
H13 钢表面激光淬火仿真分析及实验研究*
2023-11-15 08:09:04姚芳萍李金华
制造技术与机床 2023年11期
明 智 姚芳萍 李金华
(辽宁工业大学机械工程与自动化学院,辽宁 锦州 121001)
H13 钢因其良好的红硬性、韧性以及淬透性,在模具生产中得到了广泛的应用[1-2]。但由于模具服役环境恶劣,时常因为表面磨损严重或热疲劳裂纹而引起模具失效,造成大量的资源浪费,提高了企业的生产成本[3-6]。模具失效通常从表面开始,所以提高模具的表面性能就变得尤为重要。表面改性技术可以显著提升模具材料的物理性能和使用寿命[7-11]。激光表面改性技术作为目前研究的热点之一,可分为激光淬火、激光熔凝、激光熔覆、激光合金化等,其中激光淬火工艺通过急热急冷效应使自身材料组织演变来提升物理性能,在工业领域中得到了广泛的应用[12-15]。
近年来,众多学者和企业对激光表面淬火改性技术在生产中的应用展开了研究。Chen Z K 等[16]研究了40Cr 钢激光淬火后的磨损性能,发现40Cr 钢经过激光淬火后表层相变区域硬度显著提升,进而增强了表面抗冲击磨损性能。王金川等[17]通过对32CrNi3MoVE 钢表面制备淬火改性层,发现表层组织转化为隐晶马氏体,晶粒细化明显,表层硬度和耐磨性能显著提升。潘雪新等[18]对EA4T 车轴钢进行激光淬火表面改性,发现随着激光功率的提升和扫描速度的降低,相变深度均呈现递增的趋势,且相变区域显微硬度显著提升,约为基体的2 倍。Liu Y 等[19]通过制备不同激光功率下的Cr12MoV 钢激光淬火硬化层,发现硬化层硬度值随着激光功率的增加呈现出先增大后减小的趋势。
目前,对于激光淬火的研究大多只考虑激光工艺参数对淬火改性层的影响,而未明确地界定在激光淬火工艺参数达到一定界限时将会产生的过烧熔凝现象。因此,本文以H13 模具钢为研究对象,基于COMSOL 软件,对H13 模具钢表面的激光淬火过程进行有限元仿真分析,对表面温度场的瞬时变化进行了模拟,遴选出合适的激光功率范围,预测淬硬层深度,并以仿真分析作为指导,进行激光淬火实验,分析激光淬火淬硬层的组织和性能变化规律,验证仿真的准确性,得出H13 钢激光淬火最优工艺参数。
1 前处理及理论分析
1.1 有限元模型的建立
仿真所用实体模型为30 mm×40 mm×8 mm 的长方体,由于模型较为简单,因此可以直接采用COMSOL中自带的建模工具进行建模。有限元网格的划分如图1 所示,采用自由四面体分网。为了简化计算量,只对激光辐射的淬火区域进行细密的网格划分,最大单元尺寸为0.4 mm,最小单元尺寸为0.06 mm,对远离激光辐射的区域采用较大的网格划分。

