3) 与304 不锈钢基体相比,316L 熔覆层显微硬度明显提高,归因于细晶强化和固溶强化的协同作用。扫描速度1400 mm/min 制备的316L 熔覆层平均显微硬度最高,为275HV0.3。
4) 316L 熔覆层平均摩擦系数显著低于304 不锈钢基体;其中扫描速度1400 mm/min 制备的316L 熔覆层摩擦系数最低(0.424),磨损率2.29×10-6mm3/(N·m),磨损机理为磨粒磨损。
猜你喜欢
金属热处理(2023年10期)2023-10-23
石材(2020年11期)2021-01-08
中成药(2019年12期)2020-01-04
桂林电子科技大学学报(2019年3期)2019-09-11
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
光学精密工程(2016年1期)2016-11-07
凿岩机械气动工具(2016年3期)2016-03-01
上海金属(2015年1期)2015-11-28