基于精益DMAIC 的换模过程优化研究
2023-11-14 13:46:14孙际艳SUNJiyan袁亮YUANLiang肖文东XIAOWendong崔健平CUIJianping刘超LIUChao
价值工程 2023年30期
孙际艳 SUN Ji-yan;袁亮 YUAN Liang;肖文东 XIAO Wen-dong;崔健平 CUI Jian-ping;刘超 LIU Chao
(①新疆大学商学院,乌鲁木齐 830000;②新疆大学智能制造现代产业学院,乌鲁木齐 830000)
0 引言
随着人们收入水平的提高以及科技与网络的发展,玩具市场需求快速变化,市场竞争日益激烈。加速推进工业4.0,成为提升玩具制造业综合竞争力的有效方式。精益DMAIC(Define,Measure,Analyze,Improve,Control)方法是六西格玛管理中流程改善的重要工具,能够有效地发现、分析并解决问题,它由五个步骤组成:定义、测量、分析、改善和控制。在这些步骤中,团队通过数据驱动的方式进行问题识别、原因分析和流程优化,将持续改善的理念服务于企业生产。本文通过结合精益六西格玛和快速换模的方法,对MT 玩具制造公司注塑车间换模过程进行实地调研、数据收集和分析,探讨了该方法对换模过程的应用改善。从流程优化和参数改进两方面出发,最终缩短了模具更换时间,提高了生产效率。
1 定义问题(Define)
1.1 MT 公司生产现状及研究对象
MT 公司是一家玩具生产制造企业,主要生产塑胶类玩具产品,工序包括注塑、移印、手喷、装配等。多品种、小批量的生产特点使得在实际生产过程中,需要车间不断更换模具来满足多样化的订单需求,从而导致设备换模次数和整体换模时间增加。对比分析MES(Manufacturing Execution System)系统中实际换模与标准换模时间,其中25 吨注塑机的标准时间为25 分钟,而平均换模时间在39分钟,且台数较多,故选定其作为研究对象。