图1 有限元模型网格划分
本次仿真模型中选取与实际加工时光斑能量分布特征一致的高斯热源模型,同时为了有效进行激光淬火扫描过程温度场的计算,在COMSOL 传热模块下添加固体传热物理场接口,用以实现高斯热源与几何模型的耦合。高斯热源模型及扫描路径示意图如图2 所示,热源起点坐标位置为(15,0,8),并沿工件表面y轴方向做匀速进给,终点坐标位置为(15,40,8)。高斯热源表达式为
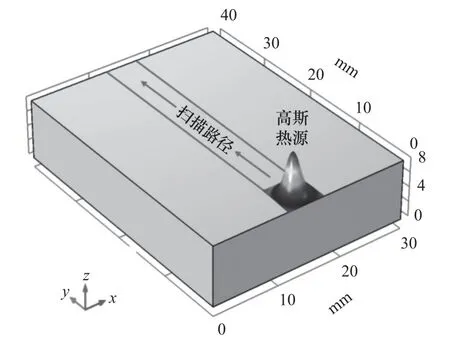
图2 高斯热源模型及扫描路径示意图
式中:Flux为激光能量密度;A为吸收率,根据实际实验时工件表面情况,设置为固定值0.6;P为激光功率;r为光斑半径;为激光光斑所在工件表面的位置,其中x0为光斑中心所在工件表面x轴的位置,y0为光斑中心所在工件表面y轴的位置,其表达式为
式中:v0为激光进给速度;t为进给时间。
模型建立后需要设置材料的热物性参数。因为基体材料在激光的快速加热下温度变化很大,导致不同温度下的材料属性不同,所以需要对材料的属性进行定义。因为H13 钢密度受温度的影响不大,故可忽略温度对密度的影响,取密度为恒值7 850 kg/m³。H13 钢的热物性参数见表1。
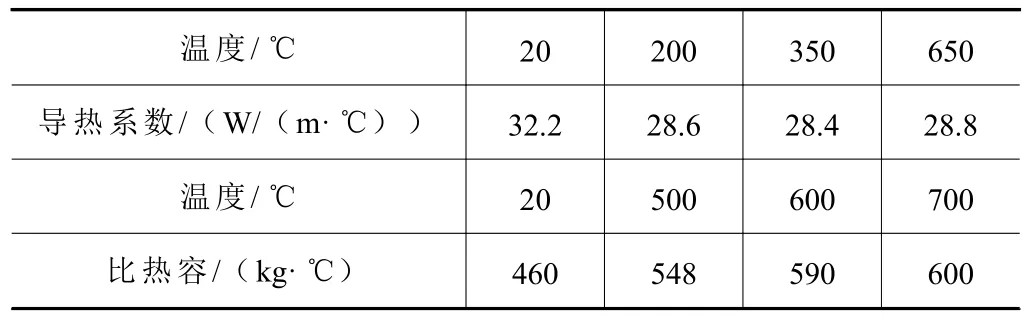
表1 H13 钢的热物性参数
1.2 边界条件的建立
激光淬火扫描过程中温度变化极大,属于典型的瞬态热分析过程,同时在加热扫描的过程中决不允许扫描带表面出现熔化现象,因此整个扫描过程属于固态相变过程。为和实际实验时各环境条件保持一致,初始温度设置为20 ℃,并在仿真模型固体传热接口下添加热传导、热对流和热辐射3 种形式的边界条件[20-21]。
热传导是以激光热源作为边界内向热通量施加在工件上表面,主要依靠工件自身热量由较高温度区域向较低温度区域传输,其规律可用傅里叶定律描述[22]:
式中:q为作用在H13 表面的热流密度,W/m2;“-”表示传热方向由高温向低温传输;k为导热系数,W/(m2·℃) ;∇T为温度偏导数。
热对流的产生是工件受热后与周围空气之间发生的热交换,即施加垂直于工件XY平面的4 个侧面及水平面上侧的外部自然对流热交换,其规律可用牛顿冷却方程描述[23]:
式中:q1为对流热流密度,W/m2;h为流体换热系数,W/(m2·℃);Text为固体外环境温度;T为基材表面瞬时温度。
热辐射是通过基体材料向外发射电磁能的方式传递热能,即在工件水平面上侧施加表面对环境辐射,热辐射的作用可按斯蒂芬-玻尔兹曼定律来描述:
式中:q2为热辐射能,W/m2;表面设置为灰体,n=1;σ为斯蒂芬-波尔兹曼常数;ε为工件表面发射率,设置为0.7。
激光淬火扫描过程总传热微分方程为
式中:q为热传导项;u为对流换热系数;ρ、Cp为密度、恒压热容;∇T为温度偏导数;T为温度场分布函数;t为传热时间;Q为内热源强度。
1.3 相变硬化层的界定
从金属学的角度出发,在对H13 钢进行激光淬火时,要达到马氏体相变硬化的效果,其加热温度必须高于材料奥氏体相变温度AC1,但不能高于材料自身的熔点。由于基材受激光扫描辐射,瞬间温升可达104~106℃/s,Farias D 等[24]认为当金属材料温升速度达到102℃/s 时,基材组织转向奥氏体的相变温度临界点会相较于平衡状态下有升高的趋势,导致其比传统淬火条件下的理论值高50~200 ℃。平衡状态下H13 钢的奥氏体相变临界温度为860 ℃,熔点为1 350 ℃[25],因此本文取激光淬火H13 钢奥氏体相变临界温度为950 ℃,熔点为1 500 ℃。
2 仿真结果分析
2.1 激光淬火扫描过程
首先通过观察不同时刻H13 钢模型表面的温度场形貌来判断激光淬火扫描过程温度场的状态。图3 所示为以激光功率600 W、扫描速度10 mm/s、光斑直径4 mm 时的激光淬火扫描过程不同时刻温度场分布云图。