1.2 改善实施范围及战略意义
由公司精益部牵头组建六西格玛改善团队,成员来自生产部、模具部、质量部等。团队解决车间设备停机时间长等实际问题,有利于提高企业生产效率,能够更加灵活地调整日常生产计划,为企业创造了更大的经济效益。
2 过程测量(Measure)
针对注塑车间换模流程开展调研,根据现场观察和视频录制,将整个换模作业流程分解并确定操作时间及内外部作业属性,如表1 改善前所示。
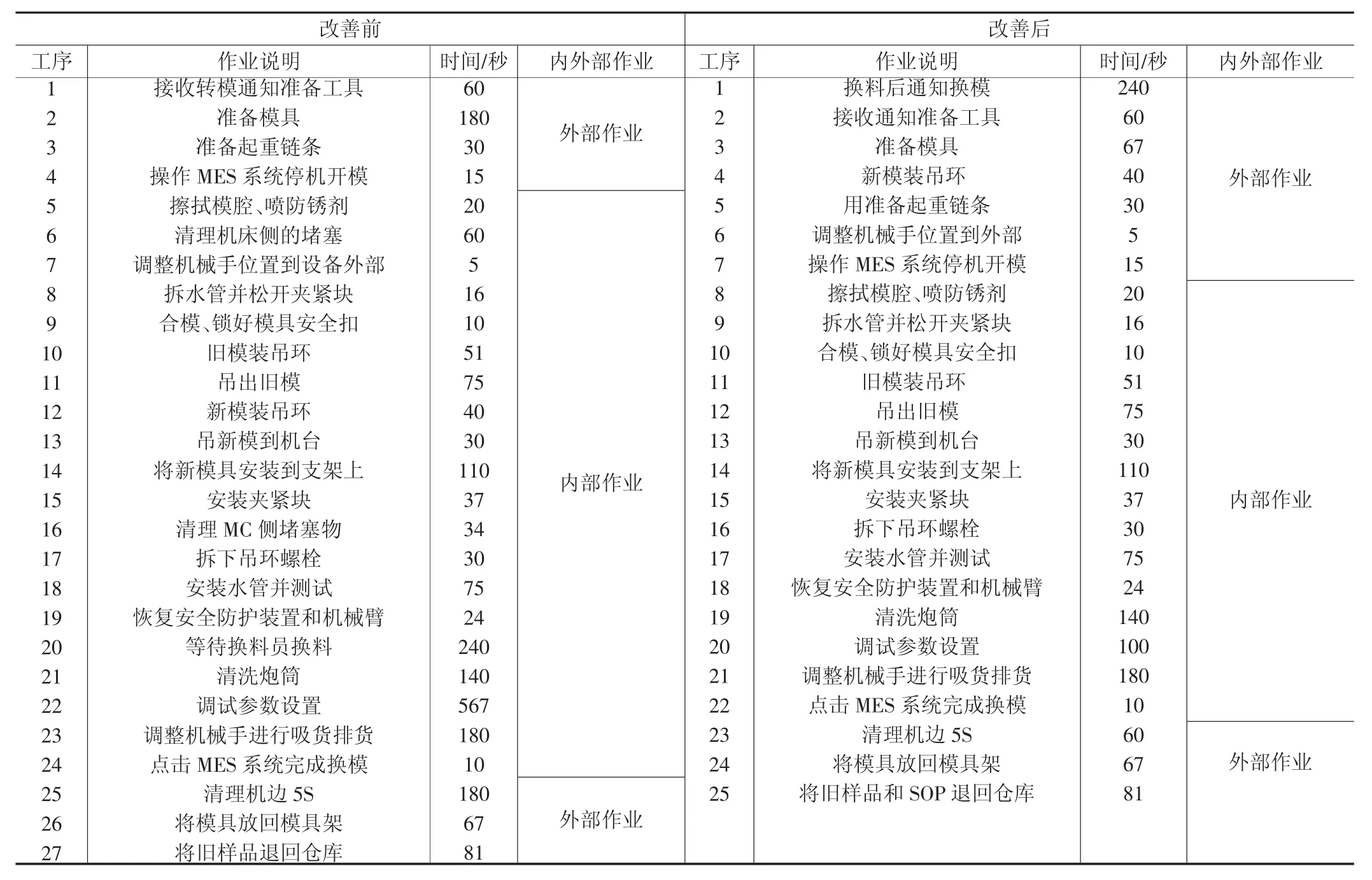
表1 换模过程改善前后操作分析表
根据表1 可知,改善前总换模时间为39 分钟,外部作业时间为10 分钟,内部作业时间为29 分钟。
3 分析阶段(Analyze)
从人、机、料、法、环5 个方面展开FMEA(Failure Mode and Effects Analysis)分析,将影响换模效率的失效模式进行列举,分析失效原因及影响,并用风险优先度(RPN)来量化关键要素,经过改善团队打分得到表2。
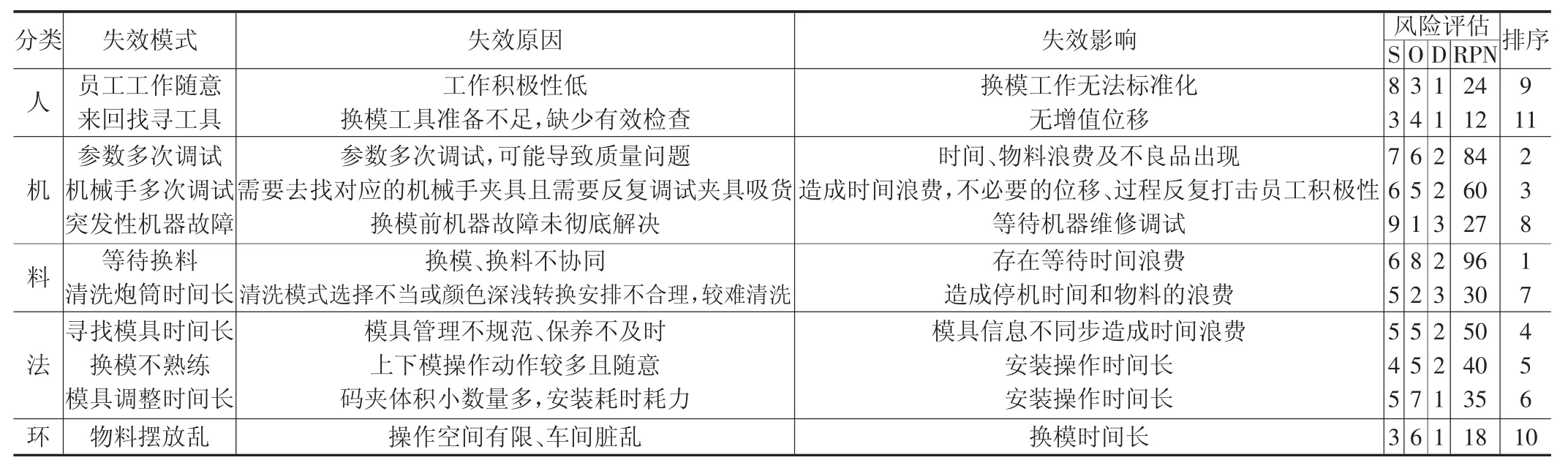
表2 换模过程FMEA 分析
4 改进阶段(Improve)
4.1 流程优化
外部作业是设备停机前完成的操作,内部作业是停机之后完成的操作。由于停机时间是非增值的,应尽可能的减少,利用ECRS 原则对换模过程进行取消、合并、重排和简化,以提高效率缩短内外部作业时间。
4.1.1 内部作业转化为外部作业
①调整机械手位置到设备外部以及新模安装吊环等操作在停机前也可以完成,可将其调整为外部作业。
②改善前换模和换料过程同时进行,存在换模换料不协同的问题。将换料过程外化,通过使用小型料斗送料,保持机器正常运行,然后清理固定料斗并换料,完成转料后再通知换模员,以确保在模具更换开始前进行材料更换,减少非同步导致的等待时间。
4.1.2 优化内外部作业时间
①外部作业中,影响料斗清理的主要因素是三通连接件下料位置容易粘色粉,经过团队讨论确定在不影响物料供给的情况下,将25 吨机台的三通连接件移除,节省了一定的清理时间。
②目前的模具管理跟踪方法需要大量的纸质文件且不是实时的。故加强对模具架的目视化管理,引进新的无线扫描方法优化模具定位,与MES 系统联动使模具位置记录更加简单和方便。
③内部作业中,清理堵塞等操作是非增值作业,通过培养全员生产维护与5S 自检意识,将整理清洁等工作细化到日常生产过程维护中。
④针对调机械手的时间比较长的问题,团队建立了机械手夹具制作-储存-使用流程,完善和标准化管理流程,并通过举办夹具竞赛和操作培训来缩短调试时间。
4.2 调参过程优化
更换模具后,需要调整注塑参数并试生产,这一过程需要现场的不断调试,且参数范围波动较大,造成时间和材料浪费。田口实验设计是一种经济高效、响应迅速的实验设计方法,通过设计正交实验并借助Moldflow 软件的模拟功能,利用极值差分析法确定信噪比和参数的最佳组合,以减少原料浪费和换模过程的调机时间。
4.2.1 正交实验设计
产品的翘曲变形是影响整体装配精度和质量的主要因素,因此将减少翘曲变形量作为优化目标,对出现问题较多的产品进行参数优化。以产品X 为例,其尺寸为148.5mm×85mm×16mm,确定出对胶件翘曲变形影响较大的6 个因素:模具温度(A)、熔体温度(B)、冷却时间(C)、保压压力(D)、保压时间(E)、注射时间(F),每个试验因素在合理范围内选择3 个水平如表3 所示。
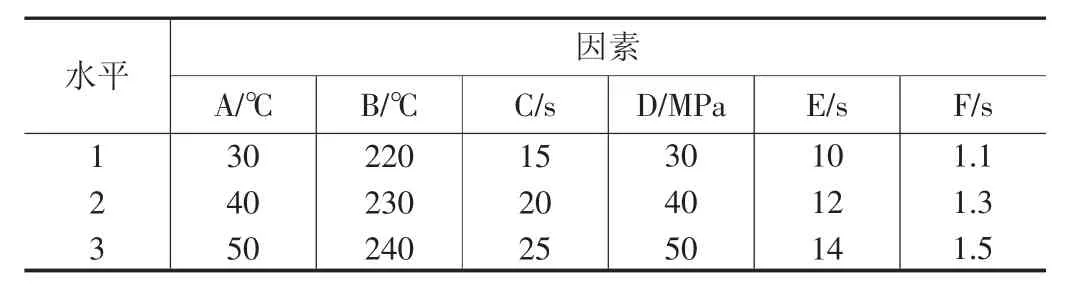
表3 因素水平表