图3 淬火过程不同时刻温度分布云图
从图3 可以看出:激光淬火扫描过程不同时刻的温度分布呈现出入端低、中间稳、出端高的趋势。t=0.1 s 时,工件表层峰值温度较低,此时激光束刚开始与工件接触,光束作用于基体上表面的区域较小,且基体自身开始加热前恒处于室温20 ℃,所以导致峰值温度较低。t=0.5 s、1 s、2 s、3 s 时,基体表面峰值温度相差不大,处于较为稳定的趋势,这是因为激光束辐射工件表面做匀速运动,工件通过自身热传导使光斑前方区域已经吸收了部分热能,即提前进行了预热,从而使工件在后续加热的过程中所处的热环境相同。t=4 s 时,工件表面的峰值温度急剧升高,这是出口端端面与空气接触,工件与空气之间的对流传热速度较慢,引起热量在出口端堆积导致的。
图4 所示为沿激光扫描路径截面处温度场分布云图,图中黑色弧线为H13 钢奥氏体相变临界温度线950 ℃。由于高斯光斑热源呈中心高、四周低的特点,因此热量从基材表面向内部传递时,呈向下凹陷的“半月牙状”,相变温度线包裹以内的区域即为淬硬层区域,从而可以根据相变温度线来预测淬硬层深。

图4 截面处温度分布云图
2.2 激光功率的选取
激光功率的不同导致工件表面温度场产生变化,受热温度不同进而改变显微组织结构,影响基材激光淬火后的力学性能。在光斑直径为4 mm、激光扫描速度10 mm/s 时,设置激光功率在300~700 W之间依次递增50 W,观察不同激光功率对淬火扫描过程温度的影响,选取最为适合的激光功率范围。表2 为9 组不同激光功率中间稳态阶段2 s 处的表面峰值温度分布。

表2 各组试样表面温度模拟数据
由表2 可知:当激光功率小于400 W 时,工件表面处于中间稳态阶段的峰值温度较低,达不到H13 奥氏体化温度,基材未发生组织结构转变,因此起不到相变硬化的效果;当激光功率在400~600 W时,工件表面所处的峰值温度达到H13 奥氏体相变临界温度950 ℃,使得一定层深方向的区域迅速发生奥氏体化,随后急冷转变为马氏体组织,产生相变硬化效果,改变基材自身力学性能。但激光功率为400 W 时,因其表面峰值温度仅高于H13 奥氏体化温度22.8 ℃,导致层深方向上产生组织结构转变的区域较小,相变硬化效果不明显。当激光功率递增至650 W 以上时,工件稳态阶段的峰值温度已经超过了H13 钢的熔点,此时会造成工件表面发生过烧熔凝现象,影响工件表面的平整度。因此当激光功率在450~600 W 时较为合理。
2.3 淬硬层深预测
图5 所示为激光淬火中间稳态阶段2 s 时不同深度样点分布示意图,自点1 至点10,从表层开始依次向内递增0.05 mm,根据样点深度和950 ℃相变温度线的位置关系来预测淬硬层深度。