采用田口实验方法,进行了3 水平6 因子L27(36)的正交试验,利用Moldflow 软件对27 组工艺参数进行模拟仿真,得到27 组翘曲量数值。对其进行稳健参数设计,期望翘曲变形量越小越好,故响应变量为望小型。根据信噪比公式(1)计算出翘曲量对应的信噪比值。
其中,S/N 为信噪比,n 为试验次数,yi为第i 次试验结果,得到统计结果如表4 所示。
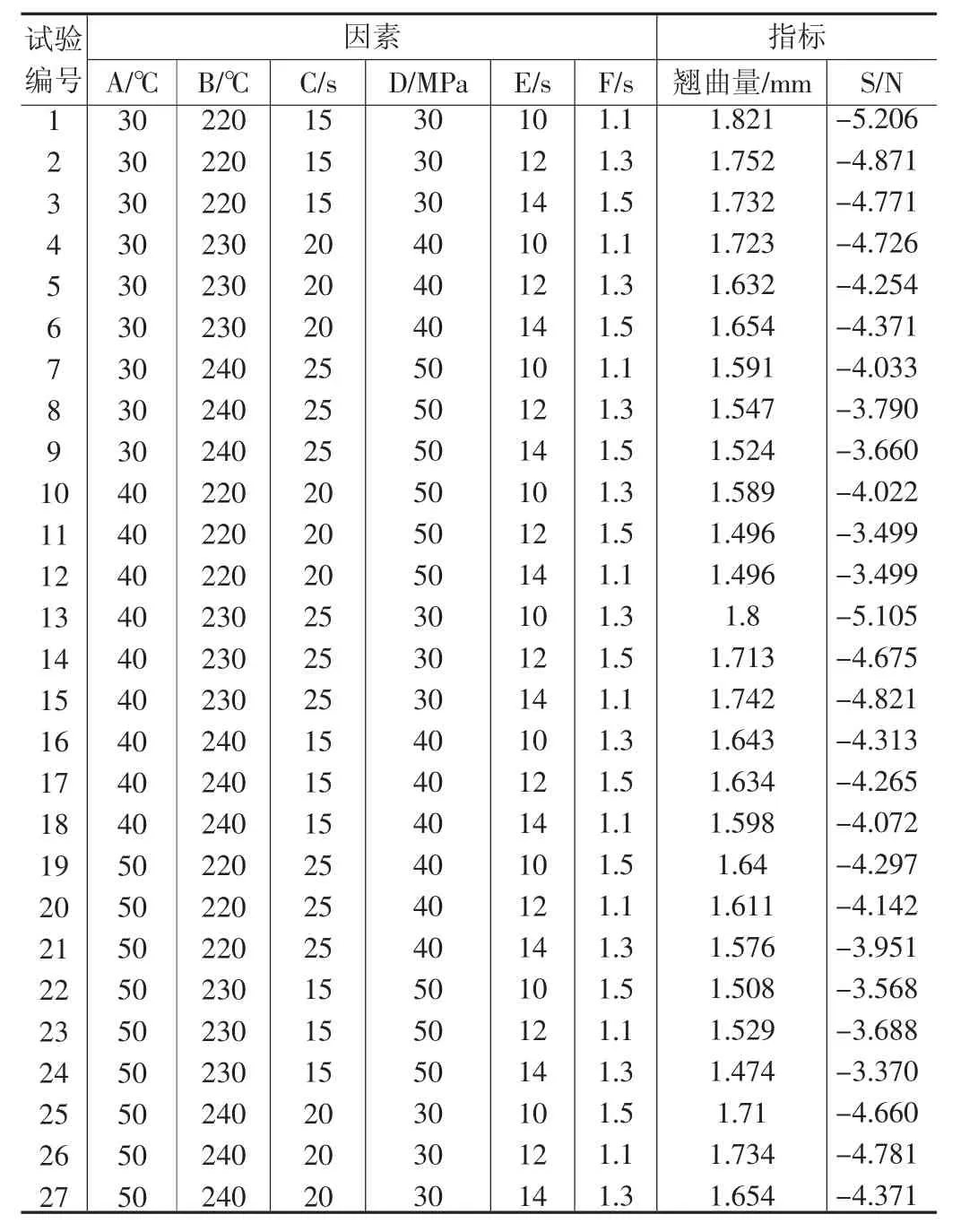
表4 正交试验结果与信噪比
4.2.2 实验结果分析
用极差分析方法对田口试验数据进行分析,得到试验因素对翘曲量指标的影响趋势,得到各工艺参数对翘曲变形量的影响程度,如表5 所示。
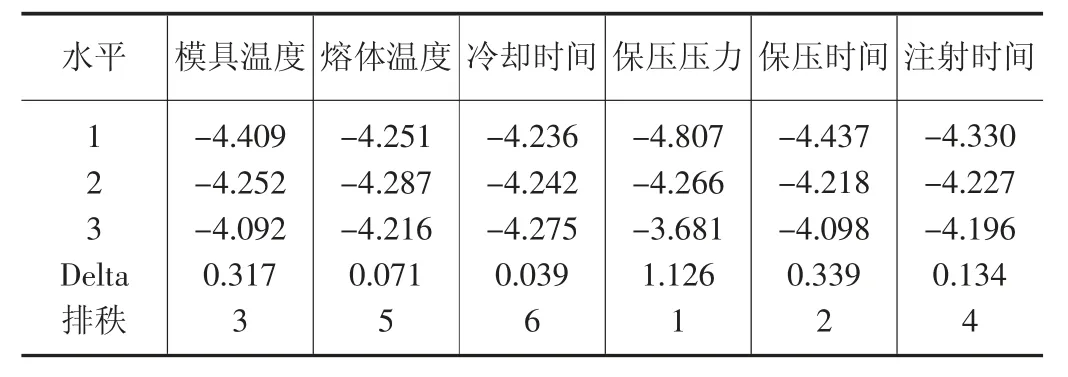
表5 信噪比响应表
信噪比极差越大该因素水平变动对翘曲度产生影响越大,所以按照极差进行排序,得到各因素水平值的变动对于产品稳健性产生的影响大小。其中,保压压力>保压时间>模具温度>注射时间>熔体温度>冷却时间。最优参数组合为模具温度50℃,熔体温度240℃,冷却时间为15s,保压压力为50MPa,保压时间为14s,注射时间为1.5s。
通过对注塑工艺参数优化,减少了设备占用时间和原材料消耗,提高产品质量和生产效率。参数改进后的调试不良品约3 件,较改进前减少7 件,最终将调参阶段参数调试时间降低至100 秒,调参阶段停机时间长通过优化降低了50%。
4.3 改善效果
该阶段以标准化换模流程和缩小调试参数范围为两大支柱,形成了以“PDCA 循环”为辅助工具的持续改进体系,并将机器调试和故障停机时间通过与MES 系统连接实时动态记录,以支持管理过程分析。改善后25 吨注塑机的平均换模时间由原来的39 分钟降低到25 分钟,内部作业时间由原来29 分钟缩短至15 分钟,停机时间缩短48.2%,如表1 改善后所示。
5 控制阶段(Control)