图5 深度节点示意图
样点1 至样点10 在不同激光功率时的热循环曲线如图6 所示,其中ΔT表示淬火温度范围。由图可知,不同激光功率时各样点的峰值温度均随深度的增加而不断递减,但温度变化趋势大致相同,在各样点周围均产生了极大的温度梯度,温度呈现出骤升后又急速下降的分布趋势,激光作用效果极快,符合激光淬火急热急冷的特征。

图6 不同激光功率时各样点的温度曲线图
淬火温度范围ΔT间接表征淬硬层深,在深度上淬火温度需满足H13 钢淬火区温度需求,即950~1 500 ℃。从图6 中可以看出,不同激光功率时,同一深度水平方向上各样点的峰值温度不同,导致各样点间所处的淬火温度范围不同,淬硬层深度也不同。当激光功率为最小值450 W 时,淬火温度范围ΔT为950~1 089.7 ℃;当激光功率为最大值600 W时,淬火温度范围ΔT为950~1 435.6 ℃,因此选取的激光功率均满足H13 钢激光淬火温度需求。根据各样点间达到950 ℃的范围来预测淬硬层深,得出:激光功率为450 W 时,淬硬层深为0.13 mm;激光功率为500 W 时,淬硬层深为0.235 mm;激光功率为550 W 时,淬硬层深为0.35 mm;激光功率为600 W 时,淬硬层深为0.41 mm。可见淬硬层深与激光功率呈正比关系,随着激光功率的增大,淬硬层深随之增大。
3 实验方法和分析
3.1 实验方法
本次实验选材为H13 热作模具钢,其化学成分见表3。
因H13 钢表面粗糙有轻微划痕,为了保证淬火过程的精确性,在实验前依次使用500、800、1 000的砂纸对其进行打磨,然后使用无水乙醇对表面进行擦拭,去除表面污物。
本次实验所采用单一变量法,控制激光扫描速度、光斑半径不变,在不同激光功率下对试件进行淬火处理。实验采用的激光淬火设备为YLK-3000光纤激光器,淬火参数与仿真过程一致(表2)。
淬火完成后,采用线切割机将试样沿着淬火区中间截面位置切开,镶嵌后用砂纸打磨,再使用抛光机将试样截面处打磨光滑,保证无划痕,最后采用4%的硝酸酒精溶液腐蚀45 s 后将表面吹干待测。
3.2 激光功率对淬火形貌的影响
激光淬火表面质量也是评估激光淬火效果的指标之一。其中,激光工艺参数(激光功率、扫描速度、光斑直径)作为直接影响淬火效果的重要因素,直接决定了激光淬火后的表面质量。图7 所示为不同激光功率下H13 钢淬火后的表面形貌。从图中可以看出,不同功率时所有试样的淬火扫描带均呈现出不同程度的蓝淬现象,且激光功率越高,淬火扫描带蓝淬现象越明显。由于圆形光斑能量分布近似于高斯函数,呈现出中心高、四周低的分布趋势,因此在激光作用后,扫描带中间发生蓝淬现象的即为相变硬化区域,各扫描带边缘发黑的区域即为热影响区域。但当激光功率达到650 W 时,因作用在工件表面的激光能量密度过高,导致H13 钢淬火扫描带上出现明显的融化和凹坑(图7 中箭头所指),工件表面平整度受损。

图7 不同激光功率下H13 钢激光淬火后的表面形貌
不同激光功率下各试件截面淬火区微观形貌如图8 所示,弧线包裹以内的区域即为淬火区。从图中可以看出,试样经激光淬火后沿截面深度方向上呈现出“半月牙状”形态,与仿真结果温度场截面分布类似。淬火区面积大小随着激光功率的升高而增大,但当激光功率大小达到550 W 时,淬火区最表层产生了一层极薄的光亮层,这是由于作用在H13 钢表层的能量密度过大而产生的表层过热区,并未出现过烧熔凝现象。