MT 公司搭建基于Power Bi 的可视化管理平台以保障改善效果。利用SQL 查询,建立数据源并从MES 系统中提取相应的数据,包括换模时间、模具型号、调机员、换模中断情况等。通过Power Bi 系统的数据处理和报表构建功能,对数据进行筛选和分析,并利用Power View 功能构建不同分析模块的可视化界面,实现数据查询和交互式分析。在注塑车间应用可视化管理板,通过触屏来查看换模过程的详细信息,并在每日例会中通过数据呈现给出采取必要行动的信号,缩短问题响应时间。此外,公司还组织相关培训并建立学习型组织,通过加强精益六西格玛的相关培训和教育,在公司内部形成了统一的思想意识。
6 结语
本文将精益生产中的DMAIC 方法和快速换模相结合应用于MT 玩具公司的注塑生产线,通过对换模流程的研究,采取一系列改进措施缩短内外部作业时间,基于田口实验设计定量优化了参数调试时间,实现了模具快速切换。从应用效果来看,它提高了换模效率和整体设备效率,使生产运行更加稳定。该研究为优化同类型注塑车间的换模时间奠定了一定的基础。
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
模具制造(2019年10期)2020-01-06 09:13:10
北京航空航天大学学报(2019年9期)2019-10-26 02:30:12
模具制造(2019年4期)2019-06-24 03:36:38
电子测试(2018年11期)2018-06-26 05:56:02
雷达学报(2017年3期)2018-01-19 02:01:27
童话世界(2017年8期)2017-05-04 04:08:34
现代工业经济和信息化(2016年7期)2016-05-17 05:36:51
汽车维护与修理(2016年3期)2016-02-28 13:17:07
西南石油大学学报(自然科学版)(2015年5期)2015-04-16 05:12:24