图8 不同激光功率中间截面处淬火区形貌图
图9 所示为激光功率与淬火区的深度和宽度关系图。由图可知,增大激光功率能够有效地提高淬火区的深度和宽度,呈现出非线性递增的关系,其中激光功率为最大值600 W 时,淬火区深度为531.27 μm,宽度为3 072.25 μm,激光功率为最小值450 W 时,淬火区深度为162.18 μm,宽度为1 758.85 μm,可见激光功率对淬火区的宽度影响更大。

图9 激光功率与淬火区深度、宽度关系图
3.3 激光功率对淬火层组织及显微硬度的影响
图10 所示为激光功率600 W 淬火后的SEM 组织图。由于激光功率对淬火区深度和宽度影响较大,对淬火区组织影响较小,形成的组织差异不大,故选取600 W 时的SEM 组织图进行分析。

图10 激光淬火区SEM 组织图
从图10 中可以看出,H13 钢在激光淬火后,沿工件内部方向自上而下根据组织相变程度,可依次分为相变硬化区、过渡区和基体。图10a 所示为相变硬化区,主要由板条状马氏体、针状马氏体和大量的碳化物颗粒组成。对比基体组织(图10d),可以发现相变硬化区组织细化程度明显,这是由于基体表层受到激光热辐射作用,表层温度骤升,瞬间达到AC3以上,碳及合金元素固溶到奥氏体中,奥氏体化程度高,随着激光热源的移动,表层与处于冷态的基体产生较大的过冷度,表层温度骤降,使得奥氏体在马氏体的相变过程中来不及长大就转变为细小的马氏体组织。此外,在奥氏体相转变为马氏体相的过程中,由于基体自身的极热极冷效应,马氏体形成的开始温度有升高的趋势,导致马氏体的滑移临界分切应力比孪生临界分切应力低,故在相变过程中易形成高密度位错结构的马氏体,位错强化作用明显。同时,在相变硬化的过程中会发生自回火现象,使碳化物析出,大量的颗粒状碳化物位于马氏体基体上,造成弥散强化作用[26]。
图10b 所示为相变硬化区与过渡区的混合区域图,可以看出两个区域间根据组织晶粒大小存在明显的分界。由于随着热传递深度的增加,温度在过渡区内扩散方向不稳定,相较于相变硬化区,此区域温度下降明显,受热温度一般在AC1~AC3,奥氏体化不充分,形成的组织复杂程度高,主要由板条状马氏体、残余奥氏体、未熔铁素体和碳化物颗粒组成,如图10c 所示。图10d 所示为基体组织,由铁素体和球状珠光体组成,符合退火态H13 钢的组织特征。
对图10a 中A点(马氏体区域)和B点(碳化物区域)进行能谱分析,各点元素组成见表4。从表中可以看出,激光淬火后生成的马氏体组织及碳化物颗粒中C 元素、Cr 元素含量有了显著提升,说明在激光硬化的过程中,碳原子及合金元素更多的固溶到了奥氏体中,在随后马氏体相变作用下,生成了高含碳量及合金元素的马氏体组织,又因为激光相变硬化自身的回火现象,碳及合金元素沿着晶界方向析出,生成了新的碳化物颗粒。因此,激光淬火固溶强化作用明显,马氏体和碳化物是显著提升H13 钢物理性能的主要因素。

表4 能谱中A 点和B 点的成分含量(%)
图11 所示为不同激光功率下H13 钢沿淬火区截面上不同深度的硬度分布情况。测量时截面上不同深度同一水平取3 个点进行测量后求平均值作为该水平的显微硬度值。

图11 激光功率对H13 钢截面显微硬度的分布情况
从图11 中可以看出,H13 钢在激光淬火后,淬火区硬度值相较于基体显著提升,且随着激光功率的增加,淬火区截面硬度也随之增加。当激光功率为450 W、500 W 时,峰值硬度出现在最表层后,沿着深度方向呈梯度递减。但当激光功率为550 W、600 W 时,最表层硬度相较于次表层略低,且表层区域硬度变化趋势平缓。这是由于随着激光功率的提升,作用在H13 钢表面的能量密度升高,随着热传导作用,深度方向上一定区域内晶粒细化程度及固溶强度增强,且较为均匀,使得表层区域内硬度变化趋势平缓;但激光功率的升高直接使最表层区域受激光热量的输入增大,导致温度梯度减小,在组织相变的过程中晶粒有较长的时间生长,产生的晶粒大小相较于次表层略大,导致硬度偏低。各激光功率下随着热传递深度的不断增加,细晶强化、固溶强化作用逐渐减弱,硬度值也随之下降。不同激光功率时的硬度分布趋势与图6 中各节点的受热温度相吻合,同一深度水平方向上,受热温度越高,其对应的硬度值越高。且深度方向上随着受热温度的不断降低,各节点对应的硬度值也随之下降。可见激光淬火温度场分布直接影响基材淬火区的力学性能。当激光功率为600 W 时,峰值硬度达到最高为709.6 HV0.3,约为基材硬度240 HV0.3的3 倍。
根据文献[27],通过马氏体硬度与含碳量的关系式:
计算得出H13 钢淬硬层与非淬硬层的分界点大约为400 HV0.3,因此450 W、500 W、550 W、600 W时对应的淬硬层深约为0.14 mm、0.25 mm、0.37 mm、0.45 mm。
图12 所示为仿真和实验对于淬硬层深度的对比图。
由图12 可以看出:H13 钢激光淬火后淬硬层实际值略微大于仿真值。当激光功率为最小值450 W时,淬硬层实际值与仿真值存在0.01 mm 偏差;当激光功率为最大值600 W 时,淬硬层实际值与仿真值存在0.04 mm 偏差。不同激光功率下淬硬层实际值与仿真值产生的微小误差均在允许范围之内,且淬硬层深度均与激光功率大小呈正比关系。通过仿真与实验的对照,验证了仿真预测淬硬层深度的准确性,在实际加工生产的过程中,避免了大量的重复实验。
4 结语
本文通过单一变量法,基于COMSOL 软件对H13 钢激光淬火温度场进行仿真分析,得出较为适合的激光功率范围,再结合具体实验研究进行验证对比,得出以下结论。
(1)仿真结果表明:激光淬火扫描过程呈现入端低、中间稳、出端高的分布趋势。激光功率的不同导致工件表面温度场产生变化,不同的受热温度使层深方向产生显微组织结构变化的区域不同,遴选出符合激光淬火的参数为450~600 W。根据深度方向上各节点的热循环曲线图,预测淬硬层深度,淬硬层深度随着激光功率增大而递增。
(2)基于仿真分析得到的激光功率值进行实验验证,分析发现:激光淬火后宏观形貌上呈现出不同程度的蓝淬现象,当功率范围达到临界点时会产生过烧熔凝,影响工件表面平整度。淬火区的截面形貌呈现出“半月牙状”和仿真结果基本一致,且淬火区深度和宽度与激光功率呈正比。激光淬火强化机理主要有细晶强化、固溶强化和位错强化,高密度位错的马氏体和碳化物是显著提升H13 钢物理性能的主要因素。
(3)通过仿真与实验的结合,验证了仿真预测淬硬层深度的准确性。得出激光功率600 W 时淬火效果最佳,淬硬层深度可达0.41 mm,最高硬度为709.6 HV0.3,约为基体硬度的3 倍。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
山东冶金(2022年1期)2022-04-19 13:40:20
装备制造技术(2020年1期)2020-12-25 05:18:00
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
焊接(2016年9期)2016-02-27 13:05:20
